Структура технологических процессов
В связи с многообразием продукции деревоперерабатывающие производства характеризуются большим числом различных технологических процессов, включающих механическую обработку древесины резанием и давлением, гидро- и пьезотермическую обработку, склеивание и др. Ряд процессов сопровождается сложными физико-химическими превращениями [17].
Каждое производство может быть представлено совокупностью стадий обработки (Рис. 6) и технологических операций (Рис. 9), направленных на получение конечного продукта.
Производство сухих строганых пиломатериалов может включать следующие технологические операции:
1. Окорку сырья;
2. Раскрой пиловочника на пиломатериалы;
3. Снятие обзола у необрезных пиломатериалов;
4. Торцевание пиломатериалов;
5. Сушку пиломатериалов;
6. Предварительное фрезерование пласти;
7. Строгание (обработка в размер по сечению, выполняемая либо цилиндрическим, либо торцовым фрезерованием);
8. Защитную обработку древесины (антисептирование, антипирерова-ние).
Чем больше набор операций и глубже переработка древесного сырья, тем выше рентабельность производства.
Производство фанеры может быть представлено следующими операциями:
1. Гидротермическая обработка сырья;
2. Окорка сырья;
3. Разделка сырья на чураки;
4. Лущение древесины;
5. Рубка шпона;
6. Сушка шпона;
7. Сортировка шпона;
8. Починка шпона;
9. Ребросклеивание шпона;
|
|
|
10. Нанесение клея на шпон;
11. Подготовка шпона с нанесенным клеем к склеиванию;
12. Сборка пакетов;
13. Склеивание шпона;
14. Кондиционирование фанеры;
15. Обрезка фанеры;
16. Шлифование фанеры;
17. Сортирование фанеры;
18. Облагораживание фанеры.

Рис. 6 Структура технологического процесса производства сухих строганных пиломатериалов из цельной древесины
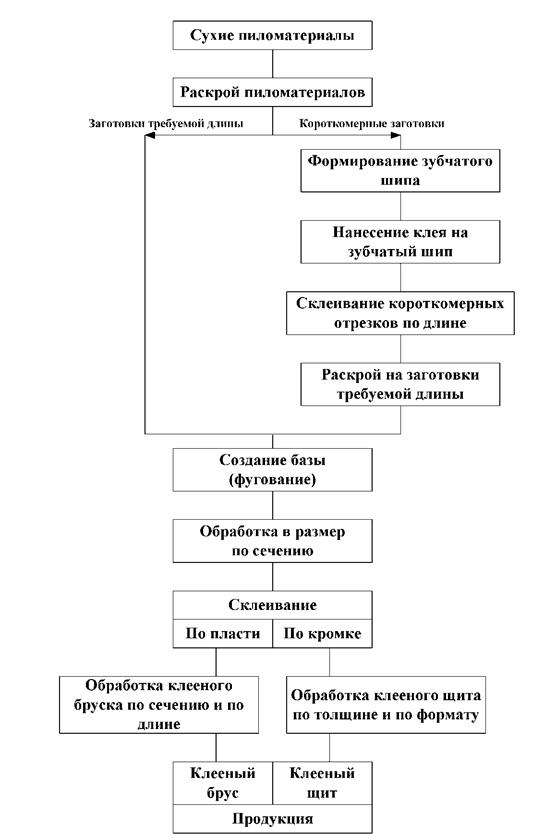
Рис. 7 Структура технологического процесса изготовления клееного бруса и клееного щита
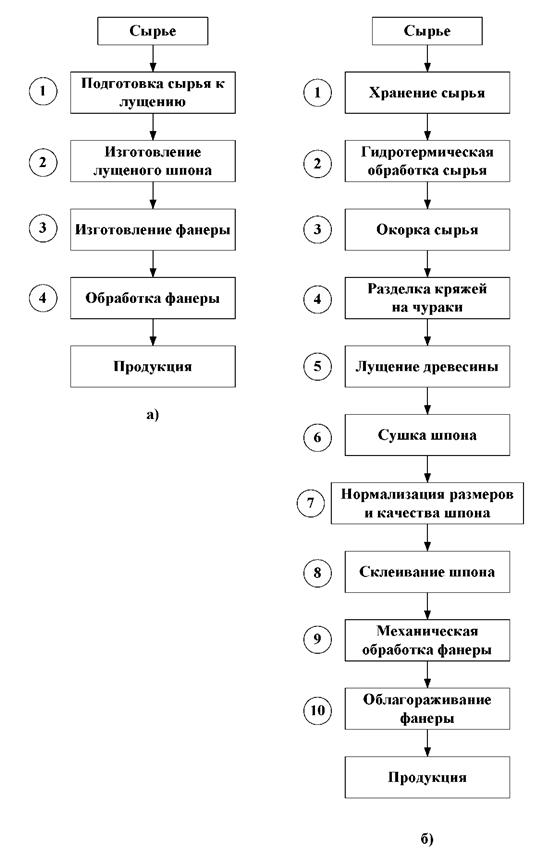
Рис. 8 Структура технологического процесса изготовления фанеры:
а) четырехстадийная; б) десятистадийная
