Прибор активного контроля для определения износа центровых сверл
Прибор предназначен для автоматизированного определения наличия и износа центровых сверл на операции 005 «Фрезерно-центровальной».
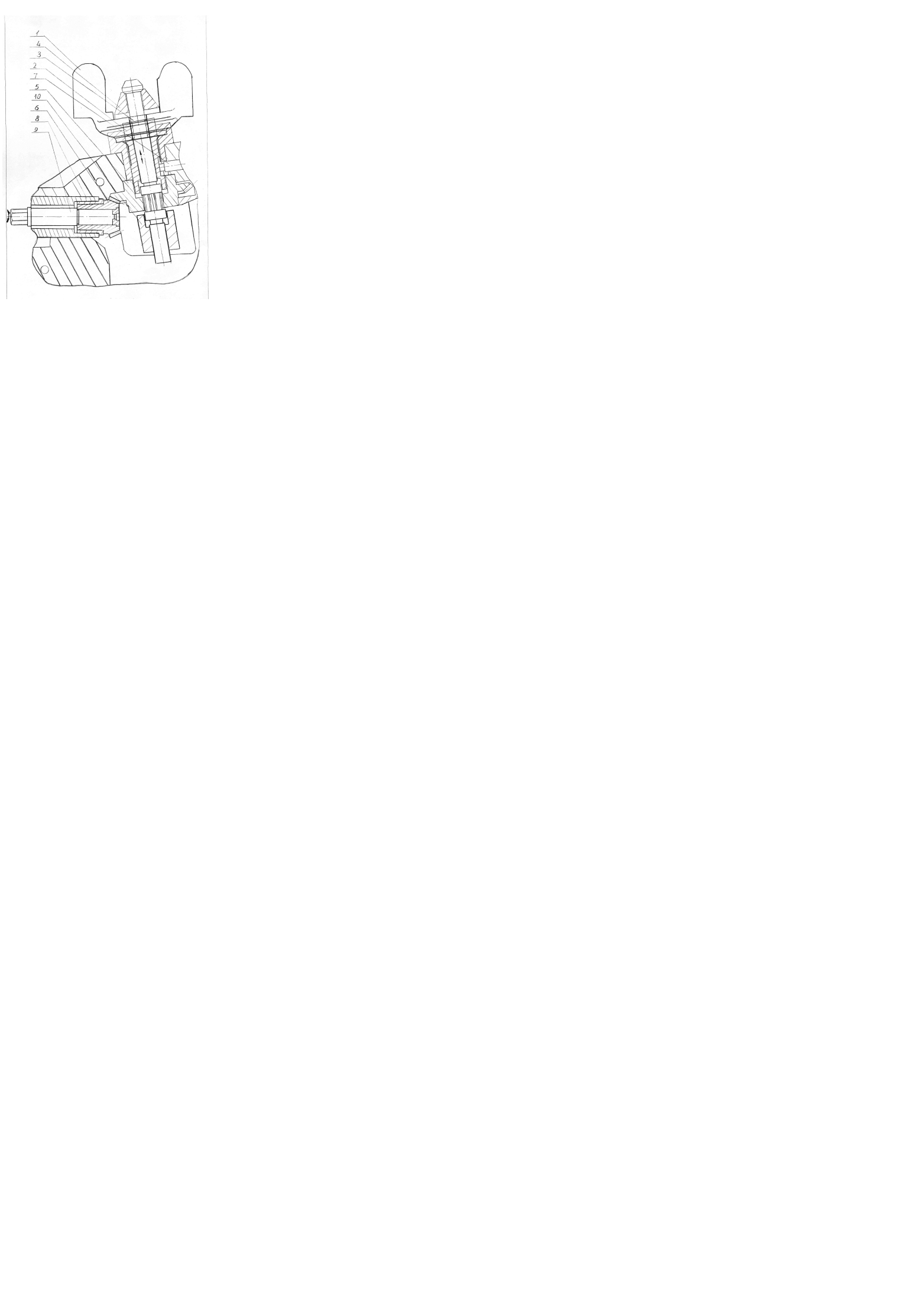
Он состоит из корпуса 1, к которому подсоединен стакан 2 и стакан 3. Внутри стакана 2 имеется подвижный шток 4, подпружиненный пружиной 5. Внутри стакана 3 также расположен шток 6, поджатый пружиной 7. В корпусе 1 выполнен воздушный канал, заканчивающийся в виде сопла с одной стороны, а с другой стороны через штуцер шлангом 6 соединен с сильфонным датчиком.
