Читайте также: Капитальный ремонт душевых помещений
Детали при ремонте проходят термическую обработку: отжиг, нормализацию, закалку, отпуск и цементацию. Отжигом снижают внутренние напряжения в стали и чугуне, возникающие в процессе ковки и сварки; уменьшают твёрдость стали и чугуна и улучшают его обрабатываемость резцом (напр., шов, наваренный электросваркой, после отжига легко обрабатывается резном и т. п.). Нормализацией снижают внутренние напряжения, возникающие в процессе ковки, сварки, литья. Твёрдость стали и чугуна после нормализации выше, чем после отжига. Закалкой увеличивают твёрдость стали или чугуна. После закалки детали становятся твёрдыми, но хрупкими, поэтому их подвергают последующему отпуску. Отпуском уменьшают внутренние напряжения и хрупкость закалённой стали или чугуна. При отпуске уменьшается твёрдость. Поэтому темп-ру отпуска выбирают в зависимости от назначения детали. Цементацией с последующей закалкой создают на поверхности детали твёрдый и износостойкий слой. Сердцевина детали при этом остаётся вязкой и мягкой (напр., поршневой палец, гаечные ключи). Нек-рые детали подвергают кузнечной или медницкой обработке. Кузнечные работы применяют при правке тяг, рычагов, переклёпке рам, ступиц колец и шестерён, шестерёнчатых венцов, при ремонте прицепного устройства и изготовлении вспомогательных деталей — хомутов, бандажей, накладон, заплат и т. п. Медницкие работы производят при пайке топливопроводов, краников и маслопроводов, пайке баков, правке капотов и крыльев, корпуса воздухоочистителя, лужении и заливке подшипников и т. п.
|
|
|
При ремонте тракторов широко применяют газо- и электросварочные работы: сварку (см.), наварку и заварку. Сваркой соединяют разломанные стальные (термически необработанные) и чугунные детали тракторов (фланцы водяных патрубков, стойки радиатора и т. п.), приваривают вспомогательные добавочные части, подогнанные к основной части старой детали вместо изношенных, и т. п. Наваркой восстанавливают формы и размеры изношенных или поломанных деталей. Наиболее характерные случаи применения наварки: восстановление шпор колёс, звеньев гусеничного полотна, зубцов ведущих колёс, черпаков крышек шатунов, торнов изношенных вкладышей, цапф опорных и поддерживающих роликов гусениц, штанг толкателей, посадочных мест нек-рых валов под подшипники или шестерни и т. п. Заваркой уничтожают трещины баков, кожухов, крыльев, кабины и др. деталей. Существуют способы заварки трещин чугунных деталей (блока двигателя, корпуса коробки передач, корпуса заднегомоста или рамы трактора) биметаллическими и пучковыми электродами.
Нек-рые детали из высококачественных материалов имеют небольшие износы (цапфы и шлицованные валы по местам посадки шарико-роликовых подшипников, кулачковые валики, плунжеры топливных насосов и т. п.), их восстанавливают электролитическим покрытием, электроискровой обработкой или металлизацией (см.). Наиболее распространены два вида покрытия: меднение и хромирование. Меднением увеличивают наружный диам. втулок верхней головки шатуна, вкладышей подшипников и т. п., получивших незначительные износы по месту посадки втулок и вкладышей. Хромированием (см.) восстанавливают плунжеры, посадочные места под подшипники, а также повышают износостойкость верхних поршневых колец и т. д. Третий вид электролитического покрытия, имеющий важное значение в ремонтном деле, — осталивание ёще недостаточно разработан и освоен. Осталивание даёт возможность быстро покрыть детали толстым слоем стали (до 1 — 2 мм). Часть деталей тракторов ремонтируют неск. видами ремонта: 1) ремонт трещин блока или резервуара радиатора штифтовкой (слесарно-механические работы), 2) ремонт пробоин картера или поддона двигателя (а часто только трещин) постановкой заплат на винтах, заклёпках или с обваркой трещин (слесарно-механические и сварочные работы). 3) ремонт изношенных участков детали постановкой добавочных деталей, напр.: ремонт путём расточки отверстий в корпусах коробок передач или в корпусе заднего моста под гнёзда подшипников, в отверстия запрессовывают или закрепляют кольца обваркой или штифтами, потом окончательно протачивают кольца под размер корпусов подшипников.
|
|
|
|
|
|
В процессе ремонта тракторов проводят большое количество контрольных работ. Основные контрольные работы след.: 1) контроль размеров деталей штангенциркулями, микрометрами, штихмассами, нутромерами, индикаторами, плитами, скобами и т. п., 2) контроль сопряжений шунами, индикаторами и т. п.; 3) снятие характеристики работы отремонтированных узлов, агрегатов и всего трактора посредством контрольно-испытательных стендов, приборов и приспособлений. Для чего мастерские МТС и совхозов оснащаются ремонтным оборудованием (см.).
