Способ закалки рельсов в масле имеет преимущества перед упрочнением в масле.
Во-первых, высокая температура солей предупреждает искривление рельсов, вследствие чего существенно уменьшается холодная правка рельсов.
Во-вторых, в расплаве солей в интервале температур структурных превращений рельсы остывают быстрее, чем в масле, что улучшает прочность, пластичность и вязкость стали.
В-третьих, при этом способе закалки можно изготовлять рельсы из низколегированной стали с прочностью выше 1400 МПа.
Отпадает также необходимость в громоздких отпускных печах, которые используются при закалке рельсов в масле. Рельсы после полного остывания подвергаются холодной правке на роликоправильных машинах и штемпельных прессах.
Перед холодной правкой допускается равномерная общая по всей длине кривизна рельсов в вертикальной и горизонтальной плоскостях со стрелой прогиба не более 1/60 длины рельса.
После холодной правке к рельсу предъявляются требования по ряду показателей.
Маркировка новых рельсов
Для обеспечения контроля за качеством рельсов при их изготовлении, приемке и эксплуатации, для правильной укладки их в путь все новые рельсы на заводах подлежат приемке, сплошному дефектоскопированию и маркировке. Ее выполняют на шейке рельса и в торце во время проката путем клеймения в горячем и холодном состоянии (постоянная маркировка), а так же нанесением красками условных обозначений (временная или дополнительная маркировка).
Основная заводская маркировка указывает соответствие стандартам, а дополнительная - особенности каждого рельса. Все новые рельсы маркируются на заводах, что обеспечивает контроль за качеством рельсов при их изготовлении и эксплуатации.
Заводская маркировка рельсов делается постоянной (клеймение – рисунок 5) и временной (красками).
Рисунок 5 - Маркировка на шейке рельса
Маркировку наносят по длине рельса не менее, чем в четырех местах на рельсах длиной до 25м, не менее, чем в двух местах на рельсах 12,52м.
На одной стороне, на средней линии шейки вдоль каждого рельса выкатываются выпуклые (не менее 1 мм) с плавным переходом к поверхности шейки цифры и буквы высотой от 30 до 40 мм в следующем порядке (рисунок 1):
1. обозначение предприятия-изготовителя (начальная буква названия завода: К — Кузнецкий металлургический комбинат, Т — Нижнетагильский металлургический комбинат); А — завод «Азовсталь» (г. Мориуполь ), Д —Днепровский комбинат (г. Днепродзержинск. Украина).
2. месяца — римскими цифрами
3. год изготовления рельсов
4. тип рельсов;
5. обозначение головного конца стрелкой (острие стрелки указывает на передний конец рельса по ходу прокатки);
6. Дополнительная маркировка:
На шейке каждого рельса, на той же стороне, где выкатаны выпуклые маркировочные знаки, в горячем состоянии клеймением наносят:
· шифр плавки;
· условное обозначение контрольных рельсов;
· условное обозначение термоупроченных рельсов.
Шифр плавки включает:
· обозначение способа выплавки для конвертерного (К) и электропечного (Э) производства стали;
· условное обозначение стали (X — низколегированной, V — микролегированной ванадием, Т – микролегированной титаном);
· обозначение сталеплавильного агрегата и порядковый номер плавки.
Шифр плавки наносят не менее чем в четырех местах по длине рельса (для рельсов длиной до 12,52 м — не менее чем в одном месте), па расстоянии не менее одного метра от торцов. Такие дополнительные маркировочные знаки имеют меньшую высоту (около 12мм) и глубину (0,8—1,5мм). Расстояние между ними составляет около 20—40мм.
Маркировку наносят не менее чем в четырех местах (на рельсах длиной до 12,52 м — не менее чем в двух местах) по длине рельса.
На торец рельса штампованием наносят
· знаки закалки концов рельсов (букву К) — на нижней четверти шейки рельса.
· На каждый принятый рельс на торец головки наносят приемочные клейма:
· ОТК предприятия-изготовителя;
· инспекции путевого хозяйства или другого потребителя по его требованию.
По окончании отделки рельсов на один торец рельса клеймением наносят:
· на торце головки инспекторские клейма — для рельсов I сорта один керн, один знак «Ключ и молоток», один знак «Серп и молот»;
· для рельсов II сорта два керна, два знака «Ключ и молоток»;
· на торце в нижней четверти шейки рельса — знак о закалке рельса К (если закалены только концы рельса) или З (если рельс закален по всей длине);
· на торце выше знака о закалке на шейке наносятся знаки головных и донных рельсов — I (рельс прокатан из головной части слитка) или Х (рельс прокатан из донной части слитка);
· на торец подошвы рельса — номер плавки, повторяя номер плавки, указанный на шейке вдоль рельса.
Заводская маркировка помимо основной, указывающей соответствие рельсов требованиям стандартов, включает и дополнительную, выполняющуюся краской, и отмечающая особенности каждого отдельного рельса (в т. ч. укорочение, сорт и т д.). Для указания особенностей каждого рельса делают дополнительную маркировку рельсов красками.