Прибор предварительно настраивается по заданному вылету сверла, путем изменения его вылета с помощью штока 6 и гайки 8, при этом зазор между соплом и штоком 4 устанавливается таким, чтобы расход воздуха через образовавшийся зазор приводил к замыканию контактов сильфонного датчика, дающих команду на продолжение работы.
Если сверло сломано или изношено при подводе датчика зазор между соплом и штоком оказывается слишком большим, расход воздуха становится больше и сильфонный датчик не срабатывает на продолжение работы. В этом случае необходима замена сверла, тем самым исключается брак.
После окончания проверки прибор отводится в нерабочее положение.
Специальные средства технологического оснащения.
6.1.1 Описание конструкции рабочего приспособления.
Приспособления-спутники в автоматических линиях (АЛ) используются главным образом для обработки деталей сложной конфигурации не имеющих базовых поверхностей для их ориентации и транспортирования непосредственно по направляющим транспортёра, либо выполняемых из непрочного материала, когда в процессе перемещения возможен значительный износ базовых поверхностей.
|
|
|
Приспособление - спутник-узел, в котором скомпонованы элементы базирования, фиксации и зажима, как обрабатываемых деталей, так и спутника в АЛ. Конструкция приспособления спутника обеспечивает точность и жесткость базирования детали, её надёжный прижим, исключающий упругие деформации, хорошие условия отвода спутника. Спутник имеет форму, удобную для транспортировки вдоль АЛ, надёжную фиксацию и закрепления на технологических позициях. Приспособление также отвечает следующим требования:
автоматизация и стабилизация усиления закрепления обрабатываемой
детали;
автоматизация и контроль стабильности базирования обрабатываемой
детали;
точное базирование и надёжное закрепление обрабатываемой детали в условиях многоинструментальной обработки, отличающиеся большими
усилиями резания;
выбор схемы закрепления обрабатываемой детали, обеспечивающий
обработку с максимального числа сторон;
компактность конструкций, обеспечивающая встройку в ограниченное пространство технологической позиции (в стационарное либо позиционирующее приспособление);
|
|
|
высокая степень унификации и стандартизация элементов конструкции (при значительном многообразии компоновок приспособлений);
взаимозаменяемость быстроизнашиваемых элементов конструкции (для базирования, ориентации, фиксации, направления режущего инструмента и др.);
обеспечение требуемой последовательности работы механизмов и
элементов приспособления в соответствии с циклограммой работы
автоматической линии;
высокая степень быстродействия;
максимальная механизация и автоматизация загрузки-разгрузки
обрабатываемой детали;
гарантированное обеспечение непопадания стружки на поверхности
базирования обрабатываемой детали;
высокая надёжность функционирования;
надёжная смазка и защита пар трения от попадания металлической
пыли и стружки.
Спутник относится к группе для базирования деталей (закрепление детали вместе со спутником производиться вместе на рабочих позициях АЛ) имеющих устойчивую базу.
Базирование детали в приспособление-спутник по плоскости и по наружной цилиндрической поверхности с фиксацией углового положения детали.
|
|
|
Крепление деталей в приспособление-спутник выполняется прихватами через винтовые самотормозящие пары. Прихват отличается простотой, надежностью конструкции, а также компактностью. Вращение винтовой пары осуществляется электродвигателем.
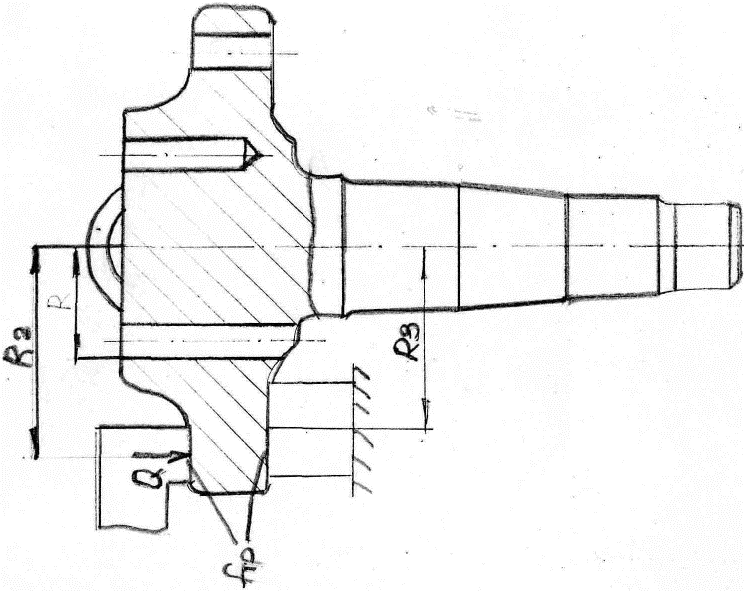
Вращающий момент от электродвигателя через вал (9) передает вращение через зубчатую пару (6/5). Зубчатое колесо (5) вращая вал (3) перемещает его в низ от заготовки, заставляя прижимать планкой (4) заготовку (1). Палец (7) мешает провернуться штоку (3) вокруг своей оси( рисунок 6.1).
