Сварочные напряжения и деформации
Сварка, как и другие процессы обработки металлов (литье, прокатка, штамповка, термическая обработка), вызывает в изделиях собственные напряжения. Собственными напряжениями называют напряжения, которые существуют в изделии без приложения внешних сил. Собственные напряжения различаются: по времени существования, характеру распределения, объему изделия и направлению в пространстве.
По первому признаку собственные напряжения возникают в изделиях при неравномерном нагревании. Если при этом напряжения в любом объеме изделия не превысят предела упругости, они исчезают после охлаждения изделия. Остаточные напряжения остаются в изделии после исчезновения вызвавшей их причины. Эти напряжения также возникают при сварке вследствие неравномерного нагрева изделия. Однако на отдельных участках изделия должны быть термопластические деформации или структурные превращения. Эти необратимые пластические деформации или структурные превращения, сопровождающиеся изменением удельных объемов, при сварке в большинстве случаев бывают в околошовной зоне и в шве.
По второму признаку собственные сварочные напряжения классифицируются в зависимости от величины объема, в котором они уравновешиваются.
Расчетными инженерными напряжениями являются напряжения первого рода, Особенности этих напряжений, механизм их возникновения и влияние на прочность сварных конструкций изучены достаточно полно. В дальнейшем при рассмотрении вопросов сварочных напряжений речь будет идти только о напряжениях первого рода.
Возникающие в процессе сварки деформации заготовки требуют назначения повышенных припусков на механическую обработку.
Очень опасно искажение геометрических сечений элементов и конструкции в целом в результате сварочных деформаций. Это явление может привести к появлению неучтенных напряжений при эксплуатации конструкции и выходу ее из строя. Искажение формы трубопроводов и других изделий может существенно изменить эксплуатационные характеристики сварного изделия. И, наконец, остаточные деформации ухудшают внешний вид изделия.
Снятие остаточных сварочных напряжений с целью повышения прочности и долговечности сварных конструкций должно подтверждаться действительной необходимостью операции, так как во многих случаях остаточные сварочные напряжения не влияют на прочность сварных конструкций.
Метод проковки швов также устраняет одновременно остаточные напряжения и деформации. Более эффективна проковка швов в горячем состоянии.
Возникновение остаточных сварочных напряжений можно предотвратить снижением степени неравномерности нагрева изделия при сварке. Поэтому стремятся выбрать режим, обеспечивающий наиболее равномерный нагрев изделия по поперечному сечению, а также применяют сопутствующий подогрев.
Методы предотвращения и устранения сварочных деформаций
Деформации сварных конструкций можно условно подразделить на следующие виды.
Продольное укорочение является следствием продольной усадки шва и околошовной зоны.
Поперечное укорочение обусловлено поперечной усадкой шва и околошовной зоны. Оба вида деформации образуются при симметричном наложении сварных швов.
Деформация изгиба конструкции возникает в случае неисмметричного расположения швов относительно центра тяжести сечения.
Деформация изгиба определяется стрелой прогиба (рисунок 6.9, а, б).
Скручивание (рисунок 6.9, в) имеет место при сварке двутавровых, коробчатых и иного сечения балок значительной длины. Деформация этого вида образуется вследствие неодновременности наложения поясных швов, разной жесткости сечения по осям симметрии наличия полей остаточных напряжений в элементах конструкции до сварки.
Выпучины и волнистость (рисунок 6.10) образуются в листовых конструкциях в результате возникновения остаточных напряжений сжатия и потери устойчивости листов.
Угловые деформации возникают в результате поперечной усадки сварных швов и зон, в которых в процессе нагрева имели место пластические деформации обжатия. В листах (рисунок 6.9, б), угловые деформации имеют место при неполном проплавлении толщины. При полном проплавлении толщины угловые деформации незначительны или полностью отсутствуют.
В двутавровых и тавровых сварных соединениях угловая деформация приводит к так называемой грибовидности полок. Величина угловой деформации оценивается величиной угла (рисунок 6.9).
Деформация сварных конструкций имеют, как правило, сложный характер. Так, в сварных тавровых и двутавровых балках имеют место поперечные и продольные укорочения, продольный изгиб, угловые деформации (грибовидность полок).

