Последовательность выполнения работы
1. Получите исходные данные для выполнения работы у преподавателя.
2. Определите размеры шпонки и шпоночных пазов и их отклонения из таблиц 3.1, 3.3.
3. Выполните эскизы шпонки, шпоночного паза на валу и в отверстии с нанесением размеров (см. рис. 3.1). Сформируйте обозначение шпонки.
4. Рассчитайте и постройте схемы расположения полей допусков в соединении шпонка - вал, шпонка - отверстие с указанием числовых значений (см. рис. 3.4).
5. Сделайте выводы о проделанной работе
Контрольные вопросы
1. Что такое шпоночное соединения?
2. В каком случае допускается применять размеры сечений стандартных шпонок, меньшие рекомендованных?
3. Укажите поле допуска ширины шпонки.
4. Какие виды соединений используются при установке шпонки?
5. Расшифруйте обозначение шпонки, шпоночного соединения.
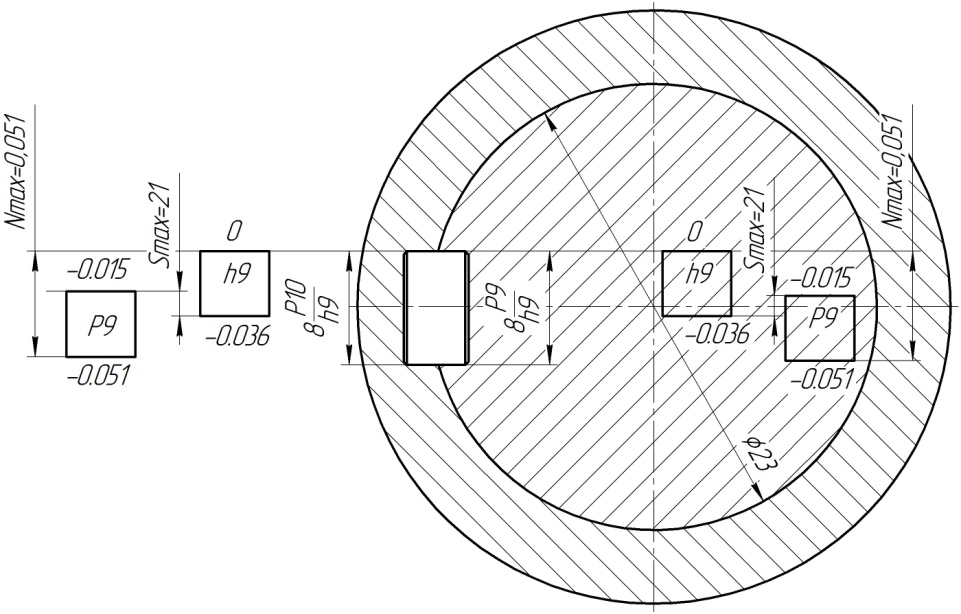
Рис. 3.4.
Практическая работа № 4
Нормирование точности типовых соединений сложного профиля: резьбовые соединения
Цель работы. Ознакомиться с принципами нормирования параметров точности резьбовых соединений.
Теоретические предпосылки.
Метрическая цилиндрическая резьба применяется в основном в качестве крепежной и разделяется на резьбу с крупным шагом диаметром 1…64 мм и резьбу с мелким шагом диаметром 1…600 мм. При равных наружных диаметрах метрические резьбы с мелким шагом отличаются от резьб с крупным шагом меньшей высотой профиля и меньшим углом подъема резьбы. Поэтому резьбы с мелким шагом рекомендуется применять при малой длине свинчивания, на тонкостенных деталях, а также при переменной нагрузке, толчках и вибрациях. Резьбы с крупным шагом рекомендуется применять для соединения деталей, не подвергающихся таким нагрузкам, так как они менее надежны при переменной нагрузке и вибрациях и более склонны к самоотвинчиванию. К основным параметрам цилиндрических метрических резьб относятся (рис. 4.1):
• d2 (D2) – средний диаметр резьбы соответственно болта и гайки;
• d (D) – наружный диаметр резьбы соответственно болта и гайки;
• d1 (D1) – внутренний диаметр резьбы соответственно болта и гайки;
• Р – шаг резьбы;
• α – угол профиля резьбы, для метрических резьб α = 60°.
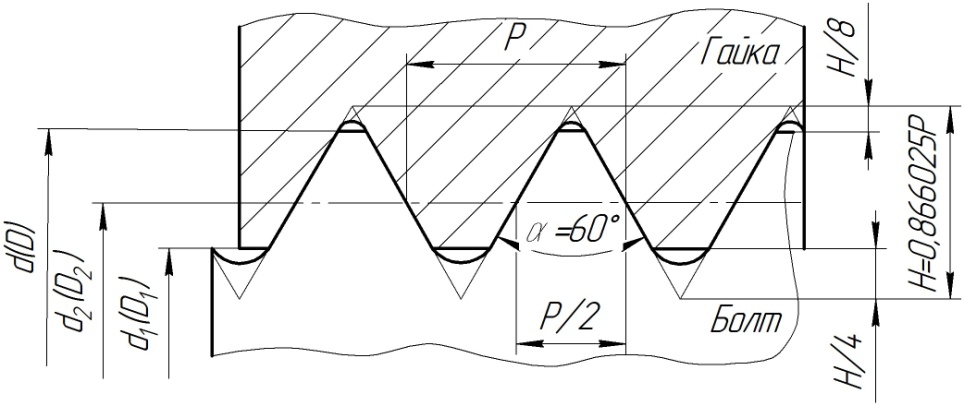
Рис. 4.1.
