ВЫБОР ПОСАДОК РЕЗЬБОВЫХ СОЕДИНЕНИЙ
Для резьбы М8, которая крепит крышку подшипника к корпусу компрессора, выбираем посадку 6Н/6g. Основные параметры резьбы берем из таблицы 2.11[1, c.30]:
средний диаметр резьбы соответственно болта и гайки:
d2(D2) = 7,35 мм;
наружный диаметр резьбы соответственно болта и гайки:
d(D)= 8 мм;
внутренний диаметр резьбы соответственно болта и гайки:
d1(D1)=6,917 мм;
шаг резьбы:
Р =1мм.
- Условное обозначение резьбового соединения
Расчет предельных размеров для болта, мм
dmax = d – esd
dmin = d – eid
d1max = d1 – esd1
d1min – не нормируется
d2max = d2 – esd2
d2min = d2 – eid2
dmax =8 – 0,026=7,974 мм;
dmin =8 – 0,206=7,794 мм;
d1max =6,917 – 0,026=6,891 мм;
d2max =7,35 – 0,026=7,324 мм;
d2min =7,35 – 0,138=7,212 мм.
Расчет предельных размеров для гайки, мм
Dmax – не нормируется
Dmin = D
D1max = D1 +ESD1
D1min = D1
D2max = D2 +ESD2
D2min = D2
Dmin =8 мм;
D1max =8 +0,236 =8,236 мм;
D1min = 6,917мм;
D2max =7,35 +0,15=7,5 мм;
D2min = 7,35 мм.
Строят схему расположения полей допусков для внутренней и наружной резьбы (Рисунок 8-9):

Рисунок 8 – Схема расположения полей допусков для наружной резьбы

Рисунок 9 – Схема расположения полей допусков для внутренней резьбы
РАСЧЕТ РАЗМЕРНЫХ ЦЕПЕЙ
При конструировании механизмов, машин, приборов и других изделий, проектировании технологических процессов, выборе средств и методов измерений возникает необходимость в проведении размерного анализа, с помощью которого достигается правильное соотношение взаимосвязанных размеров определяются допустимые ошибки (допуски). Подобные геометрические расчеты выполняют с применением теории размерных цепей.
|
|
|
При решении размерных цепей существуют две задачи: прямая и обратная, отличающиеся последовательностью расчетов. Решением обратной задачи проверяется правильность решения прямой задачи.
Существуют следующие методы расчета размерных цепей: метод полной взаимозаменяемости, теоретико-вероятностный метод, метод селективной сборки, метод пригонки и метод регулирования.
Рассмотрим решение размерной цепи методом полной взаимозаменяемости и теоретико-вероятностным методом.
Строим расчетную схему размерной цепи(Рисунок 8-9).
Расчётная схема размерной цепи

Рисунок 8 – Расчетная схема размерной цепи
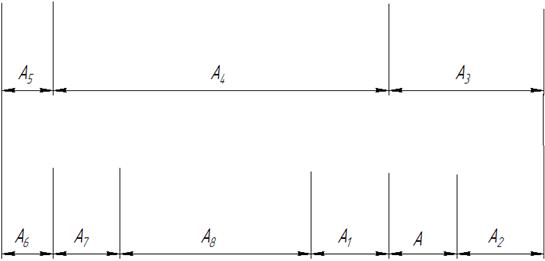
Рисунок 9 – Расчётная схема
Прямая задача
В прямой задаче по известным номинальным размерам всех звеньев и допуску, отклонениям исходного звена определяют допуски и отклонения всех остальных звеньев. Решим прямую задачу методами полной и неполной взаимозаменяемости.
Метод полной взаимозаменяемости
Метод, при котором требуемая точность замыкающего звена размерной цепи, получается при любом сочетании размеров составляющих звеньев. При этом предполагают, что в размерной цепи одновременно могут оказаться все звенья с предельными значениями причем в любом из двух наиболее неблагоприятных сочетаний (все увеличивающие звенья с верхними предельными размерами, а уменьшающие с нижними, и наоборот). Такой метод расчета, который учитывает эти неблагоприятные сочетания, называется методом расчета на максимум - минимум.
|
|
|
Данные получаемые в процессе решения задачи заносят в таблицу (таб. 3.1).
Определяют номинальный размер замыкающего звена по формуле [1, с. 77]:

где: n и p – число соответственно увеличивающих и уменьшающих звеньев в размерной цепи;
 – номинальный размер j-того увеличивающего звена цепи;
– номинальный размер j-того увеличивающего звена цепи;
 – номинальный размер j-того уменьшающего звена цепи;
– номинальный размер j-того уменьшающего звена цепи;
AΔ – номинальный размер замыкающего звена.
 ;
;

В соответствии с рекомендациями назначают допуск и предельные отклонения замыкающего звена, мкм:



где: TΔ – допуск замыкающего звена;
 и
и  - соответственно нижнее и верхнее предельные отклонения замыкающего звена, мкм;
- соответственно нижнее и верхнее предельные отклонения замыкающего звена, мкм;
Рассчитывают допуски всех составляющих звеньев по способу одной степени точности. Определяют единицы допуска ij для каждого из составляющих звеньев согласно рекомендациям [1, c. 79]:
|
|
|

Определяют число единиц допуска по формуле [1, c. 79]:

где: к – число единиц допуска;
m – количество звеньев размерной цепи, включая замыкающее звено;

Найденное число единиц допуска лежит в пределах стандартных значений к=16 (7 квалитет) и к=25 (8 квалитет), что означает, что часть звеньев должна изготавливаться по 7 квалитету, а часть по 8. Назначают допуски и отклонения для каждого из звеньев. Результаты заносят в таблицу (таблица 3.1).
Таблица 3.1
| Обозна-чение звена | Номиналь-ный размер, мм. | Обозначен. основного отклонения | Квали-тет | Допуск Т, мкм. | ES(Aj) | EI(Aj) | Ec |
| АΔ | 0,3 | - | - | 200 | +100 | -100 | 0 |
| A1 | 19 | h | 7 | 21 | 0 | -21 | -10,5 |
| A2 | 2,5 | js | 7 | 10 | +5 | -5 | 0 |
| A3 | 6,8 | h | 8 | 22 | 0 | -22 | -11 |
| A4 | 165 | h | 7 | 40 | 0 | -40 | -20 |
| A5 | 5,5 | h | 7 | 12 | 0 | -12 | -6 |
| А6 | 2,5 | js | 7 | 10 | +5 | -5 | 0 |
| А7 | 19 | h | 7 | 21 | 0 | -21 | -10,5 |
| А8 | 134 | h | 8 | 63 | 0 | -63 | -31,5 |
Делают проверку правильности назначения посадок по формуле [1, c. 82]:
 ,
,
где Tj – допуск j-того звена.
 - верно.
- верно.
Дата добавления: 2018-02-18; просмотров: 785; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!