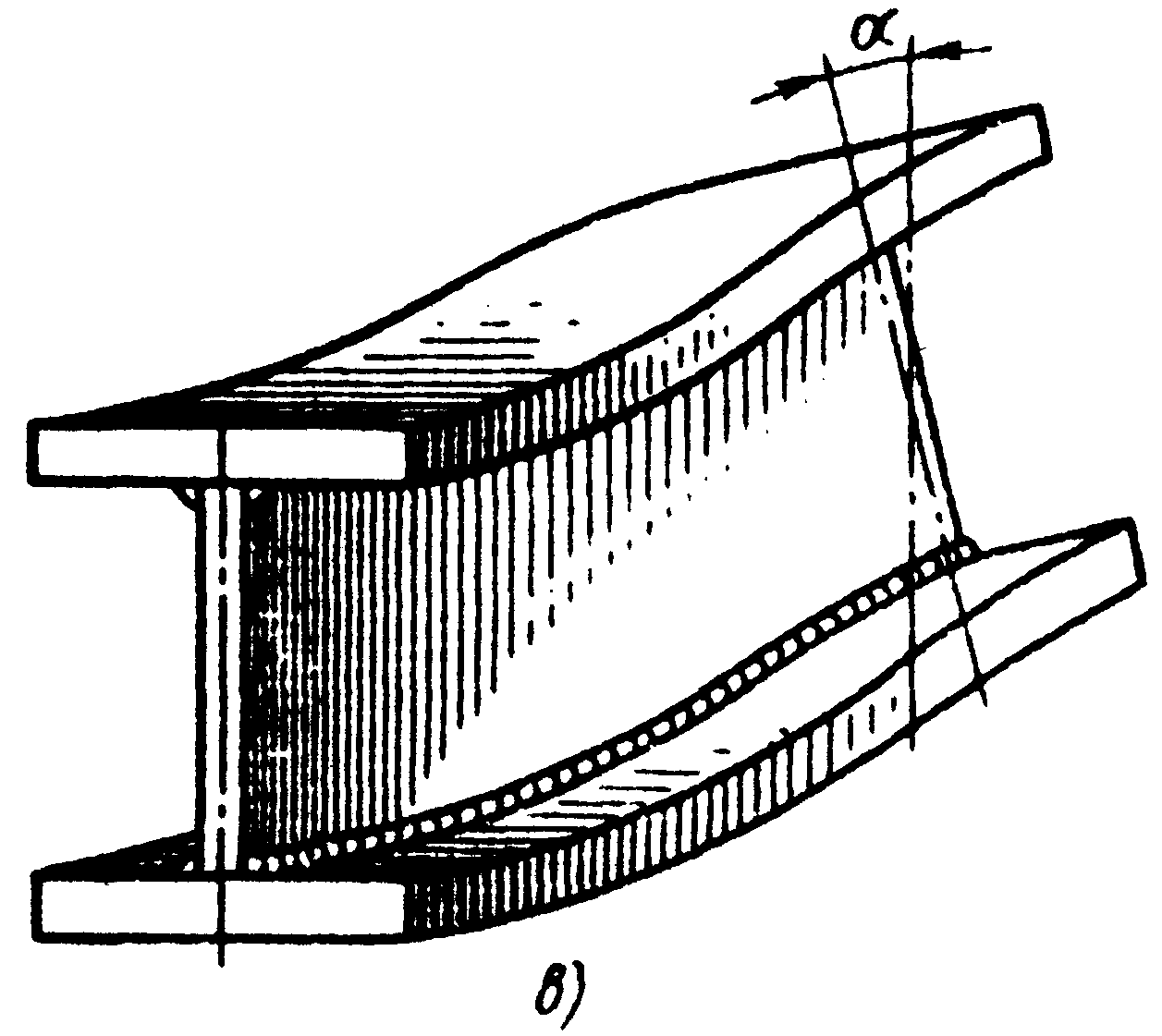
Рисунок 6.9 - Остаточные деформации изгиба сварных тавровых балок (а), изгиба листов (б) и скручивания двутавровой сварной балки (в)
При сварке листов встык также развиваются деформации продольного и поперечного ускорения, продольный изгиб, угловые деформации и т. д Деформации сварных составных конструкций (тавровые и двутавровые балки и т.д.) определяются в основном деформацией наиболее жестких элементов конструкции. Например, деформация продольного изгиба при сварке тавры с нормальной толщиной полки определяется деформацией стенки, при сварке тавра с увеличенной толщиной полки – деформацией полки (см. рисунок 1а). При варке листов разной ширины встык деформация соединения будет определяться деформацией более широкого и более жесткого листа (рисунок 6.11).
