Обработка фасонных поверхностей
Фасонными называются поверхности, получаемые вращением криволинейной образующей вокруг оси. Точность выполнения фасонных поверхностей должна соответствовать техническим условиям чертежа по размерам, форме, расположению и шероховатости. .При помощи обтачивания фасонных поверхностей изготавливают такие изделия, как шаровые центры, рукоятки, молотки и маховики.
На токарных станках фасонные поверхности получают разными способами:
1) с использованием ручной и продольной подачи резца относительно заготовки с подгонкой профиля обрабатываемой поверхности по шаблону;
2) обработкой фасонными резцами;
3) с использованием специальных приспособлений и копирных устройств;
С использованием ручной и продольной подачи резца относительно заготовки с подгонкой профиля обрабатываемой поверхности по шаблону.
Этот способ применяется при небольшом числе обрабатываемых заготовок, когда не оправдано применение фасонных резцов и копировальных приспособлений. Способ мало производителен и не обеспечивает высокой чистоты обработки. Требует от токаря высокой квалификации. Деталь, зажатая в патроне или установлена в центрах, обрабатывается проходными резцами, затем продольными проходами детали придается ступенчатая форма, близка к форме заданного профиля, после этого чистовым резцом зачищается поверхность, производится согласованная продольная и поперечная подача в ручную. Правильность контура контролируется шаблоном.
Отработкой фасонными резцами.
Способ производительный, но требует изготовления фасонных резцов, профиль которых соответствует профилю готовой детали. Может применяться для больших партий деталей .Работа производится в ручную с минимальной поперечной подачей и с небольшими числами оборотов. Фасонными резцами могу обрабатывать как наружные ,так и в внутренние поверхности . Фасонными резцами обрабатывают поверхности небольшой длины (до 50 мм).
С использованием специальных приспособлений и копирных устройств.
Способ производителен, обеспечивает высокую точность обработки и чистоту поверхности. Возможна обработка различных фасонных поверхностей.
Копиры могут работать при продольной и поперечной подачах суппорта, устанавливается в задней бабке, на шпинделе.
Копированное приспособление типа конусной линейки, предназначен для обточки и расточки наружных.
Отделка поверхностей
С целью улучшения качества поверхности или повышения точности деталей на токарных станках могут выполняться следующие отделочные операции: полирование абразивной шкуркой, притирка (доводка) поверхностей, обкатка наружных поверхностей и раскатка отверстий роликами или шариками, а также накатка.
Полирование применяют для улучшения качества предварительно обработанной на токарном станке поверхности детали. Полирование производится на токарных станках при помощи наждачной шкурки.

Рисунок 8-Полирование деталей:
а – наждачной бумагой, б – при помощи жимком
Полирование производится значительно быстрее при помощи жимки. В жимки закладывают наждачную шкурку или засыпают наждачный порошок. Рекомендуется смазать полируемую поверхность машинным маслом или смешать с маслом порошок, тогда поверхность получается более блестящей.
Применение жимков устраняет опасность повреждения рук токаря и захвата рукава вращающейся деталью, хомутиком или патроном.
Полирование желательно вести с использованием смазочно-охлаждающей жидкости. Окончательное полирование выполняется шкуркой, натертой мелом.
Доводка или притирка применяется для окончательной обработки наружных и внутренних цилиндрических и конических, фасонных и плоских поверхностей деталей с целью получить точные размеры и высокое качество (чистоту) поверхности или герметичность соединения.
Доводка наружных цилиндрических поверхностей производится чугунными, медными, бронзовыми или свинцовыми втулками (притирами), выточенными по размеру обрабатываемой детали. С одной стороны втулка разрезана.
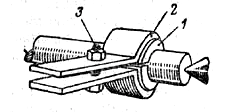
Рисунок9-Доводка наружной цилиндрической поверхности
Припуск на доводку оставляют порядка 5—20 мк (0,005— 0,020 мм) на диаметр. Скорость вращения детали при доводке — от 10 до 20 м/мин; чем чище должна быть обработанная поверхность, тем ниже должна быть скорость.
Доводка отверстий производится чугунными или медными втулками (притирами), также разрезанными с одной стороны, тем ниже должна быть скорость.
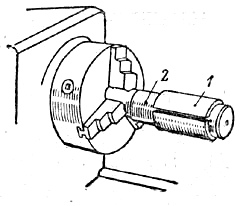
Рисунок10- Оправка с втулкой для доводки отверстий
Накатыванием создается на поверхностях некоторых деталей (ручках, головках винтов и т. д.) специально предусмотренная шероховатость в виде рифлений определенного узора.

Рисунок11-Накатывание
Накатывание выполняется накатками, состоящими из накатного ролика и державки.
Заключение
Целью учебно-производственной практики на АО КумАПП является закрепление полученных теоретических знаний и получение новых навыков.
За время прохождения практики нами были решены следующие задачи:
1. Закрепление и углубление знаний в области производства технологических процессов, оборудования, оснастки, средств контроля , организации производства, охраны труда и окружающей среды;
2. Приобретение практических навыков и умения токаря револьверщика
3. Изучение технологических процессов контроля деталей и приобретение навыков работы с контрольно-измерительными приборами;
4. Накопление материалов по технологической практике для выполнения курсовых проектов и других заданий в процессе дальнейшего обучения;
5. Приобретение опыта общения в трудовом коллективе.
Дата добавления: 2020-04-25; просмотров: 280; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!