 6.1.2. Расчет рабочего приспособления.
6.1.2. Расчет рабочего приспособления.
Исходные данные:
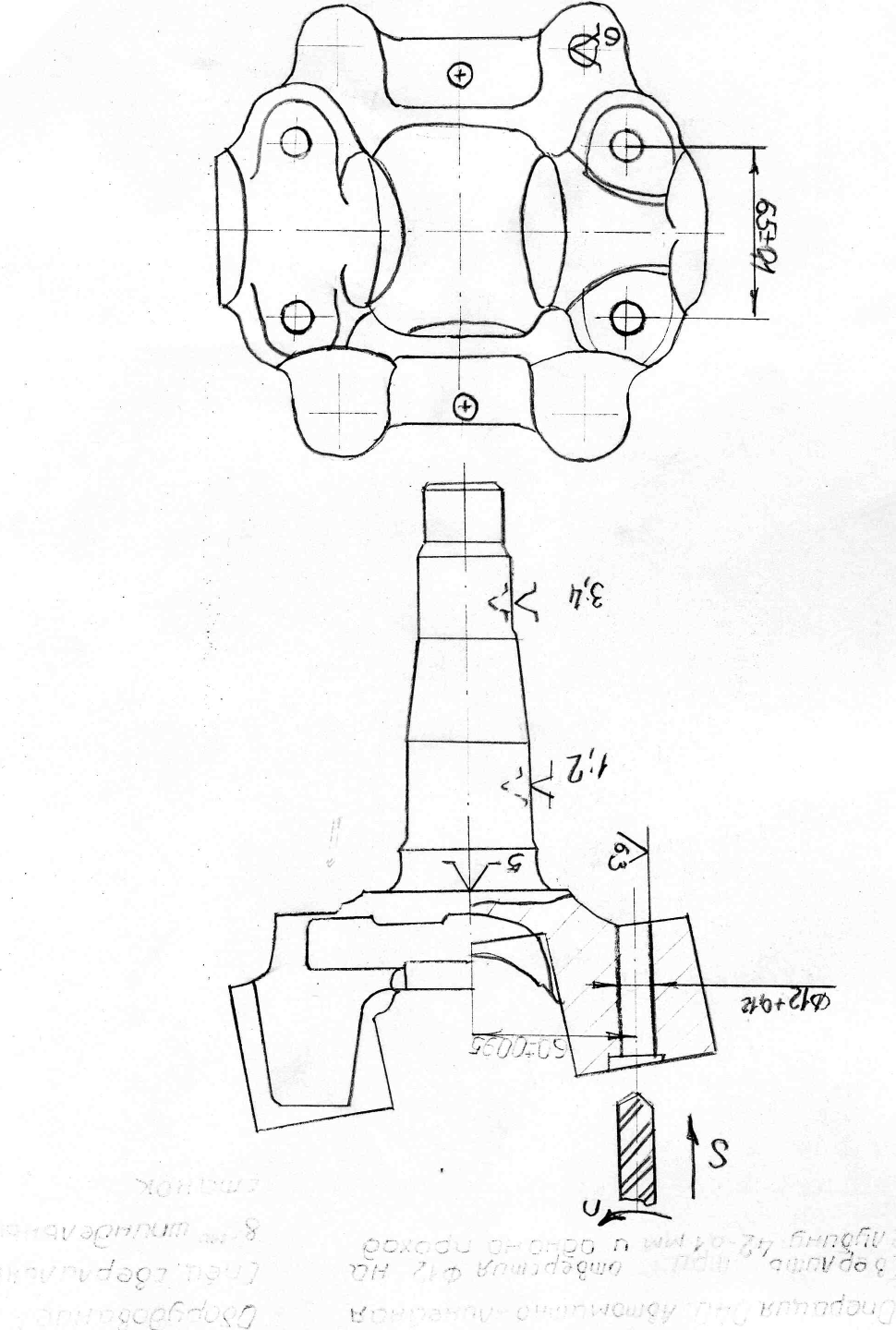
Диаметр обрабатываемого отверстия Dобр=12mm.
Длина детали для закрепления в спутнике LВ=100мм.
