В угол в вертикальном, и потолочном положении шва. »
| Виды работ: 1 Подготовка металла к сварке 2 Сварка пластин в угол в вертикальном положении шва 3Сварка пластин в угол в потолочном положении шва | Инструменты и оборудование: сварочный аппарат Сварог TIG 315 P DSP АС/DС(E 106, сварочная горелка с воздушным охлаждением. баллон с Аргоном, редуктор с расходомером, сварочная проволока марки Св-08, вольфрамовый электрод марки WL-15 диаметром 2 и 3мм, пластины из низкоуглеродистой стали марки Ст3 толщиной 4мм, металлическая щётка, молоток, универсальный шаблон сварщика, защитные средства. | ||||||||||||||||||||||||||||||||||||
| Виды работ. | Порядок выполнения. | ||||||||||||||||||||||||||||||||||||
| 4 Подготовка металла к наплавке 5 Выбрать и установить режимы сварки. | · Стыки кромок пластин толщиной 4мм зачистить металлической щёткой, на ширину 20мм. · Выбрать диаметр электрода, подобрать цангу в соответствии с диаметром электрода.
·
· Выбрать силу сварочного тока и расход газа (сварка на постоянном токе)
Установить выбранные режимы на сварочном аппарате: подача газа перед сваркой 4 сек.
начальный ток – 40А время нарастания тока – 1 сек. сварочный ток – 82А время спада тока – 0,4 сек ток заварки кратера – 35А подача газа после сварки – 5 сек. · Подготовить вольфрамовый электрод для сварки на постоянном токе.
| ||||||||||||||||||||||||||||||||||||
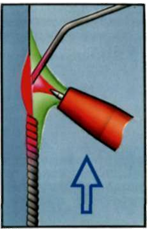
| 3 Сварка пластин в угол в вертикальном положении шва. 4 Сварка пластин в угол в потолочном положении шва. | · Выполнить сборку пластин толщиной 4мм. в угол, при помощи прихваток. Прихватки выполнить по краям пластин одной горелкой или с применением присадочной проволоки Установить под углом 900 к столу. · Сварку выполнять снизу вверх. Электрод подавать точно в угол под наклоном к вертикальной плоскости 700 – 800. Присадочную проволоку подавать сверху, впереди горелки, движения горелкой и проволокой не выполняют.
·
· Сварку выполнять «на себя». Горелку держать почти под углом 900 Присадочную проволоку подавать впереди горелки. · Сварочный шов должен быть гладким и ровным слегка вогнутым или прямым. ·
· Во время сварки по мере того как кончик электрода затупляется. Выполнять заточку электрода на заточном станке. | ||||||||||||||||||||||||||||||||||||
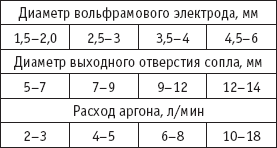 Выбрать номер сопла в соответствии с таблицей
Выбрать номер сопла в соответствии с таблицей - заточить - установить вылет электрода в горелке.
- заточить - установить вылет электрода в горелке.
 Выполнить сборку пластин толщиной 4мм. в угол, при помощи прихваток. Прихватки выполнить по краям пластин одной горелкой или с применением присадочной проволоки Установить пластины так чтобы сварной шов оказался в потолочном положении шва..
Выполнить сборку пластин толщиной 4мм. в угол, при помощи прихваток. Прихватки выполнить по краям пластин одной горелкой или с применением присадочной проволоки Установить пластины так чтобы сварной шов оказался в потолочном положении шва.. Дойдя до края детали отпустить кнопку и удерживать горелку в таком положении до полной остановки подачи газа. Проверить визуально качество шва. Шов должен быть ровный. Гладкий. С мелкой чешуйчатостью. Не должно присутствовать пропусков и незаверенных кратеров
Дойдя до края детали отпустить кнопку и удерживать горелку в таком положении до полной остановки подачи газа. Проверить визуально качество шва. Шов должен быть ровный. Гладкий. С мелкой чешуйчатостью. Не должно присутствовать пропусков и незаверенных кратеров
Инструкционная карта.
Тема: « Сборка и сварка труб из конструкционных и углеродистых сталей »
| Виды работ: 1 Подготовка металла к сварке 2 Выбор режимов сварки. 3 Сборка труб 4 Сварка труб встык в вертикальном положении шва. 5 Сварка труб в горизонтальном положении шва. | Инструменты и оборудование: сварочный аппарат Сварог TIG 315 P DSP АС/DС(E 106, сварочная горелка с воздушным охлаждением. баллон с Аргоном, редуктор с расходомером, сварочная проволока марки Св-08Г2, вольфрамовый электрод марки WL-15 диаметром 2 и 3мм, трубы D – 89мм. из низкоуглеродистой стали марки Ст3 толщиной 3мм, металлическая щётка, молоток, универсальный шаблон сварщика, защитные средства, ручная электрическая шлифовальная машина. | |||||||||||||||||||||
| Виды работ. | Порядок выполнения.
| |||||||||||||||||||||
| 3 Подготовка металла к наплавке 4 Выбрать и установить режимы сварки. | · Кромки труб и прилегающие к ним участки зачистить механическим способом до металлического блеска на ширину не менее 20 мм с наружной и не менее 10 мм с внутренней стороны. · Выбрать диаметр электрода, диаметр сварочной проволоки, силу сварочного тока, расход газа.