Табл. 4.1. Значения основных параметров метрических резьб по ГОСТ 9150-81
| шаг резьбы Р, мм | наружный диаметр d для резьб | средний диаметр d2, D2, мм | внутренний диаметр d1, D1, мм | |
| с крупным шагом, мм | с мелким шагом, мм | |||
| 1 | 6 | 8 10 | 5.350 7.350 9.350 | 4.917 6.917 8.917 |
| 1.25 | 8 | 10 | 7.188 9.188 | 6.647 8.647 |
| 1.5 | 10 | 12 14 16 | 9.026 11.026 13.026 15.026 | 8.386 10.386 12.386 14.386 |
| 1.75 | 12 | 10.863 | 10.106 | |
| 2 | 14 16 | 18 20 22 24 | 12.701 14.701 16.701 18.701 20.701 22.701 | 11.835 13.835 15.835 17.835 19.835 21.835 |
| 2.5 | 18 20 22 | 16.376 18.376 20.376 | 15.294 17.294 19.274 | |
| 3 | 24 27 | 30 36 42 48 56 64 72 80 | 22.051 25.051 28.051 34.051 40.051 46.051 54.051 62.051 70.051 78.051 | 20.752 23.752 26.752 32.752 38.752 42.752 52.752 60.752 68.752 76.752 |
| 3.5 | 30 33 | 27.727 30.727 | 26.211 29.211 | |
| 4 | 36 | 64 72 80 90 | 33.402 61.402 69.402 77.402 87.402 | 31.670 59.670 67.670 75.670 85.670 |
| 4.5 | 42 | 39.077 | 37.129 | |
| 5 | 48 | 44.752 | 42.587 | |
| 6 | 64 | 72 80 90 100 | 60.103 68.103 76.103 86.103 96.103 | 57.505 65.505 73.505 83.505 93.505 |
Резьбы при свинчивании контактируют только боковыми сторонами профиля, поэтому только средний диаметр, шаг и угол профиля резьбы определяют характер сопряжения в резьбе. Для компенсации накопленной погрешности шага и погрешности угла профиля производят смещение действительного среднего диаметра резьбы. Вследствие взаимосвязи между отклонениями шага, угла профиля и собственно среднего диаметра, допускаемые отклонения этих параметров раздельно не нормируют. Устанавливают только суммарный допуск на средний диаметр болта и гайки, который включает допускаемые отклонения собственно среднего диаметра и диаметральные компенсации погрешности шага и угла профиля. Кроме того, задается допуск на наружный диаметр болта и внутренний диаметр у гайки, т.е. на диаметры, которые формируются перед нарезанием резьбы и при измерении готовых изделий наиболее доступны. Поля допусков основного отбора метрической резьбы для посадок с зазором нормируются по ГОСТ 16093-81. Цифры обозначают степень точности, а буквы - основное отклонение. Длина свинчивания в силу конструктивных особенностей резьбовых соединений оказывает влияние на качество и характер сопряжения. Установлено три группы длин свинчивания:
S – короткие: с длиной свинчивания менее 2.24xРxd0.2.
N – нормальные: с длиной свинчивания не менее 2.24xРxd0.2 и не более 66.7xPxd0.2.
L – длинные: с длиной свинчивания более 6.7xPxd0.2.
Точные значения длин свинчивания установлены ГОСТ 16093-81.
Класс точности - понятие условное (на чертежах указывают поля допусков), и его используют для сравнительной оценки точности резьбы. Точный класс рекомендуется для ответственных резьбовых соединений. Средний класс - для резьб общего назначения. Грубый класс - для резьб, нарезаемых на горячекатаных заготовках, в длинных глухих отверстиях и т.п. Соотношение классов точности и допусков представлены в табл. 4.2.
Таблица 4.2.
| Деталь | Класс точности | Поле допуска при длине свинчивания | ||
| S - короткая | N - нормальная | L - длинная | ||
| Наружная резьба (болт) | Точный | - | 4h 4g | - |
| Средний | 5h6h 5g6g | 6h 6g 6f 6e 6d | 7g6g | |
| Грубый | - | 8g | - | |
| Внутренняя резьба (гайка) | Точный | 4H | 4H5H 5H | 6H |
| Средний | 5H | 6H 6G | 7H | |
| Грубый | - | 7H 7G | 8H | |
Примечания: Для получения различных посадок можно применять любые сочетания полей допусков резьбы болтов и гаек. При длинах свинчивания S и L допускается применять поля допусков, установленные для длин свинчивания N.

| 
|
Дата добавления: 2018-04-04; просмотров: 285; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!