Ножницы и агрегаты для разделки крупногабаритного лома
Холодная резка металла ножницами — экономичный и высокопроизводительный процесс разделки крупногабаритного лома. Для резки металлолома в основном применяют аллигаторные и гидравлические ножницы с верхним резом.
Аллигаторные ножницы.
Машиностроение поставляет в цехи и на предприятия по переработке лома аллигаторные ножницы трех типоразмеров: Н-2228, Н-2230 и Н-2231, отличающиеся повышенной прочностью и надежностью работы. Все отечественные ножницы по своему принципиальному устройству однотипны.
Устройство аллигаторных ножниц Н-2230 показано на рис. 8.12. К основным узлам ножниц относятся станина, режущий механизм, привод и упор.
Литая станина 5 ножниц выполнена с двумя массивными стойками, в которых расположены опоры 1 качающейся челюсти 3 и подшипниковые узлы 11 коленчатого вала и зубчатых передач. В передней части станины закреплен нижний нож.
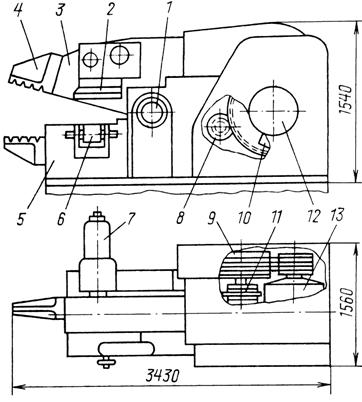
Рис. 8.12. Аллигаторные ножницы Н-2230
Режущий механизм состоит из качающейся челюсти с закрепленным на ней верхним ножом, шатуна и коленчатого вала 12 и по кинематической структуре представляет собой шарнирный четырехзвенный механизм. Коленчатый вал приводится во вращение от электродвигателя 13 через клиноременную 9 и две понижающие зубчатые передачи 8. Для предохранения ножниц от поломок при перегрузках установлена фрикционная муфта предельного момента 10. Большой шкив клиноременной передачи выполняет в приводе роль маховика. Включают и выключают ножницы муфтой с поворотной шпонкой, вмонтированной в ступицу зубчатого колеса последней передачи. Управление муфтой осуществляют ножной педалью через рычажную систему. Предусмотрена возможность управления ножницами переносной электрической педалью. Для остановки челюсти в крайнем верхнем положении на коленчатом валу установлен тормоз периодического действия с эксцентрично закрепленным шкивом.
|
|
|
Подвижная и неподвижная губки 4 позволяют обжимать трубы перед резанием. Щека 2 прижимает лом, а упор 7 препятствует его перекосу в процессе резания. Станинный ролик 6 облегчает подачу лома в зев ножниц.
Крупный недостаток резки лома на аллигаторных ножницах — значительные затраты ручного труда на вспомогательных операциях.
Гидравлические ножницы.
В копровых цехах применяют отечественные гидравлические ножницы пяти моделей: Н-2335 и Н-2338 с усилием резания соответственно 3,15 и 6,3 МН и Н-302 и НО-340 с усилием резания 10 МН, а также новые ножницы Н-1600 с усилием 16 МН.
Главные преимущества гидравлических ножниц перед аллигаторными — применение комплекса вспомогательных механизмов, обеспечивающих полную механизацию работ при резке лома, большая сила резания и повышенная производительность. Ножницы позволяют разрезать смешанный крупногабаритный лом, состоящий из различных металлоконструкций, деталей вагонов, транспортной и сельскохозяйственной техники и т. д., который ранее подвергали разделке огневым способом.
|
|
|
В последних моделях мощных ножниц НО-340 и Н-1600 учтены конструктивные недостатки, выявленные в процессе эксплуатации ножниц Н-302, и применены подпрессовочный механизм и крышка для перекрытия приемного желоба.
