По ГОСТ 1855-55 и ГОСТ 2009-55
Размеры, мм
| Размеры отливки | Номинальный размер детали | ||||
| До 50 | 50-120 | 120-260 | 260-500 | 500-800 | 800-1250 |
| До 120 120-260 260-500 500-1250 1250-3150 3150-5000 | I класс точности | ||||
| 0,2 0,3 0,4 0,6 0,8 1,0 | 0,3 0,4 0,6 0,8 1,0 1,2 | - 0,6 0,8 1,0 1,2 1,5 | - - 1,0 1,4 1,4 1,8 | - - - 1,4 1,6 2,0 | - - - 1,6 2,0 2,5 |
| До 260 260-500 500-120 1250-3150 3150-6300 | II класс точности | ||||
| 0,5 0,8 1,0 1,2 1,5 | 0,8 1,0 1,2 1,5 1,8 | 1,0 1,2 1,5 2,0 2,2 | - 1,5 2,0 2,5 3,0 | - - 2,5 2,0 4,0 | - - 3,0 4,0 5,0 |
| До 500 500-1250 1250-3150 | III класс точности | ||||
| 1,0 1,2 1,5 | 1,5 1,8 2,0 | 2,0 2,2 2,5 | 2,5 3,0 3,5 | - 4,0 5,0 | - 5,0 6,0 |
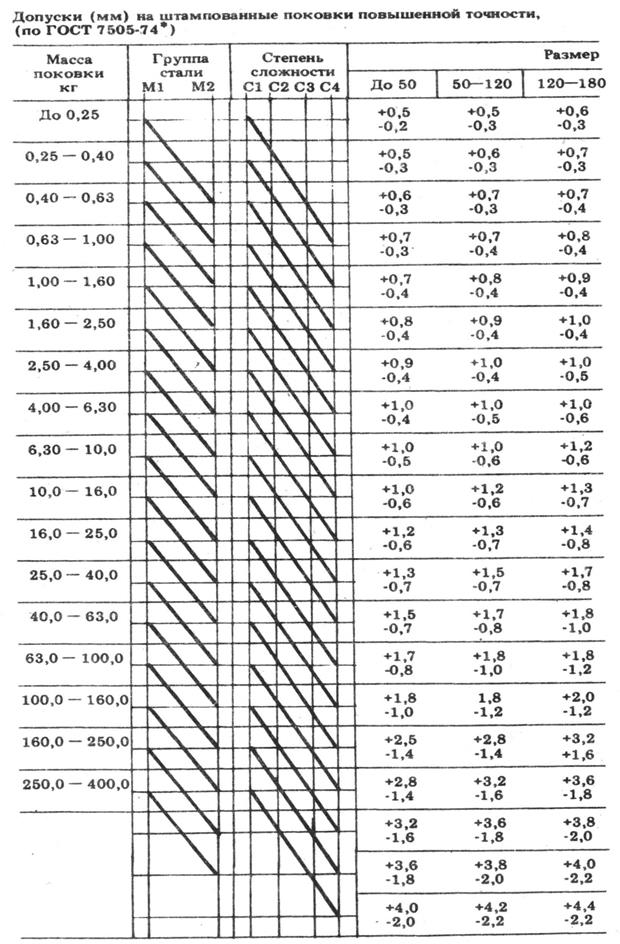
Таблица 3.4.
