Технология выполнения шва и режимы сварки
Перед зажиганием (возбуждением) дуги следует установить необходимую силу сварочного тока, которая зависит от марки электрода, типа сварного соединения, положение шва в пространстве в и др.
Зажигание (возбуждение) производится двумя способами (рисунок 3.7). При первом способе электрод подводят перпендикулярно к месту начала сварки и после сравнительно легкого прикосновения к изделию отводят вверх на расстояние 2¸5 мм. Второй способ напоминает процесс зажигания спички.
При обрыве дуги повторное зажигание ее осуществляется впереди кратера на основном металле с возвратом к наплавленному металлу для вывода на поверхность загрязнений, скопившихся в кратере. После этого сварку ведут в нужном направлении.
Применение того или иного способа зажигания дуги зависит от
условий сварки и от навыка сварщика.
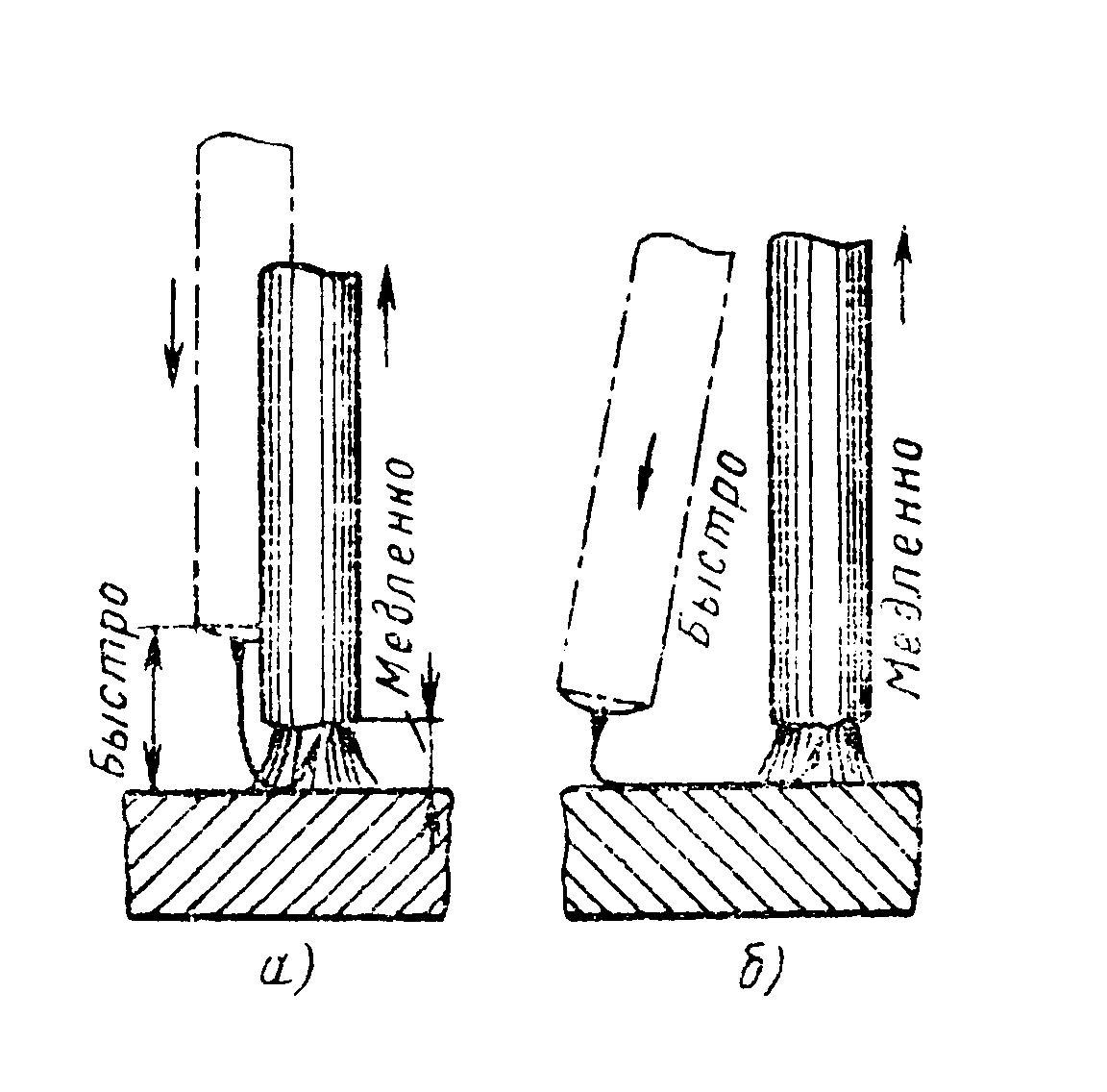
Рисунок 6.1 - Схемы зажигания сварочной дуги:прикосновением электрода в точке
Положение электрода зависит от положения шва в пространстве. Различают следующие положения швов (рисунок 6.2): нижнее 1, вертикальное и горизонтальное на вертикальной плоскости 2, потолочное 3. Сварку вертикальных швов можно выполнять сверху вниз и снизу вверх. Схема сварки вертикальных швов показана на рисунке 6.3.
