Орієнтації шпинделя. ІР500ПМФ4.
4) відбувається зміна інструменту, для цього автооператором робить хід вперед, поворот на 180 °, хід назад; 5) шпиндельні баба опускається в робочу позицію, а автооператором переносить відпрацьований інструмент у своє гніздо магазину; 6) автооператором опускається, щоб не заважати повороту магазину при пошуку наступного інструменту. Так як більша частина перерахованих дій відбувається в період обробки, то безпосередньо на зміну інструменту в шпинделі витрачається 6 с.
Магазин одержує обертання від високомоментних електродвигунів М6 (N = 2,8 кВт, n= 1500 хв-1) з збудженням від постійних магнітів через зубчасту пару z1 і z2 (колеса z2 закріплено на корпусі інструментального магазину) (див. рис. 12.6). Номери гнізд магазину закодовані: у корпусі магазину встановлені упори, впливають на кінцеві вимикачі, які здійснюють відлік повороту при пошуку необхідного гнізда.
Двохзахватний автооператор має механізми повороту, вертикального переміщення і висування, що працюють від гідросистеми верстата (відповідні гідроциліндри на схемі не показані). Поворот походить від рейковою передачі m= 3 мм. Контроль крайніх положень складальних одиниць і керування циклом авто автоматично зміни інструментів здійснюється безконтактними кінцевими вимикачами.
Поворот двох позиційного столу на 180 ° для автоматичної зміни супутників походить від гідроциліндра через рейкові передачу з модулем т = 5 мм (на схемі не показана).
Гідросистема верстата забезпечує урівноваження шпиндель ної бабки, перемикання блоку зубчастих коліс в шпиндельної бабці, віджимання інструменту в шпинделі, орієнтацію шпинделя, фіксацію магазину, роботу механізмів автооператором, віджим - зажим поворотного столу, столів-супутників, автоматичну зміну столів-супутників.
13. Довбальні верстати, їх призначення та область
застосування. Довбальний верстат моделі 7Д430.
Довбальні верстати використовують для обробки отворів різної форми, шпонкових пазів в отворах, а також для обробки зовнішніх плоских або фасонних вертикальних поверхонь, які неможливо або важко отримати фрезеруванням чи точінням. Дані верстати відзначаються низько продуктивністю, але універсальністю і простотою конструкції. Застосовують в умовах одиничного та дрібносерійного виробництва. Основними розмірами довбальних верстатів є: найбільший хід повзуна (100 – 1600 мм) та діаметр стола (240–1600 мм).
Довбальні верстати з ходом повзуна 100, 200 і 320 мм мають механічний привод, з ходом 320 и 500 мм – гідравлічний привод, а з ходом 1000 и 1400 мм – привод від електродвигуна постійного струму з можливістю безступінчастого регулювання швидкості. Дистанційне управління роботою верстатів з ходом повзуна 320 мм и більше здійснюється від підвісної кнопочної станції. При застосуванні відповідної оснастки довбальні верстати загального призначення використовують для обробки фасонних поверхонь з використанням копіювального пристрою і плоского шаблону (при цьому можлива обробка по замкнутому контуру при зовнішньому і внутрішньому довбанні). Стіл верстата можу мати переміщення в повздовжньому, поперечному напрямках або обертатися (колова подача).
Верстат моделі 7Д430 призначений для зовнішнього та внутрішнього довбання плоских та фасонних поверхонь, вирізів, канавок, а також довбання з поворотом до 10°. Верстат використовують в одиничному та дрібносерійному виробництві.
Технічна характеристика верстата моделі 7Д430:
–найбільший хід повзуна 320 мм;
– діаметр робочої поверхні стола 630 мм;
– границя швидкостей повзуна 3 –3м/хв.;
–границя подач стола мм/подв. хід:
• повздовжня 0,1 – 2,5;
• поперечна 0,1 – 2,5;
• колова 0,1 – 1,4;
Основні механізми верстата:
А – стіл;
Б – повзун з різцетримачем;
В – станина;
Г – гідро панель управління рухом різання і подач;
Д – привод подач;
Е – повздовжні салаки;
Ж – поперечні салаки.
Органи керування:
1 – квадрат ручного повздовжнього переміщення стола;
2 – рукоятка ділильного механізму повороту стала;
3 – рукоятка включення і виключення подач;
4 – кнопочка станція;
5 – рукоятка запуску та зупинки верстата;
6 – квадрат для установки місця ходу повзуна;
7 – рукоятка встановлення швидкості ходу повзуна;
8 – рукоятка встановлення величини подач;
9 – квадрат ручного поперечного переміщення стола;
10 – рукоятка реверсування стола;
11 – маховик ручних повздовжніх і поперечних переміщень стола.
Кінематика рухів верстата.