| поковки, мм | |||||
| 180-260 | 260-360 | 360-500 | 500-630 | 630-800 | 800-1000 |
| +0,7 -0,4 | +0,7 -0,5 | +0,7 -0,5 | |||
| +0,7 -0,4 | +0,7 -0,5 | +0,7 -0,6 | |||
| +0,8 -0,4 | +0,8 -0,5 | +0,9 -0,5 | +0,9 -0,6 | ||
| +0,9 -0,4 | +0,9 -0,5 | +0,9 -0,6 | +0,9 -0,7 | ||
| +0,9 -0,4 | +1,0 -0,5 | +1,0 -0,6 | +1,1 -0,7 | +1,2 -0,8 | |
| +0,1 -0,5 | +1,0 -0,6 | +1,7 -0,7 | +1,2 -0,8 | +1,3 -0,9 | +1,5 -1,0 |
| +1,0 -0,6 | +1,2 -0,8 | +1,3 -0,9 | +1,5 -1,0 | +1,6 -1,2 | +1,7 -1,7 |
| +1,1 -0,7 | +1,2 -0,8 | +1,3 -0,9 | +1,6 -0,6 | +1,8 -1,0 | +2,0 -1,2 |
| +1,3 -0,7 | +1,4 -0,8 | +1,5 -1,0 | +1,7 -1,1 | +1,8 -1,2 | +2,0 -1,2 |
| +1,4 -0,8 | +1,5 -1,0 | +1,8 -1,2 | +2,0 -1,2 | +2,0 -1,5 | +2,5 -1,5 |
| +1,5 -1,0 | +1,8 -1,0 | +1,8 +1,2 | +2,0 -1,2 | +2,0 -1,5 | +2,5 -1,5 |
| +1,8 -1,0 | +1,8 -1,2 | +2,0 -1,2 | +2,0 -1,5 | +2,5 -1,5 | +2,5 -2,0 |
| +1,8 -1,2 | +2,0 -1,2 | +2,0 -1,5 | -2,5 -1,5 | +2,5 -2,0 | +3,0 -2,0 |
| +2,0 -1,2 | +2,0 -1,5 | +2,5 -1,5 | +2,5 -2,0 | +3,0 -2,0 | +3,0 -2,0 |
| +2,0 -1,5 | +2,5 -2,0 | +2,5 -2,0 | +3,0 -2,0 | +3,5 -2,0 | +3,5 -2,5 |
| +3,6 -1,8 | +3,6 -2,0 | +3,6 -2,5 | +4,0 -2,5 | +4,0 -2,8 | +4,0 -3,0 |
| +3,8 -2,0 | +4,0 -2,2 | +4,2 -2,5 | +4,2 -2,8 | +4,2 -3,0 | +4,8 -3,0 |
| +4,0 -2,2 | +4,2 -2,5 | +4,2 -2,8 | +4,5 -3,0 | +4,8 -3,0 | +5,0 -3,2 |
| +4,2 -2,5 | +4,2 -2,8 | +4,5 -3,0 | +4,8 -3,0 | +5,0 -3,2 | +5,0 -3,5 |
| +4,6 -2,5 | +5,0 -3,0 | +5,4 -3,0 | +5,8 -3,2 | +6,0 -3,5 | +6,5 -4,0 |
|
|
|
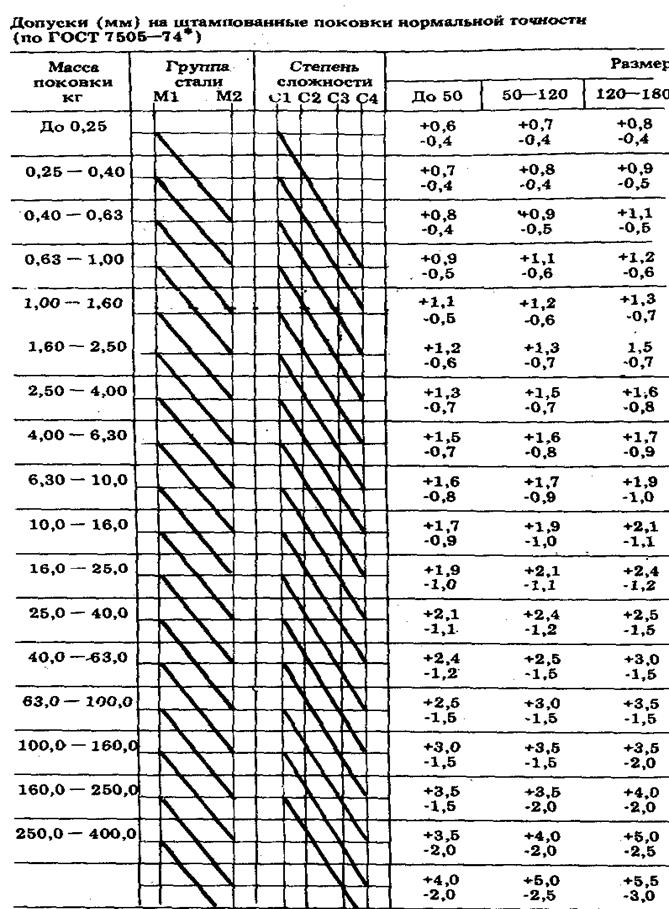
Таблица 3.5.