При сварке в нижнем положении электрод имеет наклон от вертикали в сторону направления сварки (рисунок 3.10, а). Перемещение электрода при сварке может осуществляется способами «от себя» (рисунок 3.10, б) и «к себе» (рисунок 3.10, в).
|
|
|
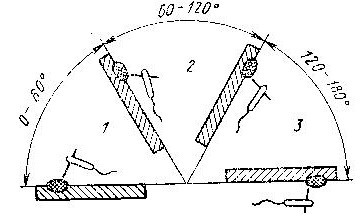
Рисунок 6.2 - Расположение сварного шва в пространстве:
1- нижнее; 2- вертикальное или горизонтальное; 3- потолочное
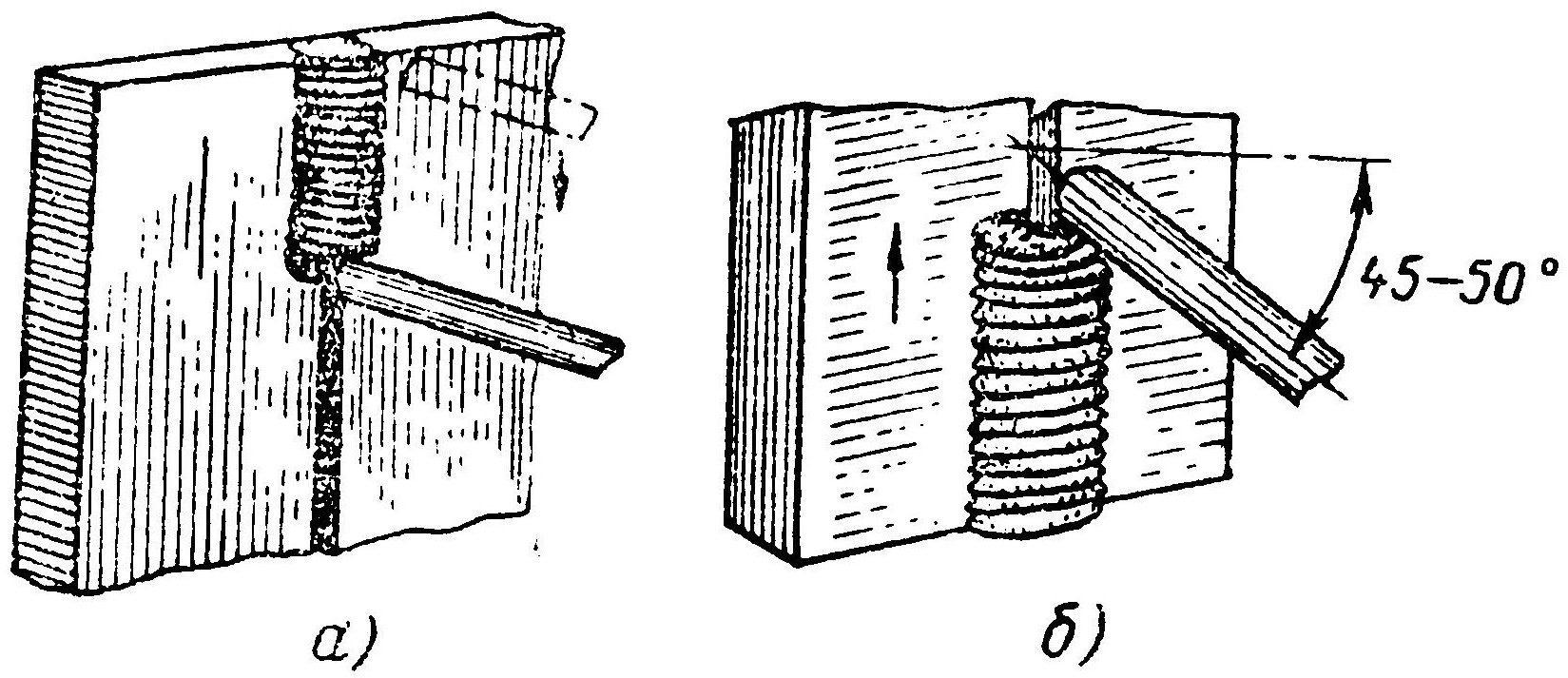
Рисунок 6.3 - Схемы сварки вертикальных швов:
а) сверху вниз; б) снизу вверх
При отсутствии поперечных колебательных движений конца электрода ширина валика равна (0,8-1,5) d электрода. Такие швы (или валики) называют узкими, или ниточными. Их применяют при сварке тонкого металла и при наложении первого слоя в многослойном шве.
