Выбор типа и технологической схемы штампа
Штампы для холодной листовой штамповки могут быть классифицированы по 3-м признакам: технологическому (роду и совмещённости операций); конструкционному (способу направления верхней и нижней плит); эксплуатационному (способу подачи заготовки и удаления деталей и отходов).
По технологическому признаку штампы разделяются на типовые группы по роду выполняемых операций, например вырубные, гибочные, вытяжные и т.д.
По совмещённости операций штампы разделяются на простые (однооперационные) и комбинированные (многооперационные), выполняющие одновременно несколько операций. Однооперационные штампы следует применять лишь в мелкосерийном производстве или в случае невозможности технологического объединения операций. Комбинированные штампы подразделяются по характеру совмещения операций (переходов) во времени на:
1. Штампы последовательного действия, в которых изготовление детали производится за несколько переходов различными пуансонами, при последовательном перемещении заготовки;
2. Штампы совмещённого действия, в которых изготовление детали производится за один ход пресса концентрированно расположенными пуансонами при неизменном положении заготовки;
3. Штампы последовательно-совмещённого действия, в которых изготовление детали производится путём сочетания последовательной и совмещённой штамповки.
По конструктивному признаку штампы разделяются на две группы: штампы без направления и штампы с направляющими устройствами. Подразделение по способу направления относится к технологически различным типам штампов: вырубным, вытяжным, гибочным, а также комбинированным. Количество отдельных пуансонов может быть различно в зависимости от конструкции и технологии изготовления детали. Штампы без направляющих более просты в изготовлении и имеют малые массу и габаритные размеры, но не удобны при установке, не безопасны в эксплуатации и обладают невысокой стойкостью. Штампы без направляющих применяются только в мелкосерийном и опытном производстве. Штампы с направляющими просты и надёжны в эксплуатации, удобны при установке, обладают повышенной стойкостью, но более сложны в изготовлении. Применяются в серийном, крупносерийном и массовом производстве. Наибольшее распространение получили штампы с направляющими колонками, которые в большинстве случаев снабжаются неподвижным или подвижным съёмником.
|
|
|
По эксплуатационному признаку, определяемому способами и приёмами работ, штампы различаются: по способу подачи и установки заготовок; по способу удаления деталей; по способу удаления отходов.
По способу подачи и установки заготовок различают штампы с ручной подачей и штампы с автоматической подачей, являющейся принадлежностью штампа или пресса. Штампы с ручной подачей отличаются один от другого лишь конструкцией применяемого упора или фиксатора, а штампы с автоматической подачей различаются по типу подачи ленты или штучных заготовок.
|
|
|
По способу удаления деталей различают следующие типы штампов: с провалом через отверстие матрицы; с обратной вставкой в ленту и удаление вместе с ней; с обратным выталкиванием на поверхность штампа и ручным удалением; с обратным выталкиванием и автоматическим удалением. Обратное выталкивание осуществляется от пружин выбрасывателя или выталкивателя, от буфера или от пресса. Эти различия по способу удаления деталей одновременно являются и конструктивными, т.к. в значительной степени определяют конструкцию штампов.
Исходя из приведенной выше классификации, выбираем следующие типы и технологические схемы штампов:
1-я операция. Комбинированный штамп (компаунд) совмещенного действия, с направляющими колонками, с ручной подачей заготовки (полосы), с обратным выталкиванием детали на поверхность штампа и ручным удалением, с удалением отхода на провал.
|
|
|
2-я операция. Формовочный штамп простого действия, с направляющими колонками, с ручной подачей штучной заготовки (пинцетом), с обратным выталкиванием детали на поверхность штампа и ручным удалением.
3-я операция. Формовочный штамп простого действия, с направляющими колонками, с ручной подачей штучной заготовки (пинцетом), с обратным выталкиванием детали на поверхность штампа и ручным удалением.
4-я операция. Комбинированный штамп совмещенного действия, с направляющими колонками, с ручной подачей штучной заготовки (пинцетом), с обратным выталкиванием детали на поверхность штампа и ручным удалением, с удалением отхода частично на провал, частично со съемом отхода с пуансона на поверхность штампа и последующим удалением вручную.
5-я операция. Комбинированный штамп совмещенного действия, с направляющими колонками, с ручной подачей штучной заготовки (пинцетом), с обратным выталкиванием детали на поверхность штампа и ручным удалением.
Описание конструкции штампов
Чертежи штампов представлены на листах №3 - №7 графической части дипломного проекта.