Выставить режимы сварки на сварочном аппарате: подача газа перед сваркой 4 сек. начальный ток – 40А время нарастания тока – 1 сек. сварочный ток – 74А (для корня шва), 84 А (для второго слоя) время спада тока – 0,4 сек ток заварки кратера – 35А подача газа после сварки – 5 сек ·
| |||||||||||||||||||||
| 3 Сборка труб встык. 4 Сварка труб встык в вертикальном положении шва. | · Выполнить сборку труб встык с зазором 0,5мм, при помощи прихваток (прихватку выполнить без присадочного прутка или с ним) При сборке стыков труб использоваться центровочные приспособления, предпочтительно инвентарными, не привариваемыми к трубам. ·
· Установить трубу горизонтально. Выполнить корневой шов. Корневой шов можно выполнить как с применением присадочного прутка, так и без него. Направление и очерёдность выполнения корневого шва без поворота.
Корневой слой выполнить без поперечных колебаний электрода и присадочной проволоки.
Угол наклона горелки и присадочного прутка по отношению к стыку указаны на рисунке.
· Выполнить второй слой. При этом выполнять зигзагообразные движения электродом. · По окончанию сварки заварить кратер.
| |||||||||||||||||||||
| 4 Сварка труб встык в горизонтальном положении шва. | · Установить собранную трубу встык вертикально. Выполнить корневой шов. Корневой шов можно выполнить как с применением присадочного прутка, так и без него. Корневой слой выполнить без поперечных колебаний электрода и присадочной проволоки.
· Угол наклона горелки и присадочного прутка по отношению к стыку указаны на рисунке.
· Выполнить второй слой. При этом выполнять зигзагообразные движения электродом. · По окончанию сварки заварить кратер.
| |||||||||||||||||||||
 Подготовить вольфрамовый электрод для сварки на постоянном токе.
Подготовить вольфрамовый электрод для сварки на постоянном токе. Прямолинейность труб в стыке (отсутствие переломов) и смещение кромок проверить линейкой длиной 400 мм, прикладывая ее в трех четырех местах по окружности стыка. Просвет между концом линейки и поверхностью трубы должен быть не более 1,5 мм, а в сваренном стыке - не более 3 мм.
Прямолинейность труб в стыке (отсутствие переломов) и смещение кромок проверить линейкой длиной 400 мм, прикладывая ее в трех четырех местах по окружности стыка. Просвет между концом линейки и поверхностью трубы должен быть не более 1,5 мм, а в сваренном стыке - не более 3 мм.
 При сборке труб, имеющих продольные и спиральные швы. сместить один относительно другого. Смещение - не менее трехкратной толщины стенки свариваемых труб, но не менее 100 мм.
При сборке труб, имеющих продольные и спиральные швы. сместить один относительно другого. Смещение - не менее трехкратной толщины стенки свариваемых труб, но не менее 100 мм.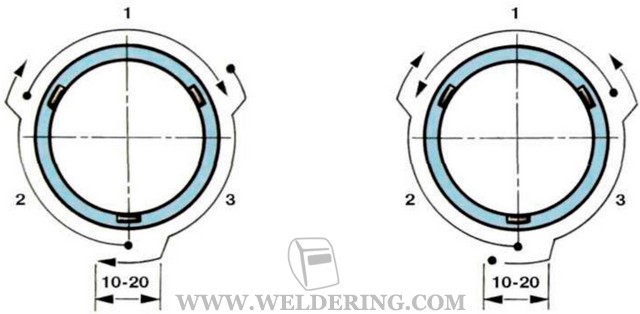
 В процессе выполнения корневого шва нужно следить за проплавлением кромок, исключать не провар. О хорошем проплавлении свидетельствует ванна, вытянутая в сторону направления сварки, а о недостаточном - круглая или овальная.
В процессе выполнения корневого шва нужно следить за проплавлением кромок, исключать не провар. О хорошем проплавлении свидетельствует ванна, вытянутая в сторону направления сварки, а о недостаточном - круглая или овальная.
Инструкционная карта.
Тема: « Сборка и сварка конструкционных и углеродистых сталей
Дата добавления: 2021-12-10; просмотров: 39; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!