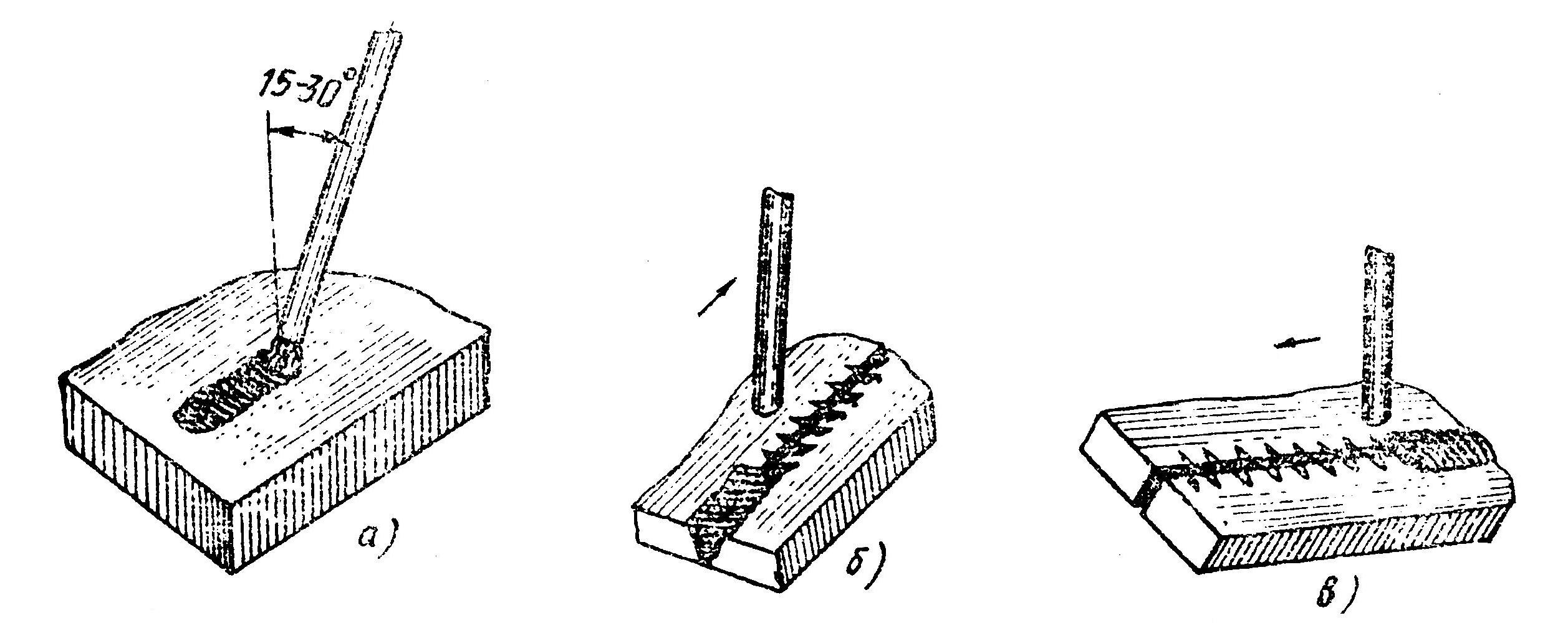
Рисунок 6.4 - Перемещение электрода при сварке:
а) в нижнее положение; б) «от себя» в) «к себе».
