РАЗДЕЛ 3. СТОИМОСТЬ ПРОЕКТНОЙ ДОКУМЕНТАЦИИ, СТРОИТЕЛЬНО-МОНТАЖНЫХ РАБОТ (СМР), ОСНОВНЫХ ФОНДОВ
Предприятие планируется создать малочисленным, достаточно мобильным, инновационным и динамичным.
Основными вопросами, которые необходимо решать для оптимизации создаваемого или модернизации существующего производства спортивной одежды, являются вопросы специализации, выбора рациональной мощности, формы организации производства и труда, использования современной технологии, материалов и оборудования.
Главным условием специализации является обеспечение конструктивно-технологической однородности изделий, предусматривающей единство методов обработки, однородность используемого оборудования и приспособлений.
Структура производства.
Структура современного швейного производства, в том числе одежды для батутистов, включает в себя:
- участок подготовки,
- участок раскроя,
- участок пошива,
- участок окончательной отделки
В зависимости от сложности ассортимента и мощности потока эти участки могут быть самостоятельными или совмещёнными.
Участок подготовки и раскроя.
На этом участке производится приёмка, а также разбраковка и промер длины и ширины материала с применением разбраковочно-промерочной машины.
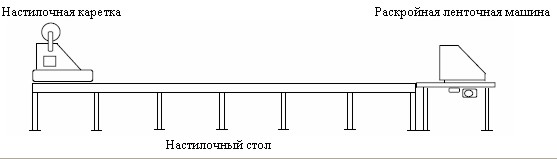
На настилочном столе производят настилание ткани вручную или с применением настилочной каретки, обмеловку раскладок лекал и рассекание настила на передвижных машинах с вертикальным ножом. Окончательный (точный) раскрой деталей выполняют на стационарной машине с ленточным ножом, стол которой совмещён с настилочным столом.
|
|
|
Длина рабочего стола определяется с учётом расхода материала на одно изделие, выпуска изделий в смену и количества слоёв в настиле - до 100 полотен для изделий из тонкого трикотажа. Кроме того, к этой расчётной длине нужно прибавить по 1,5м. с каждого конца стола для работы настилочной каретки.
Ширина стола определяется с учетом максимальной ширины раскраиваемого материала с добавлением 0,3м с каждой стороны для работы с передвижными ножами.
Высота стола стационарной ленточной раскройной машины должна соответствовать высоте настилочного стола.
Настилочный стол оснащается концевыми отрезными и прижимными линейками.
Ширина проходов вдоль стола - не менее 1м, со стороны торцов стола - 1,5-3,0 м.
Оптимальное количество рабочих - 3 человека: один на настилочной каретке, двое – на передвижных и ленточном ножах.
Оборудование для подготовительно-раскройного участка производства спортивной одежды
| Технологические операции | Тип применяемого оборудования | Рекомендуемое оборудование | |
| 1. Разбраковка и промер материалов | Мерильно-браковочная машина | "KAIGU" YB-170 | 
|
| 2. Отрезание и закрепление концов полотен в настиле | Линейка концевая ручная или линейка концевая автоматическая | "KAIGU" СD-2000 2,5м "KAIGU" СD-2000-3 Type Special C-E1/2000 | 
|
| 3. Настилание полотен | Автоматическая настилочная каретка | "KAIGU" серия ТВ | 
|
| 4. Предварительный раскрой настила | Передвижная раскройная машина с вертикальным ножом | TYPICAL KS65/85/103/105 | 
|
| 5. Предварительный раскрой низких настилов | Передвижная раскройная машина с дисковым ножом | YC20/25/70 | 
|