Ремонт сельскохозяйственных машин. Ремонт тракторных с.-х. машин производят в мастерских МТС и совхозов; ремонт более простых конных с.-х. машин проводится в колхозных кузницах. В период полевых работ текущий ремонт машин производят в полевых мастерских. Объём и характер операций при ремонте разных с.-х. машин зависит от их конструкции и степени изношенности. При ремонте почвообрабатывающих машин основное место занимают кузнечные работы, а при ремонте уборочных машин (зерновых комбайнов, сноповязалок, жаток) — слесарно-механические работы, связанные с заменой и подгонкой деталей. Для обеспечения высокого качества ремонта и монтажа с.-х. машин установлены определённые технические требования.
|
|
|
Ремонт тракторных плугов. При ремонте плугов выполняют след. операции: оттяжку, наварку и закалку лемехов, наварку осей плуга, правку тяг прицепа, а также заменяют изношенные втулки колёс, детали автомата подъёма и др. Во время работы плуга лемехи быстро (в зависимости от почвенных условий, влажности и др.) изнашиваются. При ремонте лемехов надо соблюдать основные технические условия:
1) размеры и форма лемеха должны соответствовать шаблону, изготовленному по новому заводскому лемеху; 2) рабочая поверхность лемеха после ремонта д. б. гладкой; 3) лезвие лемеха д. б. заточено со стороны рабочей поверхности; 4) режущая кромка лемеха д. б. закалена с последующим отпуском. Ремонт изношенных лемехов производится в кузнице. Лемех нагревают в кузнечном горне вдоль кромки лезвия (по ширине на 50 — 60 мм) до коночной темп-ры 900 — 950° (яркокрасное каление). Кузнец вынимает клешами нагретый лемех из горна, кладёт на наковальню и ударами молота за счёт запаса металла, имеющегося в утолщении («магазине») лемеха, производит оттяжку носка, а затем всего лезвия лемеха. При оттяжке лемеха форму его контролируют спец. шаблоном. После оттяжки лезвие лемеха затачивают, а для придания большей износоустойчивости режущую кромку лемеха равномерно но всей длине нагревают до 800 — 820° (вишнёвый цвет) и закаливают в воде. Для устранения хрупкости закалённого лезвия производят отпуск, т. е. нагревают лемех в горне до синего цвета побежалости (350°) и дают постепенно остыть. При повторном ремонте лемеха, когда оттяжка лезвия уже невозможна, производят наварку лемеха. При наварке лемеха выполняют след. операции: 1) заготавливают полосу сечением 6×35 мм и длиной по лезвию лемеха для приварки к изношенному лемеху; 2) нагревают в кузнечном горне лемех и заготовленную полосу до сварочного жара (1100 — 1200°); 3) на наковальне ударами молота соединяют полосу и лемех в одно целое; 4) кузнечной обработкой восстанавливают форму лемеха и контролируют его по шаблону. После наварки и оттяжки лезвия, лемех затачивают и закаливают с последующим отпуском.
В мастерских применяют также способ восстановления изношенных лемехов приваркой лезвий газовой или электродуговой сваркой. Технология такого ремонта заключается в след.: 1) выравнивают по прямой линии лезвие изношенного лемеха; 2) из спец. стали подготавливают лезвие для приварки к изношенному лемеху; 3) устанавливают лемех и заготовленное лезвие в зажим (рис. 3) й сваривают газовой или электродуговой сваркой. Для повышения износоустойчивости лемехов в мастерских многих МТС широко применяется наплавка лезвий лемехов твёрдыми сплавами с последующей шлифовкой. Применение того или иного способа восстановления лемехов зависит от технической оснащённости мастерских и определяется хоз. целесообразностью. Ремонт зубовых и дисковых борон. При ремонте зубовых борон выполняют след. операции: выпрямляют изогнутые полосы рамы, оттягивают зубья, устанавливают и крепят зубья на раме. В случае изгиба полос раму разбирают и правят на плите ударами молота. Оттяжку зубьев производят кузнечным способом, после нагрева их в горне до яркокрасного каления; к отремонтированной зубовой бороне предъявляют след. технические требования: планки рамы должны иметь правильную форму; все зубья д. б. заострены, равны по длине и прочно укреплены на раме гайкой с пружинной шайбой или с контргайкой. При ремонте дисковых борон основными операциями являются: замена и ремонт подшипников, заточка дисков, исправление рычагов и др. деталей установочных механизмов и прицепа. Лезвия дисков затачивают с выпуклой стороны сферического диска. Диски, собранные в батареи, плотно сжимают и закрепляют гайкой и контргайкой. Дисковая батарея должна свободно вращаться в подшипниках. Лезвия всех дисков должны лежать в одной плоскости.
