Встык в нижнем положении шва. »
Рецензия
на учебное пособие „Комплект инструкционных карт“
для обучающихся по профессии „Сварщик (электросварочные и газосварочные работы) “
Автор: Круглова С.В. мастер производственного обучения
«Комплект инструкционных карт» предназначен для уроков производственного обучения по профессии 15.01.05 «Сварщик (электросварочные и газосварочные работы)». «Комплект инструкционных карт» содержит инструктивные указания и пояснения о правилах выполнения трудовых приемов операций изучаемые при подготовке электросварщиков ручной сварки неплавящимися электродами в защитном газе.
«Комплект инструкционных карт» содержит инструкционные карты по темам программы «Сварщик» и раскрывает технологическую последовательность, средства, технические требования, рациональные способы труда при выполнении работы
Использование инструкционных карт способствуют развитию у студентов наибольшей самостоятельности. Задания предназначены для облегчения работы со студентами и самостоятельному выполнению упражнений. Обучающиеся могут использовать их самостоятельно или под руководством преподавателя.
Рецензент:
Зам. директора по УМР
ГАПОУ ВО ГХТК / Н.Н. Киреева
Пояснительная записка
Инструкционные карты являются документом письменного инструктирования.
|
|
|
Инструкционные карты используются в основном, при обучении обучающихся в учебных мастерских в период выполнения операционных работ. Раскрывают технологическую последовательность, средства, технические требования, рациональные способы труда при выполнении работы, а также содержат инструктивные указания и пояснения о правилах выполнения трудовых приемов операций.
Инструкционные карты разработаны мастером производственного обучения в соответствии с перечнем учебно-производственных работ по специальности «Сварщик» и предназначены для использования на уроках первоначальных умений и навыков.
В комплект входят инструкционные карты по выполнении ручной дуговой сварки неплавящимся электродом в защитном газе, в которых даются указания по выполнению трудовых упражнений, приемов и операций.
Инструкционные карты содержат: наименование операций, последовательность выполнения упражнений, эскизы, инструктивные указания, инструмент, приспособления, безопасные условия труда.
Использование инструкционных карт способствуют развитию у студентов наибольшей самостоятельности. Задания предназначены для облегчения работы со студентами и самостоятельному выполнению упражнений. Самостоятельная подготовка схем, рисунков и таблиц при выполнении заданий является лучшей формой изучения и усвоения учебного материала.
|
|
|
Инструкционная карта.
Тема: «Упражнения по установке сварочных режимов, на сварочном аппарате Сварог TIG 315 P DSP АС/DС(E 106) »
| Виды работ: 1. Изучить устройство сварочного аппарата. 2. Изучить плёночную панель (оперативный пульт для управления) 3. Установить параметры режимов сварки ММА. 4. Установить параметры режимов сварки TIG | Инструменты и оборудование: сварочный аппарат Сварог TIG 315 P DSP АС/DС(E 106, электрододержатель с кабелем, обратный кабель с зажимом, сварочная горелка с водяным охлаждением, сварочная горелка с воздушным охлаждением. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Виды работ. | Порядок выполнения. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1. Изучить переднею и заднею панель управления | 1. Изучить устройство передней и задней панели сварочного аппарата. Вид передней панели 1. Сенсорная панель 2. Ручка регулирования параметров 3. Разъём ОКС 4. Разъём ОКС 5. Штуцер выхода газа 6. Разъём 2-pin 7. Разъём подключения педали и ПДУ
8. Штуцер выхода воды 9. Штуцер входа водяного охлаждения (только для модели TIG 315P DSP AC/DC (E106)) Вид задней панели 11 Штуцер входа газа 12 Болт заземления 13 Решетка вентилятора 14 Выключатель (только для модели TIG 315P DSP AC/DC (E106)) 15 Сетевой кабель
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 2 Изучить плёночную панель (оперативный пульт для управления) | Общий вид панели
Зона выбора режима сварки:
(TIG сварка переменным током волной квадратного типа);
(импульсная TIG переменным током);
(TIG сварка постоянным током);
(импульсная TIG сварка постоянным током);
(MMA сварка переменным током);
(MMA сварка постоянным током), при выборе одного из режимов загорается соответствующий светодиод.
Зона установки параметров ММА-сварки: 1 1 - ток поджега
2 - время поджега 5 3 - сварочный ток
4 - форсаж дуги 2 3 4 5 - кнопка переключения Зона установки параметров TIG-сварки
8
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 3 Установить параметры режимов сварки ММА. | · подключить оборудования для MMA сварки в соответствие со схемой. · В зоне режима сварки выбрать сварку ММА переменным током. · Используя кнопку переключения установить следующий режим сварки: ток пожега 180А, время поджега 0,04 сек., сварочный ток 90А форсаж дуги 100А · В зоне режима сварки выбрать сварку ММА постоянным током. · Используя кнопку переключения установить следующий режим сварки: ток пожега 200А, время поджега 0,02 сек., сварочный ток 100А дуги 120А
форсаж · Выполнить программирование значения напряжения гашения дуги Вход в режим регулировки: Нажмите кнопку выбора параметров ММА- сварки и включите аппарат, на дисплее будет мигать надпись “P-1”, которая исчезнет через 5 секунд. В этот момент загорится светодиод «Напряжение» и аппарат установится в режим регулировки напряжения гашения дуги. Регулировка критического напряжения: установить нужное значение напряжения, поворачивая ручку регулятора. Выход из режима регулировки: осуществляется путем нажатия клавиши выбора параметров ММА – сварки после регулировки. В этот момент новое значение критического напряжения вступает в силу и будет автоматически сохранено. Обратите внимание: в обычных условиях значение критического напряжения должно быть выше 60В. Если его значение чрезмерно мало, то в процессе сварки будет иметь место частый разрыв дуги. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 4 Установить параметры режимов сварки TIG | · Подключите оборудование для TIG сварки согласно схеме · В зоне режима сварки выбрать сварку TIG переменным током. Используя кнопку переключения установить следующий режим сварки: - время подачи газа перед сваркой – 0,5 сек. - начальный ток – 40А., - время нарастания тока – 1 сек. - сварочный ток 80А. - время спада тока - 1 сек. - ток дежурной дуги – 40.А. - время подачи газа после сварки – 5 сек - частота тока 50 ГЦ - баланс полярности -58
· В зоне режима сварки выбрать сварку TIG постоянным током. Используя кнопку переключения установить режим сварки: - время подачи газа перед сваркой – 0,5 сек. - начальный ток – 35А., - время нарастания тока – 1 сек. - сварочный ток 72А. - время спада тока - 1 сек. - время подачи газа после сварки – 6 сек · В зоне режима сварки выбрать импульсную сварку TIG постоянным током. Используя кнопку переключения установить режим сварки: - время подачи газа перед сваркой – 0,5 сек. - начальный ток – 30А., - время нарастания тока – 1 сек - базовый ток – 30А., - максимальный сварочный ток 120А. - время спада тока - 1 сек. - время подачи газа после сварки – 5 сек - продолжительность включения импульса -40 - частота импульса - 10 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Инструкционная карта.
