Автомат установки компонентов со штыревыми выводами JUKI (Zevatech) PM 570
Установка пайки волной Seho 1135-F
7. -Закрытая туннельная система для экономии электроэнергии;-Изменяемые возможности в конфигурации потока и поле пайки;
8. -Высокое качество пайки благодаря системе двойной волны;
9. -Предварительный нагреватель с инфракрасным (IR) излучателем, и двумя управляемыми зонами;
Микропроцессорное управление;
11. -Мониторинг всех функций установки;
12. -Полностью замкнутый цикл;
13. -Статистическое управление производственным процессом;
| Технические характеристики Seho 1135-F | |
| Ширина конвейера | 350 мм |
| Максимальная длина обрабатываемой лплаты | 450 мм |
| Угол наклона конвейера | регулируется от 6 до 8 град |
| Скорость движения конвейера | 0,5 – 1,5 м/мин |
| Выбор потока | пенный или аэрозольный; |
| Количество припоя в ванне | 160 кг |
| Максимальная высота волны | 7 мм |
| Требуемая вытяжка | 500 м3/час |
| Габариты установки | 2445 х 1400 х 630 мм |
14. Промывка печатного узла и сушка осуществляются на установке ультразвуковой системы UNICLEAN II - 500.Это модульная система, которая состоит из нескольких специально спроектированных ванн, предназначенной для отмывки печатных плат после операции пайки (пайки волной, пайки оплавлением паяльной пасты, ручной пайки) в тех случаях, когда необходима высокая степень очистки платы.
На финальной стадии используется отмывка деионизированной водой (полностью закрытая система с постоянным измерением проводимости). Поэтому потери воды и ее влияние на окружающую среду минимизированы.
|
|
|
Мощность ультразвука 500 Вт. В сложных случаях рекомендуется применять дополнительно ультразвук в первой ванне.
Машины соответствуют всем стандартам безопасности и имеют маркировку СЕ.
Сушка - горячим воздухом
- Управление температурой (до 50°С)
- Защита от перегрева
- Зонт для вытяжки
- Контроль времени
Занимаемая площадь 1050х2500мм
15. Влагозащиту проводим погружением на установке DC2001. Держатель плат перемещается в вертикальном направлении с помощью воздушно-масляного пневмоцилиндра, обеспечивающего плавность хода.. Глубина погружения может быть изменена путем перемещения датчика. Габариты ванны 600х175х400мм. Занимаемая площадь 1100х800мм.
16. Высокопроизводительная система рентгеновского контроля Viscom X8050. Система предназначена для работы, как в составе производственной линии, так и как отдельное устройство.
Система X8050 оборудована рентгеновской микрофокусной трубкой VISCOM с уникальной системой TAF (система авто фокуса), гарантирующей отличное качество изображения. Рентгеновская трубка VISCOM обладает практически неограниченным сроком службы. Система может быть оборудована различными цифровыми датчиками, для получения наиболее качественного изображения в случаях, когда необходима инспекция объекта расположенного к трубке под большим углом.
|
|
|
Рентгеновские системы серии X8050 могут инспектировать площадь размером 765 х 610 мм, что делает возможным проведение проверок поверхностей больших печатных плат и блоков весом до 15 килограмм.
| Технические характеристики Viscom X8050 | |
| Точность распознавания | <3 / < 2 / < 1 / < 0,5 мкм |
| Увеличение | > 1500 х |
| Габариты | 765 х 610 мм |
| Манипулятор | по 3 осям (X-Y-Z) |
| Вращение / наклон | 360 ° / +/- 45° |
| Габаритные размеры системы | 1770 х 1800 х 1825 мм |
Важным показателем правильности выбора технологического оборудования является коэффициент загрузки и использования оборудования по основному времени, который определяется как отношение расчетного количества единиц оборудования по данной операции  к принятому (фактическому) количеству
к принятому (фактическому) количеству  :
:

| (4.12) |
Расчетное количество единиц оборудования (рабочих мест) определяется как отношение штучного времени данной операции  к такту выпуска r:
к такту выпуска r:

| (4.13) |
Полученные результаты сведем в таблицу 4.2.