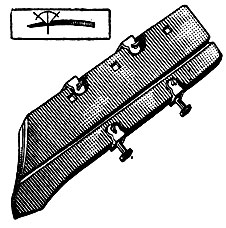
Рис. 3. Приварка лезвия к лемеху
Ремонт тракторных сеялок. При эксплуатации тракторных сеялок сильно изнашиваются детали сошников, а также передаточные механизмы, полуоси и втулки колёс, детали автомата. Диски сошников, работая в почве, тупятся и изнашиваются. Заточка лезвий дисков при ремонте сеялок производится на наждачном заточном станке или на токарном станке. Дисковый сошник при сборке регулируют прокладками; при появлении люфта дисков прокладки удаляют. Диски должны свободно от руки вращаться на оси; радиальное биение дисков не допускается.
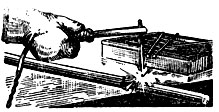
Рис. 4. Наварка изношенного вала
Ремонт культиваторов. Лапы при работе культиваторов сильно затупляются, и их приходится затачивать. Затачивают лапы на наждачном заточном станке; угол заточки должен быть 5 — 7°. Стойки лап культиваторов, в случае их изгиба, правят на плите ударами молота. У культиваторов (как и у плугов, сеялок и других с.-х. машин) часто приходится ремонтировать оси и валы. Оси изнашиваются в местах посадки во втулках колёс. Изношенные оси и валы ремонтируют электродуговой или газовой наваркой (рис. 4) или горячей насадкой на предварительно проточенную ось заготовленных колец. При изгибе оси правят на плите ударами молота, обычно вхолодную, т. е. без нагрева. При большом изгибе правку изогнутых осей проводят после их нагрева. Для контроля и правки осей и валов в ремонтных мастерских применяют спец. приспособление. На этом приспособлении вал проверяют индикатором или рейсмусом (рис. 5), изогнутый вал правят рычагом (рис. 6).
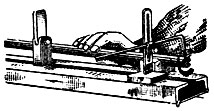
Рис. 5. Проверка вала на изгиб
Ремонт сенокосилок, лобогреек, жаток и сноповязалок. Наиболее быстро изнашиваются у режущего аппарата сегменты ножевой полосы, пластинки трения, головка ножа, втулки шатуна. Технология ремонта деталей режущих аппаратов сенокосилок, лобогреек, жаток и сноповязалок одинаковая. Основная операция ремонта — заточка сегментов на спец. точильных аппаратах, приспособленных к работе в полевых условиях. Сегменты с верхней насечкой не затачивают. Ремонт шестерёнчатых передач, грабельного аппарата жатки и др. механизмов сводится к замене изношенных или поломанных деталей новыми. При ремонте сноповязалок одна из наиболее сложных операций — исправление и регулировка вязального аппарата. Неполадки в работе этого механизма бывают в результате износа подшипников упаковщиков, изгиба упаковщиков, изгиба иглы, износа ролика и др., что нарушает правильность укладки шпагата в диск узловязателя. Изношенные детали вязального аппарата следует заменить новыми.
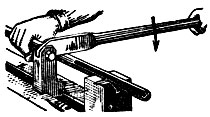
Рис. 6. Правка изогнутого вала
Ремонт комбайнов. При ремонте прицепных и самоходных комбайнов (см.) приходится выполнять разнообразные слесарно-механические, кузнечные, сварочные, жестяницкие и столярные работы. При ремонте жаток комбайнов основные операции след.: правка спинки и головки ножа, переклёпка сегментов, ремонт пальцевого бруса, ремонт деталей мотовила, ремонт полотняных транспортёров. Основные операции при ремонте молотилок комбайнов: проверка и правка вала барабана, замена зубьев и бичей, балансировка барабана. Эти ремонтные операции выполняют в мастерских на спец. стенде (рис. 7). Расклёпку и замену изношенных деталей втулочно-роликовых цепей в мастерских производят на спец. приспособлении. Цепь закладывают между двумя полосами и молотком и бородком расклёпывают звенья цепи. Крючковая цепь м. б. восстановлена обжимом на спец. приспособлении (рис. 8).
Дата добавления: 2022-06-11; просмотров: 21; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!