Мероприятия по уменьшению сварочных деформаций можно разделить на три группы: конструктивные, технологические, проводимые в процессе сварки, и технологические, проводимые после сварки. Первая и вторая группы мероприятий имеют целью предотвращение возникновения деформаций, третья группа направлена а устранение возникших деформаций в готовых изделиях.

Рисунок 6.10 - Местные остаточные деформации:
а –выпучивание листов; б – волнистость пояса сварной тавровой балки.
Конструктивные мероприятия заключаются в следующем:
сечения сварных швов назначают минимальными (по условиям прочности). Увеличение сечения швов ведет к увеличению объемов, в которых протекают пластические деформации;
швы необходимо располагать, возможно ближе к оси, проходящей через центр тяжести сечения. Каждую пару параллельных швов располагают симметрично относительно оси, проходящей через центр тяжести сечения;
для уравновешивания деформаций припуски деталей на усадку должны быть равны усадке с тем, чтобы размеры конструкции после сварки соответствовали проектным; для уменьшения угловой деформации угол раскрытия V-образной разделки должен быть минимальным;
в пространственно развитых конструкциях коробчатого сечения для предотвращения потери устойчивости элементов и образования выпучин целесообразно применять вспомогательные элементы в виде ребер жесткости, диафрагм, косынок, распоров
необходимо предусмотреть возможность использования зажимных сборочно-сварных приспособлений;
число швов в конструкции должно быть по возможности минимальным.


Рисунок 6.11 - Остаточная деформация изгиба при сварке двух листов разной ширины встык

Рисунок 6.12 - Схема обратной деформации при тавровой балки.
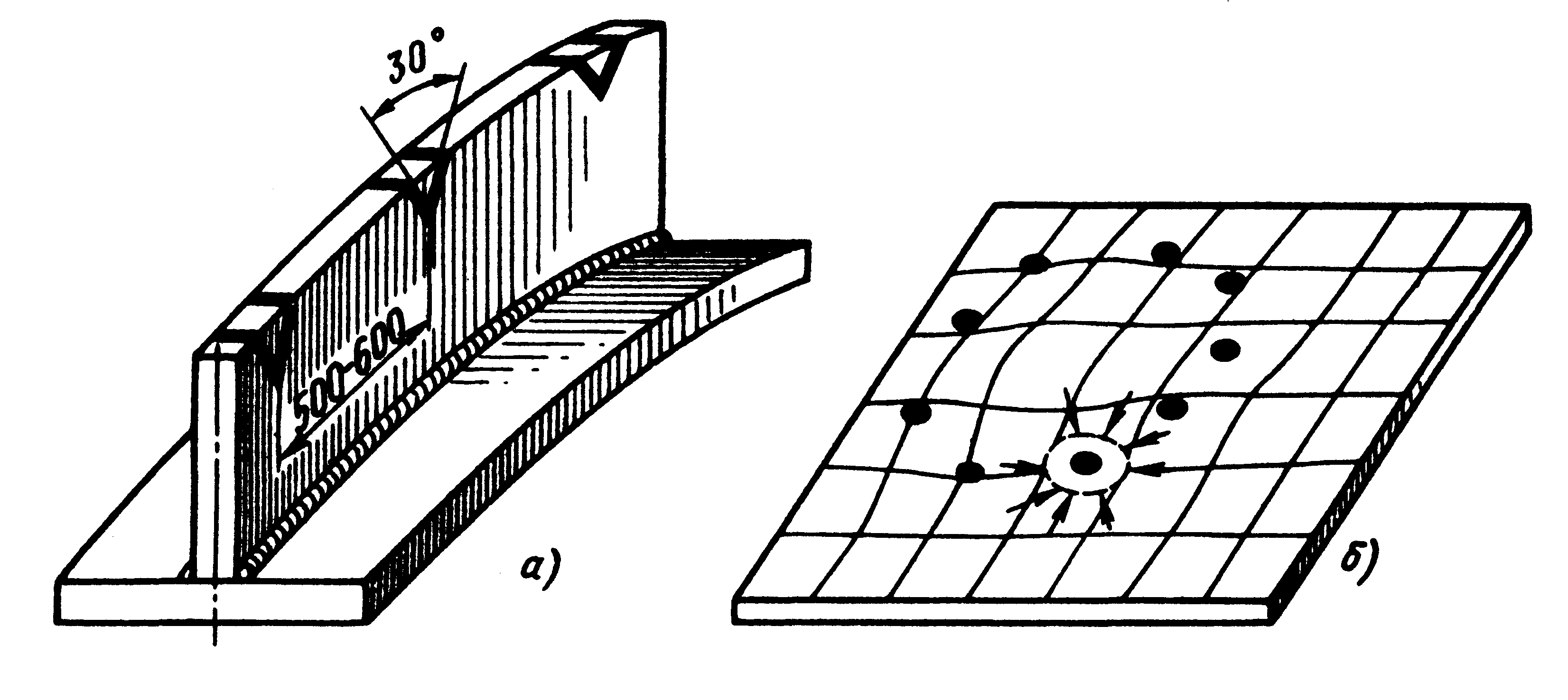
Рисунок 6.13 - Схема правки нагревом (размеры указаны в мм):
а – тавровой балки; б – выпучин листа.