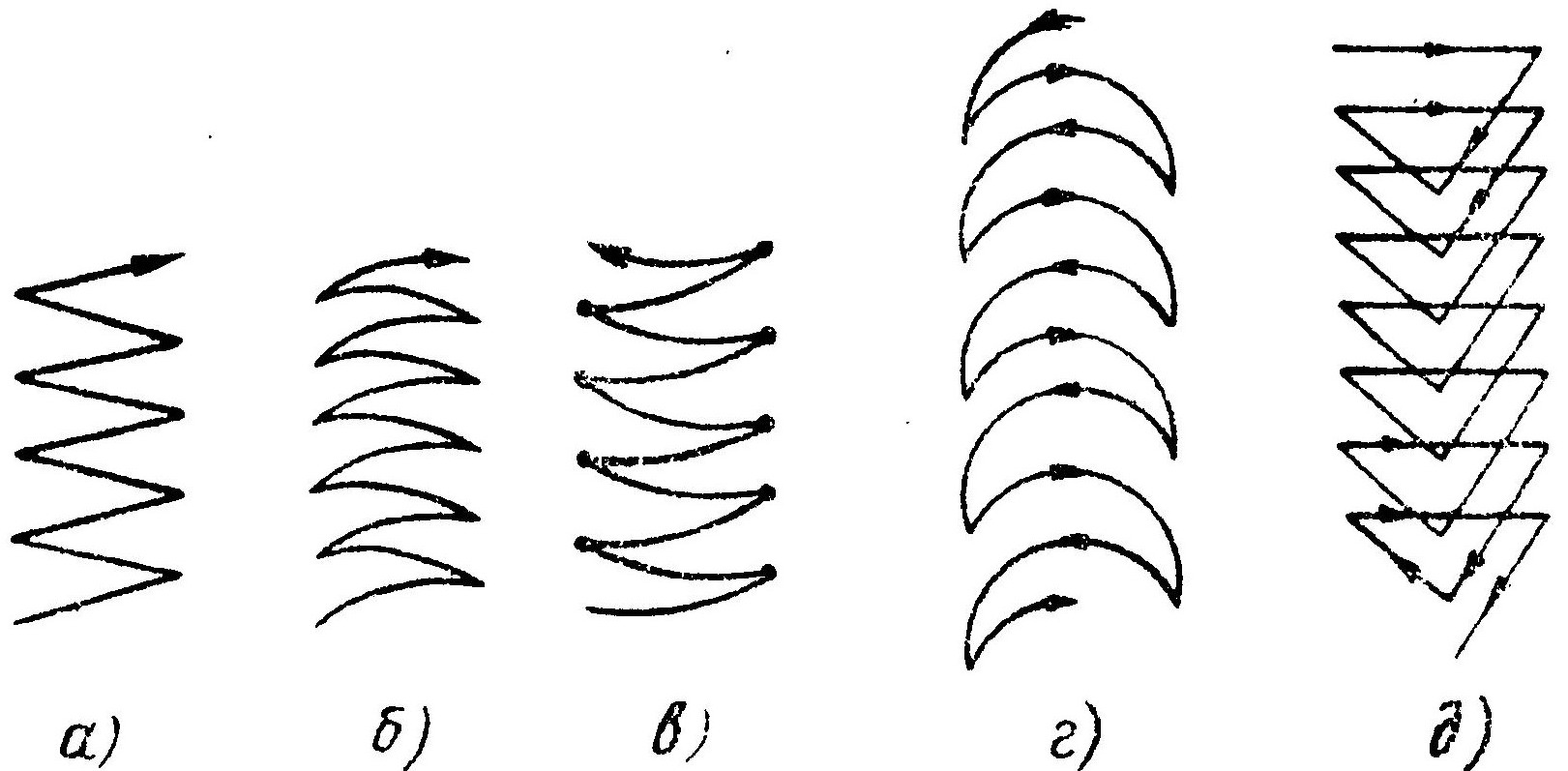
Получение средних швов (или валиков), ширина которых обычно не более (2 - 4) электрода, возможно за счет колебательных движений конца электрода. Основные варианты колебательных движений конца электрода показаны на рис. 6.5. Движения, не способствующие усиленному прогреву свариваемых кромок, показаны на рисунке 6.5,а -б; способствующие усиленному прогреву обеих свариваемых кромок — на рис. 5, в — ж; способствующие усиленному прогреву одной кромки — на рис. 6.5, з - и; способствующие прогреву корня шва - на рисунке 6.5, к.