Общее устройство ножниц НО-340, относящихся в типу ножниц с верхним резом, показано на рис.8.13. Ножницы состоят из станины 1 с режущим 12 и прижимным 11 механизмами, подпрессовочного механизма 10, загрузочного короба 8 с механизмом наклона, приемного желоба 9, крышки желоба 2 с механизмом поворота 3 и толкателя лома 4.
Режущий и подпрессовочный механизмы с нижним расположением рабочих гидроцилиндров и гидроцилиндров обратного хода установлены в станине ножниц. Механизм прижима осаживает разрезаемый лом и прижимает его в вертикальном направлении к нижней траверсе ножниц, в результате чего уменьшается перекос лома при резке и снижается распорное усилие.
|
|
|
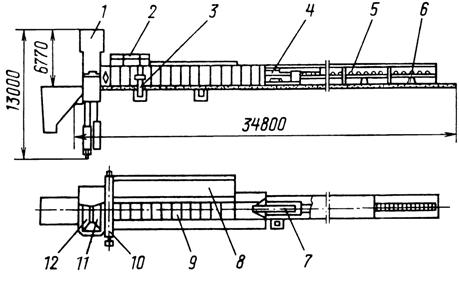
Рис. 8.13. Гидравлические ножницы НО-340 для резки лома
Подпрессовочный механизм снабжен двумя штемпелями, перемещаемыми гидроцилиндрами, и осуществляет сжатие лома перед ножницами в горизонтальном направлении перпендикулярно оси подачи. Поворотная крышка желоба осаживает и сминает лом сверху и предотвращает его вспучивание в желобе у ножниц при подаче толкателем. Механизм поворота крышки снабжен качающимся гидроцилиндром двойного действия. Загрузочный короб для лома шарнирно соединен со стенкой желоба и наклоняется на угол 75° двумя качающимися гидроцилиндрами.
Толкатель (механизм подачи лома) состоит из штемпеля, помещенного в приемный желоб, штанги 5, опирающейся на стационарные опорные ролики 6, и гидроцилиндра 7 двойного действия с упором. К штанге прикреплены гребенка и зубчатая рейка. Рабочий ход толкателя осуществляет гидроцилиндр, который периодически упором захватывает зуб гребенки и перемещает штангу на расстояние подачи. Ход гидроцилиндра (в диапазоне 300—800 мм) регулируют переключением шести путевых выключателей, введенных в электрогидравлическую схему управления механизмами ножниц. Возвращение штемпеля в первоначальное положение выполняют реечным зубчатым механизмом с отдельным электроприводом, отключаемым при рабочем ходе электромагнитной муфтой.
|
|
|
Ножницы могут работать как в автоматическом режиме, так и на ручном управлении. Короб ножниц заполняют ломом, используя краны с электромагнитами или многочелюстными грейферами. Механизмом наклона короб поворачивают на угол 75°, в результате чего лом ссыпается в приемный желоб. При пуске ножниц в автоматическом режиме работы включается гидропривод толкателя, и металлолом при открытом зеве ножниц перемещается в желоб на расстояние подачи. Затем последовательно срабатывают механизмы прижима и резания. После их возврата в верхнее исходное положение цикл вновь повторяется.
Механизм поворота крышки желоба включается при вспучивании лома, подпрессовочный механизм — при необходимости обжатия и ориентировки лома. Работой обоих механизмов управляют операторы.
Устройство режущего и прижимного механизмов мощных гидравлических ножниц в основном одинаковое. На рис.8.15 приведены конструкции механизмов резания и прижима ножниц Н-302.
Составная станина выполнена из пяти частей — основания 8, двух стоек 5 и двух траверс 1. Стойки соединены с основанием колоннами 3, а траверсы со стойками — стяжными болтами 2.
Механизм резания (рис. 8.14, а) состоит из суппорта 4 с верхним ножом 6, тяг 7, двух рабочих гидроцилиндров 9 плунжерного типа, подвижной траверсы 10 и гидроцилиндра обратного хода 12. Суппорт установлен в вертикальных направляющих станины. Между плунжерами рабочих гидроцилиндров и подвижной траверсой установлены сферические подпятники. Гидроцилиндр обратного хода закреплен в неподвижной траверсе 13, связанной с основанием штангами 11. У верхнего ножа предусмотрен двойной скос от середины к краям, что обеспечивает центрирование разрезаемого металлолома и устраняет горизонтальные усилия в плоскости ножа. Нижний прямой нож закреплен в основании.