Наиболее важные технологические меры предотвращения возникновения сварочных напряжений следующие:
назначение оптимального режима сварки, с тем чтобы зона разогрева деталей была минимальной;
правильный порядок выполнения швов; деформация, образующаяся после наложения первого шва, должна компенсироваться обратной деформацией после наложения последующего шва;
при выполнении швов большей протяженности использовать обратно-ступенчатый способ сварки;
проковка швов в процессе сварки. При выполнении многослойных швов последний шов проковывать не рекомендуется во избежание появления трещин;
применение способа обратных деформаций (рисунок 6.12). Способ заключается в придании свариваемым элементам деформации в сторону, обратную ожидаемой. Величину и направление действительных деформаций определяют предварительно опытным путем.
Для устранения остаточных деформаций применяют холодную и горячую правку изделий. Холодная правка основана на растяжении укороченных элементов сварных изделий до проектных размеров. В процессе холодной правки происходит пластическое деформирование растягиваемых волокон, что вызывает наклеп и перераспределение полей остаточных напряжений. Необходимо учитывать, что чрезмерная деформация может вызвать появление в металле трещин, что для конструкций недопустимо. Наклеп, вызванный пластической деформацией, увеличивает склонность металла к хрупкому разрушению. Холодную правку выполняют с помощью прессов, домкратов, вальцов или вручную кузнечным инструментом.
Горячую правку выполняют с помощью электрического или газового нагрева. Этим способом можно устранить искривление сварных элементов, а также выпучины в листовых конструкциях.
Кислородная резка
По назначению кислородную резку делят на разделительную и поверхностную. Разделительная резка предназначена для вырезки заготовок, раскроя листов и выполнения других работ, связанных с резкой металла на несколько частей. Поверхностная резка предназначена для разделки канавок на металле, удаления поверхностных дефектов на отливках, прокате и сварных швах, удаления головок заклепок, снятия поверхностного слоя металла и ряда других работ.
По способу выполнения кислородную резку делят на ручную и машинную. Ручную резку выполняют специальным резаком, машинную – на специальных газорезательных полуавтоматах и автоматах.
Кислородная резка основана на сгорании металла в струе технически чистого кислорода. Металл при резке нагревают пламенем, которое образуется при сгорании какого-либо горючего газа в кислороде. В некоторых случаях в качестве горючего газа используют пары керосина или бензина. Кислород, сжигающий нагретый металл, называют режущим. В процессе резки струю режущего кислорода подают к месту реза отдельно от кислорода, идущего на образование горючей смеси для подогрева металла. Касаясь нагретого металла, режущая струя кислорода интенсивно окисляет и сжигает его верхние слои. Процесс окисления верхних слоев металла сопровождается выделением большого количества тепла, которое идет на прогрев нижних слоев металла. Процесс сгорания разрезаемого металла распространяется на всю толщину, образующиеся окислы выдуваются из места реза струей режущего кислорода.
Металл, подвергаемый резке кислородом, должен удовлетворять следующим требованиям: температура воспламенения металла в кислороде должна быть ниже температуры его плавления, окислы металла должны иметь температуру плавления ниже, чем температура плавления самого металла, и обладать хорошей жидкотекучестью, металл не должен иметь высокой теплопроводности. Медь, алюминий и их сплавы, а также чугун не удовлетворяют этим требованиям и не поддаются кислородной резке. Хорошо поддаются резке низкоуглеродистые стали. Среднеуглеродистые и высокоуглеродистые стали также достаточно хорошо режутся, однако в некоторых случаях нужен предварительный их подогрев.
Дата добавления: 2020-04-25; просмотров: 793; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!