Таблица 4.2 – Значение коэффициентов загрузки оборудования
|
|
|
| № | Технологическое оборудование | Значение штучного времени 
| Значение коэффициента 
| Значение коэффициента 
| Значение коэффициента 
|
| 1 | УВЛ-902 92 | 0,204 | 0,45 | 1 | 0,45 |
| 2 | Motoprint-AVL | 0,442 | 0,98 | 2 | 0,49 |
| 3 | SIPLACE HS-60 | 2,125 | 4,72 | 6 | 0,79 |
| 4 | Quattro Peak 3.5 | 0,7 | 1,56 | 2 | 0,78 |
| 5 | JUKI PM 570 | 0,448 | 1,00 | 2 | 0,5 |
| 6 | Seho 1135-F | 0,82 | 1,82 | 3 | 0,61 |
| 7 | UNICLEAN II - 500 | 0,67 | 1,49 | 2 | 0,74 |
| 8 | DC2001 | 0,5 | 1,11 | 2 | 0,56 |
| 9 | Viscom X8050. | 1 | 2,22 | 3 | 0,74 |







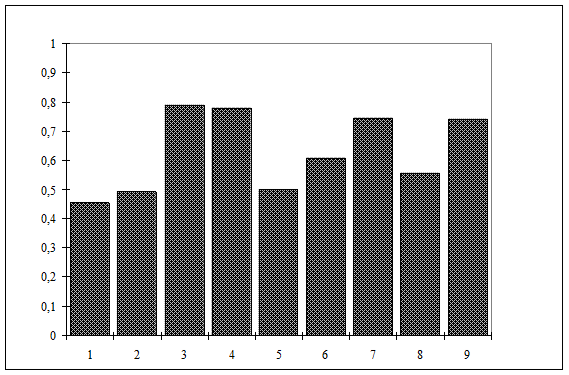
Рисунок 4.2 – График загрузки оборудования
Среднее значение коэффициента загрузки оборудования равно Кз.ср=0.65, что соответствует нормативному значению для массового производства, для которого Кз~0,65-0,77.
После установления маршрута сборки и монтажа печатного узла (см. табл. 4.1) дадим описание каждой операции с указанием технологического оснащения, режимов проведения и норм расхода материалов.
1. Распаковка и контроль ИЭТ. Извлечь ИЭТ из тары поставщика, произвести визуальный контроль на целостность корпусов и выводов, отсутствие внешних дефектов (трещин, сколов). Годные элементы разложить в тару по типономиналу. Отбраковать поврежденные ИЭТ в тару с надписью “Брак”.
Средства технологической оснащения: стол монтажный СМ-З-10-AC-1; тара АЮР 7877-4048, пинцет ППМ 120 РД 107.290.600.034-89, линза 4-х ГОСТ 25076-83, тара АЮР 7877-4048.
|
|
|
Суммарное оперативное время  = 0,496 мин.
= 0,496 мин.
2. Комплектование групп. Комплектовать группы ИЭТ для сборки согласно спецификации МСИ.305000.001. Элементы поз. 12, 32, 33 уложить в кассеты, поставляемые вместе с установкой JUKI PM 570. Элементы поз. 2-7, 13-31 уложить в бабины, элементы поз. 8, 10, 11 уложить в кассеты, поставляемые вместе с установкой SIPLACE HS-60, элементы поз. 9 уложить в тару АЮР 7877-4048. Произвести доставку укомплектованных групп на рабочие места.
Средства технологической оснащения: стол монтажный СМ-З-10-AC-1, пинцет ППМ 120 РД 107.290.600.034-89, тара АЮР 7877-4048.
Суммарное оперативное время  = 0,5 мин.
= 0,5 мин.
3. Расконсервация печатной платы. Извлечь печатную плату из тары поставщика. Промыть печатную плату при помощи кисти от консервирующего покрытия в ванне со спирто-нефрасовой смесью.
Средства технологического оснащения: стол монтажный СМ-З-10-АС-1; вытяжной шкаф 2Ш-ИЖ; ванна цеховая 92.АЮР.53.003; кисть КХФК N2 ТУ 17-15-07-89;тара АЮР 7877-4048,пинцет 92.7872-1374 ОСТ 92-3890-85.
Расход спирто-нефрасовой смеси: 0,002 л/плату (норма расхода 0,05 л/м2, площадь промывки S = 0,0256 м2); расход кисти: 0,023 шт./плату (норма расхода 1,1 шт./м2).
Суммарное оперативное время  = 0,43 мин.
= 0,43 мин.