|
|
|
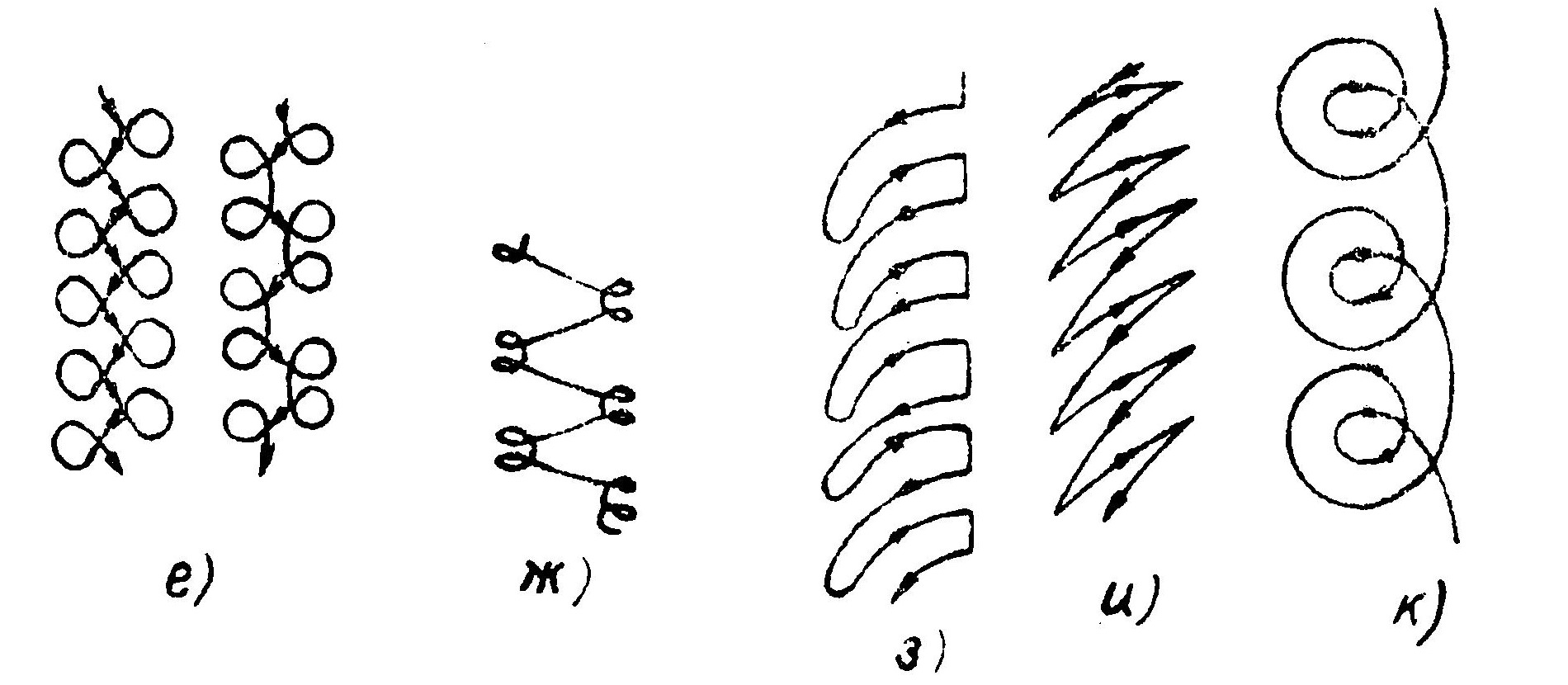
Рисунок 6.5 - Основные виды траекторий поперечных движений работ
В зависимости от длины различают короткие (250 — 300 мм), средние (350-1000 мм) и длинные (более 1000 мм) швы (рисунок 6.6). Порядок выполнения длинных швов показан на рисунке 6.6, в. Шов выполняют короткими отрезками.
В зависимости от размеров сечения швы выполняют однопроходными или однослойными, многопроходными или многослойными (рисунок 6.7). Однопроходная сварка производительна и экономична, но металл шва недостаточно пластичен вследствие грубой столбчатой структуры металла шва и увеличенной зоны перегрева. В случае многослойной сварки каждый нижележащий валик проходит термическую обработку при наложении последующего валика, что позволяет получить измельченную структуру металла шва и соответственно повышенные механические свойства шва и сварочного соединения.