| поковки, мм | |||||
| 180-260 | 260-360 | 360-500 | 500-630 | 630-800 | 800-1000 |
| +0,9 -0,5 | +1,0 -0,6 | +1,2 -0,6 | |||
| +1,0 -0,6 | +1,2 -0,6 | +1,3 -0,7 | |||
| +1,2 -0,6 | +1,3 -0,7 | +1,4 -0,8 | +1,4 -1,0 | ||
| +1,3 -0,7 | +1,4 -0,8 | +1,5 -0,9 | +1,6 -1,0 | ||
| +1,4 -0,8 | +1,6 -0,8 | +1,6 -1,0 | +1,8 -1,1 | +2,0 -1,2 | |
| +1,6 -0,8 | +1,7 -0,9 | +1,8 -1,1 | +2,0 -1,2 | +2,2 -1,4 | +2,5 -1,5 |
| +1,7 -0,9 | +1,9 -1,0 | +2,0 -1,2 | +2,2 -1,4 | +2,5 -1,5 | +3,0 -1,5 |
| +1,9 -1,0 | +2,0 -1,2 | +2,2 -1,4 | +2,5 -1,5 | +3,0 -1,5 | +3,0 -2,0 |
| +2,1 -1,1 | +2,2 -1,4 | +2,5 -1,5 | +3,0 -1,5 | +3,0 -2,0 | +3,5 -2,0 |
| +2,4 -1,2 | +2,4 -1,5 | +2,5 -1,5 | +3,0 -1,5 | +3,0 -2,0 | +3,5 -2,0 |
| +2,5 -1,5 | +3,0 -1,5 | +3,0 +1,5 | +3,5 -2,0 | +4,0 -2,0 | +0,4 -2,5 |
| +3,0 -1,5 | +3,0 -2,0 | +3,5 -2,0 | +4,0 -2,0 | +4,0 -2,0 | +4,5 -2,5 |
| +3,5 -1,6 | +3,5 -2,0 | +4,0 -2,0 | -4,0 -2,5 | +4,5 -2,5 | +4,5 -3,0 |
| +3,5 -2,0 | +4,0 -2,0 | +4,0 -2,5 | +4,5 -2,5 | +4,5 -3,0 | +5,0 -3,0 |
| +4,0 -2,0 | +4,5 -2,5 | +4,5 -3,0 | +5,0 -3,0 | +5,0 -3,5 | +5,5 -3,5 |
| +5,0 -2,5 | +5,0 -3,0 | +5,0 -3,5 | +5,5 -3,5 | +5,5 -4,0 | +6,0 -4,0 |
| +5,5 -2,5 | +5,5 -3,0 | +5,5 -3,5 | +6,0 -3,5 | +6,5 -3,5 | +6,5 -4,0 |
| +6,0 -3,5 | +6,0 -4,0 | +6,5 -4,0 | +6,5 -4,5 | +7,0 -4,5 | +7,0 -5,0 |
| +6,5 -3,0 | +6,5 -3,5 | +6,5 -4,0 | +7,0 -4,5 | +7,0 -5,0 | +7,0 -5,5 |
| +7,0 -3,5 | +7,0 -4,0 | +7,0 -4,5 | +7,5 -4,5 | +7,5 -5,0 | +7,5 -5,5 |
Допуск на размеры заготовок, изготавливаемых горячей объемной штамповкой на различных видах кузнечно-прессового оборудования, определяют по ГОСТ 7505-74 «Допуски, припуски и кузнечные напуски» (табл. 3.4 и 3.5).
|
|
|
К кузнечным напускам относятся штамповочные уклоны, внутренние радиусы скруглений, перемычки отверстий заготовки и другие дополняющие припуски. Величину штамповочных уклонов определяют по ГОСТ 7505-74 (табл. 3.6)
Допускаемые отклонения от соосности прошиваемых в поковках отверстий к наружным поверхностям определяют по табличным нормативам и они не зависят от других допусков, а являются дополнением к ним (табл. 3.7)
Допускаемые отклонения от плоскостности, вогнутости, прямолинейности (для цилиндрических поверхностей) определяют по табличным нормативам (табл. 3.8). Допускаемые отклонения на межцентровые расстояния в поковках определяют по табл. 3.9.
Предельные отклонения на угловые элементы поковок определяют по табл. 3.10. Отклонения на радиусы скруглений поковок определяют по табл. 3.11.
Выполнение сквозных отверстий и углублений в горячих объемных штамповках, изготавливаемых на прессах и молотах, обязательно, если оси отверстий или углублений совпадают с направлением движения ползуна пресса или бабы молота. Диаметр углублений или отверстий должен быть большим или равен высоте поковок, но не менее 30 мм.
|
|
|
При изготовлении сквозных отверстий и углублений на горизонтально-ковочных машинах является обязательным, чтобы оси данных элементов сов падали с направлением движения высадочного ползуна, а диаметры или размеры прошиваемых отверстий и углублений были бы не менее 30 мм, глубина не должна превышать трех диаметров данного отверстия. Обычно глубина отверстий в штампованных поковках составляет не более 0,8 их диаметра.
Таблица 3.6
Дата добавления: 2015-12-20; просмотров: 16; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!