Материал детали 40Х.
Инструмент:
Спиральное сверло диаметром 12 мм. ГОСТ 886-77 из быстрорежущей стали Р6М5 с коническим хвостовиком.
Обработка с применением СОЖ.
Режимы резания:
Глубина резания t=6 мм.
Подача S=0,12 мм.
Скорость резания V=15,l м/мин.
Частота вращения n=400 об/мин.
Для определения крутящего момента и осевой силы при сверлильной обработке по справочнику "Режимы резания" определяем исходные данные:
Для Мкр См=0,0345 g=2 y=0,8
Дополнительные исходные данные:
fтр 1=fтр 2= 0,13 - коэффициент трения при контакте обработанных поверхностей с опорами и зажимным механизмом;
|
|
|
Ко= 1,5 - гарантированный коэффициент запаса;
K1 - коэффициент учитывающий износ затупление инструмента;
K1 Мкр=1,15;
к2= 1,2 - коэффициент учитывающий изменение припуска черновой обработки;
Kобщ =K1K2K3
Kобщ Мкр =1,5•1,15•1,2=2,07
Основные расчетные формулы.
Окружная составляющая силы резания для сверлильной операции: Мкр=10 СмDgSyKобщ МкрKp=10•0,0345•122•0,120,8•2,07•l,ll=10,lНм
|
|
|
|
где, кр= ( σв / 750 )0,75=1,11 - коэффициент, учитывающей материал обрабатываемой заготовки.
Сила резания:
F = Мкр / r = 1,01 / 0,06 = 16,8 кг.
Условие не подвижности детали определяем уравнением моментов:
МΣтр = K3 Мрез
где МΣтр - это суммарный момент трения от двух прижимов;
К3 =2,5... 3 - коэффициент запаса.
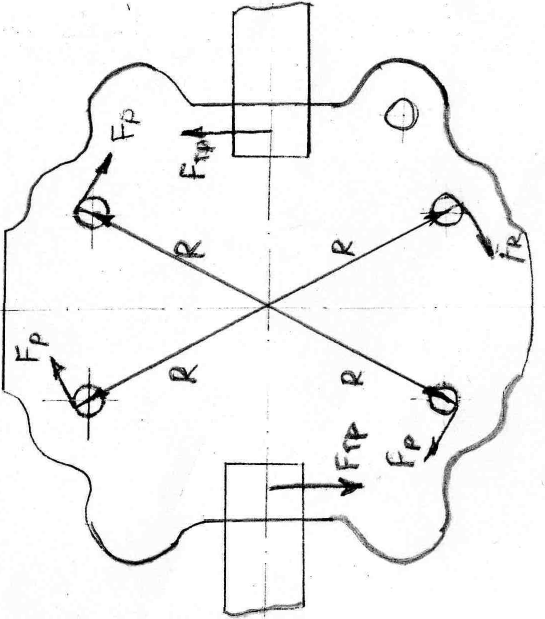
МΣтр= QfR2+ QfR2+ QfR1+ QfR1 = 2 Qf (R2+ R1)
Mpeз = 4•Fp•R
 2Qf(R2+R1)=K34FpR
2Qf(R2+R1)=K34FpR
Q= Кз•4•Fp•R/ f • (R2+ R1) =2,07•4•16,8•74/2•0,15• (64 + 73) = 250 кг.
Расчет исходного усилия крутящего момента привода
1. по силе закрепления Q выбираем номинальный и средний диаметры и
шаг резьбы Р (по табл. 4, стр.17,Л.11):
М24хЗ Dвн= 20,752 мм Dcp =22,051 мм.
2. угол подъема резьбы:
a=arctg Р/πDср= arctg 3/π•22,051 =2,4796° Приведенный угол трения в резьбе:
φпр=arctg 0,1/cosβ = arctg0,l/cos 30° = 6,58°
2•Q•f• (R2+ R1)=K3-4-Fp-R
где β=30°- половина угла при вершине резьбы.
3. Вычисляем момент, который нужно приложить к винту для создания
силы закрепления Q:
MкpQ(0,5 Dcptg(ά+ φпр)+ f1 Dц/3)=2500•(0,5*22,051 x
xtg(2,4796+6,58)+0,15•24/3) = 5274,0 Нмм - 0,5274 кгм,
где f1 =0,15 - коэффициент трения.
4. Сила предварительного сжатия пружины предохранительной муфты,
предназначенной для передачи необходимого крутящего момента на винт:
Рпр =Мкр/ rcptg(ά 3-φ2)
Дата добавления: 2018-04-04; просмотров: 313; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!