Расположение слоев (1-5)при многослойной сварке бывает трех видов наложения (рисунок 6.7); последовательное каждого слоя по всей длине шва, «каскадным» способом и способом «горки». Оба последних способа применяют при сварке металла значительной толщины (более 20-25 мм). При выполнении многослойных швов особое внимание следует уделять качественному выполнению первого слоя в корне шва. Провар корня шва определяет прочность всего многослойного шва.
|
|
|
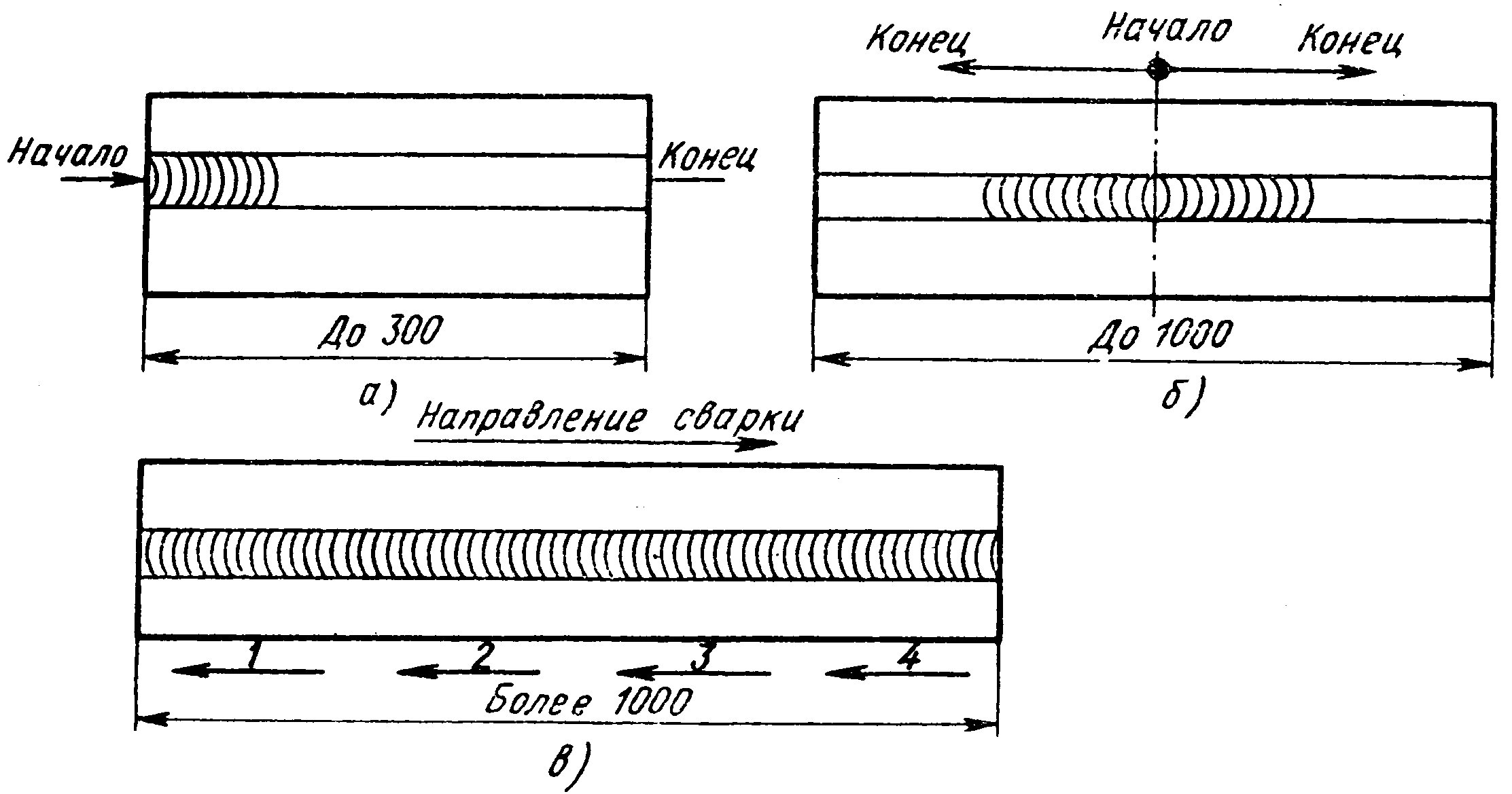
Рисунок 6.6 - Выполнение шва в зависимости от его длины:
а — на проход; б — от середины к краям; в — обратно - ступенчатым способом.

Рисунок 6.7 - Схемы сварного шва:
а — однопроходный; б — многослойный; в — многопроходный.
Рисунок 6.8 - Схемы многослойной сварки:
а - последовательное наложение; б - «каскадный» метод; в - метод «горки»
Дата добавления: 2020-04-25; просмотров: 318; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!