4. Входной контроль печатной платы: контролировать визуально поверхность печатной платы на отсутствие дефектов (отслоение дорожек, расслоение диэлектрика, непротравы). При наличии дефектов плату отложить в тару с надписью “Брак”. Проверенную плату положить в тару АЮР 7877-4048.
Средства технологического оснащения: стол монтажный СМ-З-10-АС-1; линза 4-х ГОСТ 25076-83. тара АЮР 7877-4048.
Суммарное оперативное время  = 0,207 мин.
= 0,207 мин.
5. Обрезка выводов навесных элементов бокорезами: Обрезать выводы у элементов позиции 9 с помощью бокореза. Длина оставшегося вывода должна быть достаточной для установки и соответствовать карте эскизов.
Средства технологического оснащения: Линейка-150 ГОСТ 427-75; тара АЮР 7877-4048; бокорез 92.7814-1351 ОСТ 92-1032-82; пинцет ППМ 120 РД 107.290.600.034-89.
Суммарное оперативное время  = 0,132 мин.
= 0,132 мин.
6. Лужение выводов ИЭТ. Лудить с помощью пинцета выводы элементов поз. 9 в ванне с предварительным флюсованием. Т.к. при лужении выделяются токсичные вещества, необходимо наличие вытяжной вентиляции.
Средства технологической оснащения: стол монтажный СМ-З-10-AC-1; вытяжной шкаф 2Ш-ИЖ; установка лужения УВЛ-902 92 АЮР 53.009.000, пинцет с теплоотводом АЮР 7814-0005; тара АЮР 7877-4048.
Суммарное оперативное время  = 0,204 мин.
= 0,204 мин.
7. Нанесение паяльной пасты. Извлечь приготовленные печатные платы из тары, установить плату в автомат для нанесения паяльной пасты Motoprint-AVL. Нанести на поверхность печатной платы паяльную пасту ПЛ-111. После нанесения паяльной пасты, извлечь плату из установки.
Средства технологического оснащения: Тара АЮР 7877-4048; трафарет для нанесения паяльной пасты.
Скорость движения ракеля: 10±10 мм/с.
Расход паяльной пасты ПЛ-111: 2,66г/плату.
Суммарное оперативное время = 0,442 мин.
8. Установка поверхностно-монтируемых компонентов. Установить поверхностно-монтируемые компоненты (поз. 2-7, 13-31) по заданной программе на автомате SIPLACE HS-60. Фиксация элементов осуществляется при помощи паяльной пасты ПЛ-111.
Средства технологического оснащения: автомат SIPLACE HS-60, Тара АЮР 7877-4048.
Суммарное оперативное время = 2,125 мин.
9. Контроль установки. Проверить визуально качество сборки компонентов на печатной плате (соответствие типов и номиналов, точность установки на соответствующие контактные площадки, отсутствие замыканий). В случае обнаружения дефектов попытаться их исправить с помощью пинцета ППМ 120 РД 107.290.600.034-89. В случае невозможности устранения дефектов плату отложить в тару АЮР 7877-4048 с надписью “Брак”. Проверенную плату положить в тару АЮР7877-4048.
Средства технологического оснащения: Тара АЮР 7877-4048; пинцет ППМ 120 РД 107.290.600.034-89.
Суммарное оперативное время  = 0,5 мин.
= 0,5 мин.
10. Пайка оплавлением припоя. Извлечь пачку плат с установлеными поверхностно-монтируемыми компонентами из тары и разместить их на ленте транспортера печи Quattro Peak 3.5. Произвести пайку поверхностно-монтируемых компонентов оплавлением. После пайки поместить платы на стол. Поскольку в процессе пайки ИК-оплавлением происходит испарение припоя, установка размещается в отдельном помещении, оборудованном вытяжкой.
Средства технологического оснащения: вытяжной шкаф 2Ш-ИЖ; печь Quattro Peak 3.5; тара АЮР 7877-4048.
Режимы пайки: скорость движения конвейера от 0,2 до 1,8 м/мин, число зон нагрева 5. Время всего процесса пайки 46 с. В течении первых 17 с. обеспечить возрастание температуры с 300С до 1500С, в течение 6 с. со 1500С до 1600С, в течение 15 с. со 1600С до 1950С. В течение последних 8 с. температура падает со 1950С до 1600С.
Суммарное оперативное время = 0,7 мин.