Тема: « Сборка и сварка конструкционных и углеродистых сталей
встык в нижнем положении шва. »
| Виды работ: 1. Подготовка металла к сварке 2. Выбрать и установить режимы сварки. 2 Наплавка валиков на пластины. 3 Сварка пластин встык в нижнем положении шва | Инструменты и оборудование: сварочный аппарат Сварог TIG 315 P DSP АС/DС(E 106, сварочная горелка с воздушным охлаждением. баллон с Аргоном, редуктор с расходомером, сварочная проволока марки Св-08, вольфрамовый электрод марки WL-15 диаметром 2 и 3мм, пластины из низкоуглеродистой стали марки Ст3 толщиной 2мм и 3мм, металлическая щётка, молоток, универсальный шаблон сварщика, защитные средства. | ||||||||||||||||||||||||||||||||||
| Виды работ. | Порядок выполнения. | ||||||||||||||||||||||||||||||||||
| 2. Подготовка металла к наплавке 3. Выбрать и установить режимы сварки. | · На пластинах толщиной 2 мм выполнить отбартовку кромок. · Стыки кромок пластин толщиной 3мм зачистить металлической щёткой, на ширину 20мм.
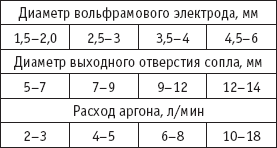
· Выбрать диаметр электрода, подобрать цангу в соответствии с диаметром электрода.
· · Выбрать силу сварочного тока и расход газа (сварка на постоянном токе)
· Установить выбранные режимы на сварочном аппарате: подача газа перед сваркой 4 сек. начальный ток – 35А время увеличения тока – 1 сек. сварочный ток – 74А время спада тока – 0,4 сек ток заварки кратера – 30А подача газа после сварки – 5 сек. · Подготовить вольфрамовый электрод для сварки на постоянном токе. - заточить - установить в горелке.
| ||||||||||||||||||||||||||||||||||
| 4. Наплавка валиков на пластины в нижнем положении шва. 5. Сварка пластин встык в нижнем положении шва. | · Во время сварки по мере того как кончик электрода затупляется. Выполнять заточку электрода на заточном станке. ·
· присадочный пруток перемещать впереди сварочной горелки без колебательных движений.
·
· Дойдя до левого края пластины отпустить кнопку и удерживать горелку в таком положении до полной остановки подачи газа.
· Выполнить сборку пластин толщиной 2 мм. при помощи прихваток. Количество прихваток -2, высота прихваток 2-3мм · Выполнить сварку пластин, с опбартовок кромок, без сварочной проволоки, используя только сварочную горелку. · Движения горелки должны быть небольшими в виде спирали или полумесяца.
· Выполнить сборку пластин толщиной 3мм. встык, при помощи прихваток. Установить зазор между пластинами 0,5 мм. (используя универсальный шаблон сварщика)
Шов должен получиться гладким, ровным с высотой 2-3 мм.
| ||||||||||||||||||||||||||||||||||



 поднести горелку к правому краю пластины и нажать на кнопку, после образования жидкой ванночки электрод установить под углом 750 -800 и начать движения с права на лево, подавая сварочную проволоку как показано на рисунке.
поднести горелку к правому краю пластины и нажать на кнопку, после образования жидкой ванночки электрод установить под углом 750 -800 и начать движения с права на лево, подавая сварочную проволоку как показано на рисунке.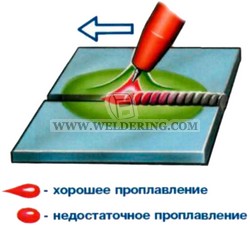 О степени проплавления судить можно по форме сварочной ванны. При хорошем проплавлении ванночка имеет вытянутою форму в сторону сварки, как показано на рисунке. Высота валика должна быть не более 2-3м.
О степени проплавления судить можно по форме сварочной ванны. При хорошем проплавлении ванночка имеет вытянутою форму в сторону сварки, как показано на рисунке. Высота валика должна быть не более 2-3м. Присадочный пруток подавать впереди горелки без поперечных движений.
Присадочный пруток подавать впереди горелки без поперечных движений.Инструкционная карта.
Тема: « Сборка и сварка конструкционных и углеродистых сталей
Дата добавления: 2021-12-10; просмотров: 124; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!