Маркировку красками наносят:
на торце рельса - обведением контура головки с приемочными клеймами;
на поверхности головки и шейки рельса - поперечной полосой шириной 15 - 30мм на расстоянии 0,5 - 1,0м от торца с приемочными клеймами.
На принятые рельсы 1 сорта наносится маркировка обводкой приёмочных клейм по контуру головки несмываемой краской: голубого цвета у рельсов группы 1; белого цвета у рельсов группы II.
Рельсы I класса обозначаются в верхней четверти рельса поперечной полосой фисташкового цвета, II класса — поперечной желтой полосой.
На рельсах дополнительно указывается закалка. Вдоль «сырого» рельса на головке на расстоянии около 0,5 м от торца наносится полоса шириной около 20 мм голубого (рельсы I группы) или белого (рельсы II группы) цвета.
Закалённый рельс обозначается вдоль рельса на расстоянии около 1 м от торца на шейке поперечной полосой шириной около 20 мм фисташкового цвета, а также вдавленным кольцом диаметром 15.. .20 мм на шейке с обозначением номера плавки.
Рельсы I сорта в торце имеют закрашенную половину шейки и нижнюю часть подошвы красным («сырой» рельс) или зеленым («закаленный» рельс).
На обоих торцах головки рельсов, не соответствующих требованиям стандарта, выбивается по три керна, а торцы их закрашиваются тёмно- синей несмываемой краской.
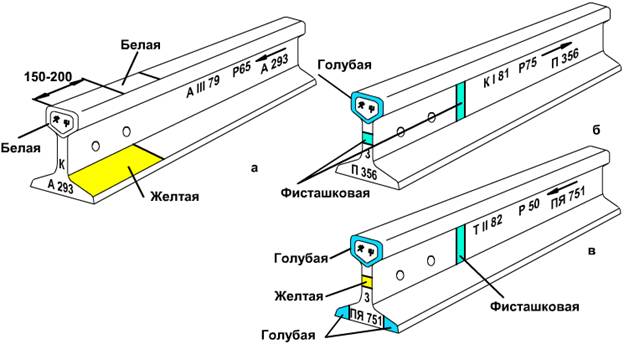
а — рельс типа Р65 изготовленный заводом "Азовсталь" в марте 1979 г. 1 сорта II группы, с закаленными концами, "твердая" плавка А-293;
б — рельс типа Р75 изготовленный Кузнецким металлургическим комбинатом в январе 1981 г., плавка П 356, 1 сорта 1 группы, закаленный по всей длине, по качеству закаливания 1 класса;
в — рельс типа Р50 изготовленный на Нижнетагильском металлургическом комбинате в феврале 1982 г., плавка ПЯ751, 1 сорта 1 группы, закаленный по всей длине, по качеству закалки 2 класса, укороченная на 80 мм для рельса 12,5 м и на 160 мм для 25 м. Стрелкой обозначенный головной конец.
Рисунок 6- Примерная маркировка новых рельсов
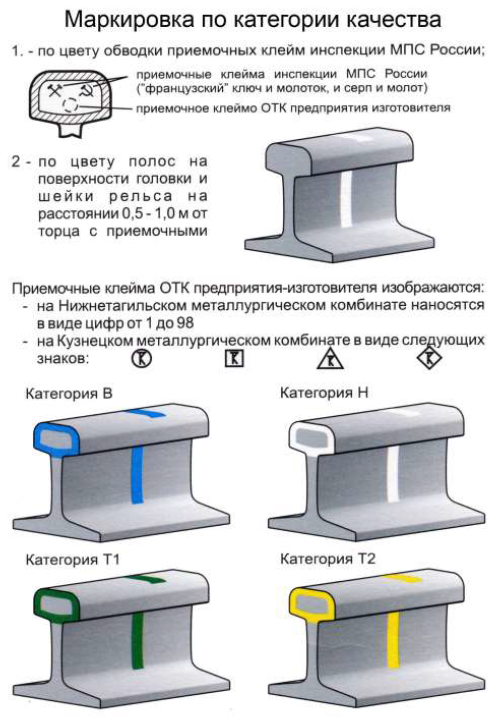


На принятые рельсы наносят маркировку несмываемой краской: на торце рельса — обведением контура головки с приемочными клеймами; на поверхностиголовки и шейки рельса — поперечной полосой шириной15 — 30 мм на расстоянии 0,5 — 1,0 м от торца сприемочными клеймами.
· голубого цвета — на рельсах категории В;
· фисташкового (светло-зеленого) цвета — на рельсах категории Т1
· желтого цвета — на рельсах категории Т2;
· белого цвета — на рельсах категории Н.
Допускается дополнительная маркировка несмываемой краской рельсов разной длины, изготовляемых для стрелочных переводов и других целей. Форму, цвет краски и место нанесения маркировки устанавливают соглашением сторон.
Дата добавления: 2020-11-15; просмотров: 232; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!