Комбинированный штамп совмещенного действия для первой операции представлен на рис.3.1.
|
|
|
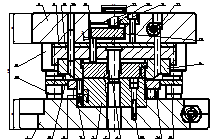
Рис.3.1. Чертеж штампа для первой операции.
Исходной заготовкой является полоса 130×1000мм толщиной 0.7мм. На данной операции из полосы вырубается круг диаметром 125мм, в котором пробивается отверстие диаметром 22мм. Полос подается в штамп справа-налево до упора 5, после чего одновременно пуансоном 4 пробивается отверстие диаметром 22мм, а пуансоном 3 вырубается круг диаметром 125мм. При ходе ползуна пресса вверх заготовка выталкивается из матрицы на поверхность штампа выталкивателем 7, работающим от толкателя пресса через промежуточный толкатель 18 и траверсу 13.
Формовочный штамп простого действия для второй операции представлен на рис.3.2. Заготовка укладывается на прижим 4, фиксация и центрирование осуществляется с помощью фиксатора 11. При ходе ползуна пресса вниз, заготовка вначале зажимается между нижним прижимом 4 и верхним 6, после чего происходит дальнейшее сближении половин штампа и окончательная формовка заготовки. При ходе верхней половины штампа вверх деталь выталкивается из формовочной матрицы 8 с помощью выталкивателя 6, работающего от пружины 10. Окончательно деталь остается висеть на прижиме 4, что облегчает ее удаление.
Формовочный штамп простого действия для третьей операции представлен на рис.3.3. Заготовка укладывается на прижим 5, фиксация и центрирование осуществляется с помощью фиксатора 15. При ходе ползуна пресса вниз, заготовка вначале зажимается между нижним прижимом 5 и верхним 6, после чего происходит дальнейшее сближении половин штампа и окончательная формовка заготовки. При ходе верхней половины штампа вверх, деталь снимается с прижима 6 отлипателем 14, работающего от пружины 11. Окончательно деталь остается висеть на прижиме 5, что облегчает ее удаление.
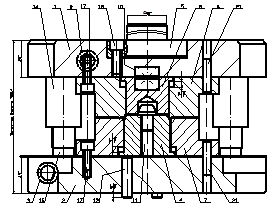
Рис.3.2. Чертеж штампа для второй операции.
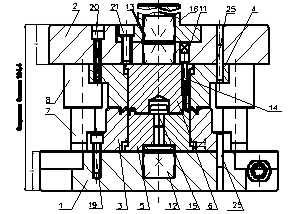
Рис.3.3. Чертеж штампа для третьей операции.
Комбинированный штамп совмещенного действия для четвертой операции представлен на рис.3.4. На этой операции происходит обрезка детали по контуру на диаметр 110.4 мм, а также пробивка 8-ми отверстий диаметром 3 мм. Заготовка укладывается на пуансон-матрицу 4, фиксация и центрирование осуществляется с помощью фиксатора 5. При ходе ползуна пресса вниз, заготовка вначале зажимается между нижней матрицей 4и верхним прижимом 6, после чего происходит дальнейшее сближении половин штампа, пробивка отверстий с одновременной вырубкой по контуру. При ходе верхней половины штампа вверх, деталь выталкивается из матрицы выталкивателем 6 на поверхность штампа, отход в виде кольцевого ободка снимается с пуансона 4 съемником 21, а отход от пробивки отверстий удаляется на провал.

Рис.3.4. Чертеж штампа для четвертой операции.
Комбинированный штамп совмещенного действия для пятой операции представлен на рис.3.5. На этой операции происходит формовка центральной части детали, а также отбортовка краев детали для последующей завальцовки при сборке. Заготовка укладывается на прижим 4, фиксация и центрирование осуществляется с помощью фиксатора 15. При ходе ползуна пресса вниз, вначале формуется центральная часть заготовки между прижимами 4 и 6, затем при дальнейшем ходе пуансона происходит отбортовка края детали вокруг пуансона 5. При ходе верхней половины штампа вверх, деталь выталкивается из матрицы выталкивателем 6, а с выталкивателя 6 снимается съемником 14 и падает на поверхность штампа, откуда удаляется пинцетом.
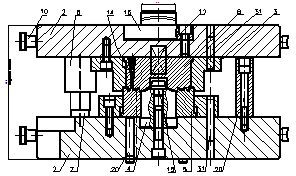
Рис.3.5. Чертеж штампа для пятой операции.
Дата добавления: 2019-07-15; просмотров: 226; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!