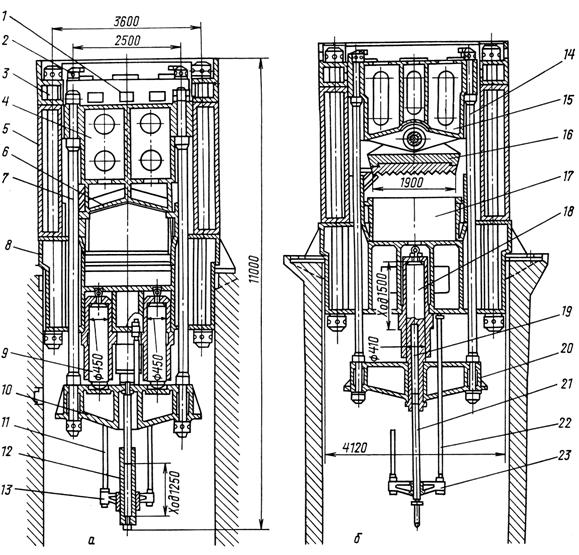
Рис. 8.14. Механизм резания (а) и прижима (б) гидравлических ножниц Н-302.
Механизм прижима (рис. 8.14, б) включает в себя ползун 15, помещенный в направляющие станины, прижим 16, тяги 14, подвижного траверсу 20, рабочий гидроцилиндр 18 и гидроцилиндр обратного хода 19. Шарнирное соединение прижима с ползуном обеспечивает его самоустановление при прижатии лома. Плунжер рабочего гидроцилиндра одновременно служит корпусом гидроцилиндра обратного хода, плунжер которого 21 закреплен в траверсе 23, соединенной тягами 22 с основанием. Лом подают к ножницам толкателем по желобу 17.
За рубежом для разделки крупногабаритного лома применяют гидравлические ножницы усилием 12 МН.
Общий недостаток всех гидравлических ножниц заключается в том, что при резке длинные куски выпадают из режущего механизма и размеры значительной части (до 40 %) порезанного лома больше требуемых. Вследствие этого после резки необходимо вручную сортировать лом.
В условиях ломоперерабатывающих цехов гидравлические ножницы устанавливают в середине крановой эстакады, а лом подают и убирают мостовыми кранами. Такая схема движения и складирования лома не отвечает требованиям поточного производства.
Для резки лома и его машинной сортировки ВНИПИломом спроектирован агрегат (рис. 8.15), состоящий из ножниц 1 усилием 10 МН, наклонного пластинчатого конвейера 3, направляющего 2 и загрузочного 4 лотков, барабанного сортировочного грохота 5 и магнитной сепарационной установки 8.
Подача лома к ножницам осуществляется так же, как и на ножницах НО-340. После ножниц 1 порезанный лом по направляющему лотку 2 подается на наклонный пластинчатый конвейер 3 и сбрасывается в загрузочный лоток 4 барабанного грохота 5. Грохот (его конструкция будет рассмотрена ниже) отсеивает мусор и разделяет лом по трем группам крупности. Мусор по наклонной течке поступает на ленточный магнитный сепаратор 8, отделяющий его металлическую часть. Лом, разделенный по крупности, сбрасывается в приямки 9, 10 и 11, негабаритный — в приямок 12. Подвижные направляющие линейки 6, расположенные в лотке 2, позволяют подавать отдельные виды лома непосредственно в приямок 7. Предусмотрена возможность транспортирования лома от агрегата системой ленточных уборочных конвейеров.

Рис. 8.15. Агрегат для резки и сортировки лома.
Дата добавления: 2018-04-05; просмотров: 1098; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!