В угол, нахлёст в нижнем положении шва. »
| Виды работ: 1 Подготовка металла к сварке 2 Выбрать и установить режимы сварки. 3 Сварка пластин в угол в нижнем положении шва 4 Сварка пластин в нахлёст в нижнем положении шва | Инструменты и оборудование: сварочный аппарат Сварог TIG 315 P DSP АС/DС(E 106, сварочная горелка с воздушным охлаждением. баллон с Аргоном, редуктор с расходомером, сварочная проволока марки Св-08, вольфрамовый электрод марки WL-15 диаметром 3мм, пластины из низкоуглеродистой стали марки Ст3 толщиной 3мм, металлическая щётка, молоток, универсальный шаблон сварщика, защитные средства. | ||||||||||||||||||||||||||||||||||
| Виды работ. | Порядок выполнения. | ||||||||||||||||||||||||||||||||||
| 1 Подготовка металла к наплавке 2 Выбрать и установить режимы сварки. | · Стыки кромок пластин толщиной 3мм зачистить металлической щёткой, на ширину 20мм.
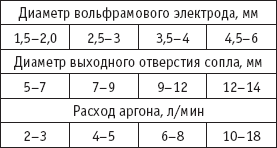
· Выбрать диаметр электрода, подобрать цангу в соответствии с диаметром электрода.
·
· Выбрать силу сварочного тока и расход газа (сварка на постоянном токе)
· Установить выбранные режимы на сварочном аппарате: подача газа перед сваркой 4 сек. начальный ток – 35А время нарастания тока – 1 сек. сварочный ток – 74А время спада тока – 0,4 сек ток заварки кратера – 30А подача газа после сварки – 5 сек. · Подготовить вольфрамовый электрод для сварки на постоянном токе. - заточить - установить вылет электрода в горелке.
| ||||||||||||||||||||||||||||||||||
| 3 Сварка пластин в угол в нижнем положении шва. 3 Сварка пластин внахлёст в нижнем положении шва. | · Выполнить сборку пластин толщиной 3мм. в угол, при помощи прихваток. Прихватки выполнить по краям пластин одной горелкой или использовать присадочную проволоку.
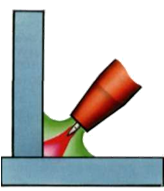
· Поднести горелку к правому краю пластин и нажать на кнопку, после образования жидкой ванночки электрод установить прямо в угол, под углом 750 -800 к направлению сварки, начать движения с права на лево, подавая сварочную проволоку.
Присадочную проволоку подают впереди горелки, движения горелкой и проволокой не выполняют.
·
· Дойдя до левого края отпустить кнопку и удерживать горелку в таком положении до полной остановки подачи газа.
· Выполнить сборку пластин толщиной 3мм. внахлёст, при помощи прихваток. Прихватки выполнить по краям пластин одной горелкой или использовать присадочную проволоку.
· Поднести горелку к правому краю пластин и нажать на кнопку, после образования жидкой ванночки электрод установить прямо в угол, под углом 750 -800 к направлению сварки, начать движения с права на лево, подавая сварочную проволоку. Присадочную проволоку подают впереди горелки, движения горелкой и проволокой не выполняют.
· Сварочный шов должен быть гладким и ровным слегка вогнутым, прямым или выпуклым (величина катета 3мм).
· Дойдя до левого края отпустить кнопку и удерживать горелку в таком положении до полной остановки подачи газа. Проверить визуально качество шва. Шов должен быть ровный. Гладкий. С мелкой чешуйчатостью. Не должно присутствовать пропусков и незаверенных кратеров. | ||||||||||||||||||||||||||||||||||

 О степени проплавления судить можно по форме сварочной ванны. При хорошем проплавлении ванночка имеет вытянутою форму в сторону направления сварки. Сварочный шов должен быть гладким и ровным слегка вогнутым или прямым.
О степени проплавления судить можно по форме сварочной ванны. При хорошем проплавлении ванночка имеет вытянутою форму в сторону направления сварки. Сварочный шов должен быть гладким и ровным слегка вогнутым или прямым.Инструкционная карта.
Тема: « Сборка и сварка конструкционных и углеродистых сталей
Дата добавления: 2021-12-10; просмотров: 52; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!