Головний рух – прямолінійний зворотньо–поступальний рух повзуна з закріпленим в різцетримачі різцем по вертикальних направляючих станини.
Рух подач – переривне поступальне переміщення стола з заготовкою в повздовжньому та поперечному напрямках і періодичний поворот стола.
Головний рух та рухи подач здійснюються від гідропривода. Верстат має ступінчасто–дросельне регулювання швидкості. В повзуні знаходиться механізм автоматичного відводу різця при холостому ході повзуна. Подача стола відбувається в момент реверса головного руху з холостого ходу в робочий хід, а підготовка механічна подачі до роботи – при переключені з робочого ходу на холостий.
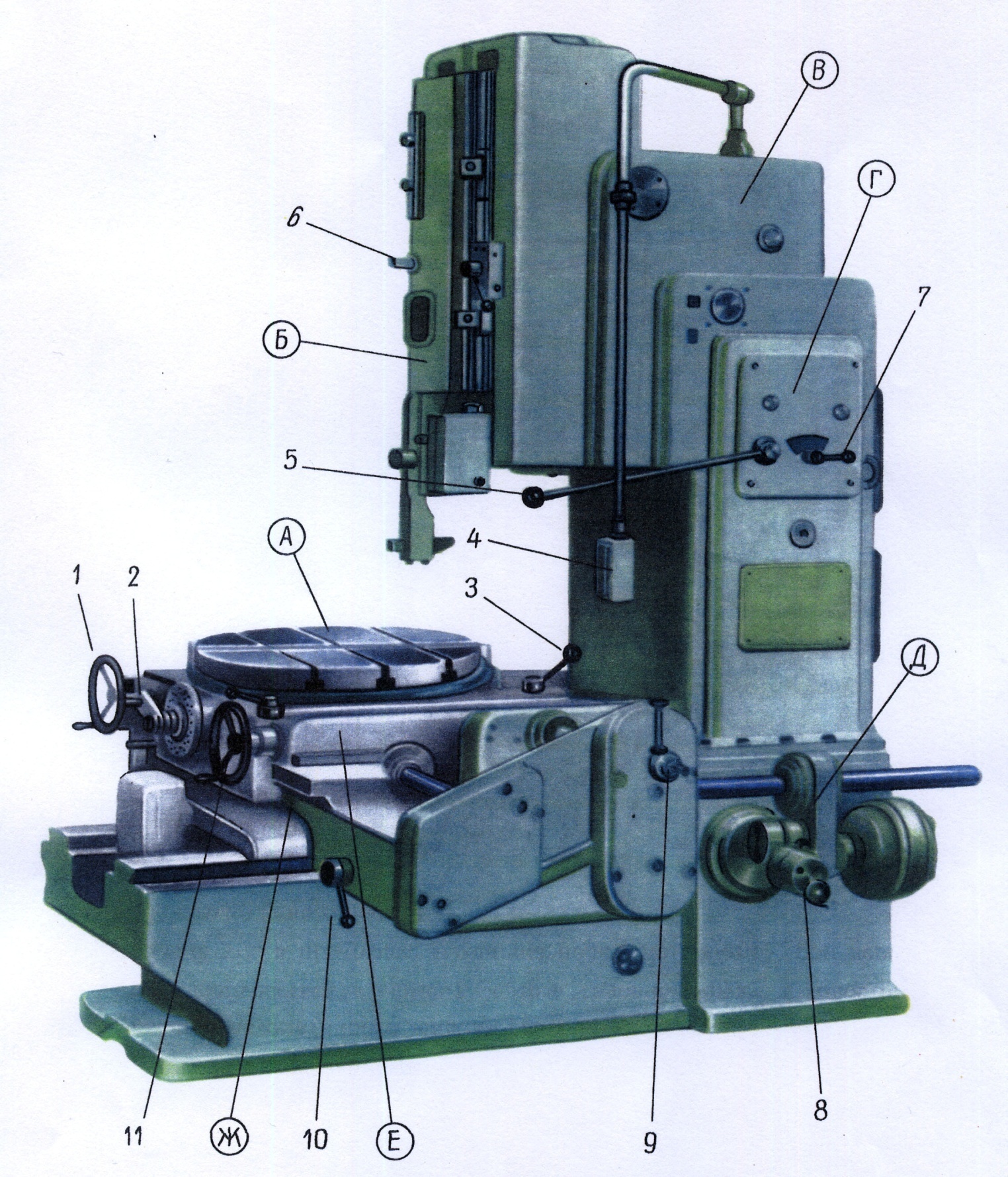
Рис.1 3 .1 Довбальний верстат моделі 7Д430.

Рис. 13.2. Кінематична схема довбального верстата моделі 7430.
Дата добавления: 2022-01-22; просмотров: 43; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!