11. Контроль пайки. Контролировать визуально качества пайки (отсутствие смещения компонентов с контактных площадок, непропаев). Годные платы положить в тару АЮР 7877-4048. Дефектные платы отложить в тару АЮР 7877-4048 с надписью “Брак”.
Средства технологического оснащения: печь Quattro Peak 3.5; тара АЮР 7877-4048.
Суммарное оперативное время = 0,207 мин.
12. Установка ИЭТ, монтируемых в отверстия. Установить ИЭТ поз. 9, 12, 32, 33 на автомате JUKI PM 570 по заданной программе.
Средства технологического оснащения: автомат JUKI PM 570; тара АЮР 7877-4048.
Суммарное оперативное время = 0,448 мин.
13. Контроль установки. Контролировать визуально правильность установки ИЭТ, монтируемых в отверстия. В случае обнаружения дефектов попытаться их исправить с помощью пинцета ППМ 120 РД 107.290.600.034-89. В случае невозможности устранения дефектов плату отложить в тару АЮР 7877-4048 с надписью “Брак”.
Средства технологического оснащения: автомат JUKI PM 570, пинцет ППМ 120 РД 107.290.600.034-89, тара АЮР 7877-4048.
Суммарное оперативное время = 0,207 мин.
14. Пайка волной припоя. Извлечь пачку плат с установленными на ней компонентами, монтируемыми в отверстия, из тары и разместить их на ленте транспортера установки Seho 1135-F. После пайки снять плату с конвейера печи и положить ее в тару. Поскольку в процессе пайки волной происходит испарение припоя, установка размещается в отдельном помещении, оборудованном вытяжкой.
Средства технологического оснащения: вытяжной шкаф 2Ш-ИЖ, установка пайки волной припоя Seho 1135-F; тара АЮР7877-4048.
Режимы пайки: скорость движения ленты транспортера 1,0±0,1 м/мин, угол наклона ленты конвейера 6 °, температура припоя в ванне 230 °С.
Суммарное оперативное время  = 0,820 мин.
= 0,820 мин.
15. Контроль пайки. Контролировать визуально качества пайки (отсутствие перемычек, мостиков из припоя, непропаев). Годные платы положить в тару. Дефектные платы отложить в тару АЮР 7877-4048 с надписью “Брак”.
Средства технологического оснащения: установка пайки волной припоя Seho 1135-F; тара АЮР7877-4048.
Суммарное оперативное время = 0,207 мин.
16. Отмывка. Отмыть печатную плату от остатков флюса на установке UNICLEAN II - 500.
Средства технологического оснащения: вытяжной шкаф 2Ш-ИЖ, установка UNICLEAN II - 500; тара АЮР7877-4048.
Температура: 55±10 °С.
Суммарное оперативное время = 0,67 мин.
17. Маркирование. Маркировать согласно МСИ.305000.001 СБ дату изготовления, номер партии печатной платы кистью. Краска БМ, белая, ТУ029-02-859-78, шрифт 2,5 по НО 010.007. Виду наличия паров ЛВЖ необходимо предусмотреть вытяжной шкаф.
Средства технологического оснащения: стол монтажный СМ-З-10-АС-1; тара для краски; тара АЮР7877-4048; трафарет; вытяжной шкаф 2Ш-ИЖ;
Суммарное оперативное время = 0,700 мин.
18. Лакирование. Лакировать печатную плату лаком ФП-525 ТУ 6-10-1653-78 при помощи установке DC2001. Элементы поз. 32, 33 от покрытия лаком предохранить.
Средства технологического оснащения: вытяжной шкаф 2Ш-ИЖ; установка DC2001; тара АЮР 7877-4048; ножницы.
Расход лака: 0,4г/плату (норма 20 г/м2).
Суммарное оперативное время = 0,500 мин.
19. Сушка: Сушить после лакирования в сушильном шкафу УТС 9042.
Средства технологического оснащения: тара АЮР 7877-4048.
Режимы сушки: температура 50 °С.
Суммарное оперативное время = 1 мин.
20. Выходной контроль печатного узла: контроль блока на системе рентгеновского контроля Viscom X8050.
Средства технологического оснащения: Viscom X8050; тара АЮР 7877-4048;
Суммарное оперативное время ТОП = 1 мин.
После контроля печатную уложить в тару и доставить на склад готовой продукции.
Комплект технологической документации на технологический процесс сборки и монтажа блока управления приведен в Приложении
Дата добавления: 2020-12-22; просмотров: 98; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!