| 6. Точный раскрой деталей | Стационарная раскройная ленточная машина | TYPICAL CZD-700A/900A Kaiqu серия ВК | 
|
| 7. Нарезание полос (бейки) | Машина для нарезания полос | TYPICAL TC1-IA CB1-I(II) | 
|
| 8. Нумерация кроя | пистолет маркировочный | Smart 10 Black | 
|
|
|
|



План цеха по пошиву детской спортивной одежды
Таблица 11
Технологическая последовательность
| № п.п | Наименование операции | Тш (мин) | Марка оборуд | Цена оборуд | № оборуд | № работ | разряд |
| 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 | Раскрой Обметать шаговой, боковой, срез сидения, подзор. Продублировать вход в карман. Обтачать вход в карман. Настрочить подзор на подкладку кармана. Отделочная строчка входа в карман. Обметать подкладку кармана. Стачать боковой, шаговой, подкладку кармана, шов сидения. В.Т.О. Растрочить боковой шов. Обметать петли на поясе. Стачать пояс в кольцо. Проложить отделочную строчку по центру пояса. Притачать пояс к верхнему срезу брюк. Обметать шов притачивания. Проложить отделочную строчку по шву притачивания пояса. Притачать манжет к низу брюк и проложить отделочную строчку по основной детали. Закрепить манжет потайной строчкой швом в подгибку с закрытым срезом. Окончательное В.Т.О. Фурнитура. Упаковка и маркировка. | 6 5 2 2 1 2 2 6 3 2 2 1 1 2 1 2 3 2 6 2 2 | Раскройный стол. 511 G-311с 1022 1022 1022 511 1022 G-311с 1022 27кл. 1022 1022 1022 511 1022 1022 Маш. потайн. стежка G-311с раскройный стол. Раскройный стол. | 4200 15000 26000 12900 12900 12900 15000 12900 26000 12900 25000 12900 12900 12900 15000 12900 12900 24000 26000 4200 4200 | 1 2 3 4 4 4 2 4 3 4 6 5 5 5 2 5 5 7 3 1 1 | 1 2 3 4 4 4 2 4 3 4 2 5 5 5 2 5 5 5 3 1 1 | 5 3 2 4 4 4 3 4 2 4 3 4 4 4 3 4 4 4 2 5 5 |
|
|
|
|
|
|
Таблица 12
Сводная таблица
| № операции | Наименование операции | № работ | разряд | № оборуд | время |
| 5; 100; 105. 10; 35; 55; 75. 15; 45; 95. 20; 25; 30; 40; 50. 60; 65; 70; 80; 85; 90. | Раскройный стол. Обметывание + петли. В.Т.О. Стачивание. Стачивание + потайная строчка | 1 2 3 4 5 | 5 3 2 4 4 | 1 2; 6. 3 4 5; 7. | 10 10 11 13 11 |
Расчет производственной мощности ателье по пошиву одежды для мальчиков.
Мсм = Fсм * max/ max Tшт
М = 60*8/13 = 36,9 ед/см
М = Qсм = 36,9 ед/см
где:
Мсм – мощность за см
Fсм – фонд рабочего времени (8 ч.)
Тmax – мах время на одном оборудовании (13’)
Планирование объема производства и реализации продукции по годам
Расчет потребного количества оборудования и его загрузка.
Ппот = Qсм,* Тшт/Fсм Кзо = 1
ОБОРУДОВАНИЕ № 1 (раскройный стол)
Ппот = 36,9*10/480 = 369/480 = 0,769 Кзо = 0, 769
ОБОРУДОВАНИЕ № 2 (оверлок)
Ппот = 36,9*8/480 = 295,2/480 = 0,615 Кзо = 0,615
ОБОРУДОВАНИЕ № 3 (утюг)
Ппот = 36,9*11/480 = 405,9/480 = 0,846 Кзо =0,846
ОБОРУДОВАНИЕ № 4 (1022)
Ппот = 36,9*13/480 = 479,7/480 = 0,999 Кзо = 0,999
ОБОРУДОВАНИЕ № 5 (1022)
Ппот = 36,9*9/480 = 332,1/480 = 0,692 Кзо = 0,692
ОБОРУДОВАНИЕ № 6 (27кл.)
Ппот = 36,9*2/480 = 73,8/480 = 0,154 Кзо = 0,154
ОБОРУДОВАНИЕ № 7 (машинка потайного стежка)
Ппот = 36,9*2/480 = 73,8/480 = 0,154 Кзо = 0,154
СрКзо = Кзо/общ., кол-во оборуд
СрКзо = 0,769+0,615+0,846+0,999+0,692+0,154+0,154/7 = 4,229/7 = 0,6
Дата добавления: 2018-02-28; просмотров: 325; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!