Последовательность операций может быть различна в зависимости от вида сырья, организации технологического процесса. Возможность реализации нескольких вариантов последовательности обработки характерна и для других деревоперерабатывающих производств. Так полный набор операций для изготовления клееного бруска и щита может включать в себя следующие операции:
1. Предварительное фрезерование пласти пиломатериала;
2. Разметку пиломатериала;
3. Поперечный раскрой пиломатериалов;
4. Продольный раскрой пиломатериалов;
5. Создание базовой (ых) поверхности у заготовки;
6. Обработку заготовки в размер по сечению;
|
|
|
7. Склеивание (по длине на зубчатый шип с предварительным формированием шипа, по пласти, по кромке);
8. Формирование формы и размеров сечения и формата (длины).
Методы обработки и последовательность операций могут быть различными в зависимости от требований к форме, размерам и точности обработки

Рис. 9 Варианты последовательности технологических операций в производстве пиломатериалов
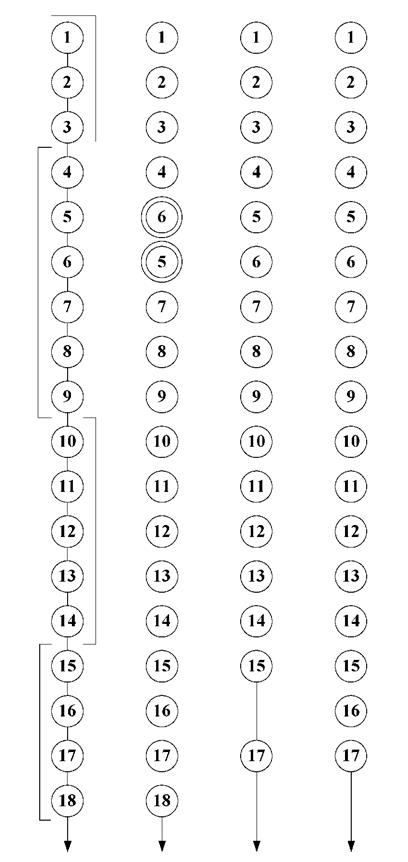
Рис. 10 Варианты последовательности технологических операций в производстве фанеры
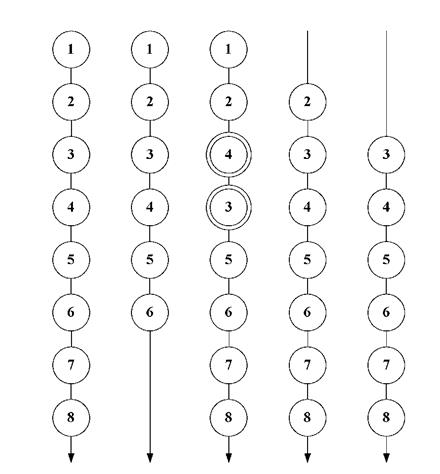
Рис. 11 Варианты последовательности технологических операций в производстве клееных сортиментов из сухих пиломатериалов
Разнообразие способов обработки, схем технологического процесса (ТП) одного функционального назначения требует одновременной разработки нескольких вариантов ТП, а в дальнейшем выбора одного из них по одному или нескольким критериям эффективности. Применение теории графов упрощает многовариантное проектирование. При этом технологический процесс изображают (Рис. 12) в виде ориентированного графа S (Q, Q), вершины которого являются отображением операций, проходов, переходов, установок, позиций, а дуги определяют временную последовательность и связи отдельных элементов процесса. Технико-экономическая оценка технологических систем может быть сделана на основе их свойств. Среди множества свойств наибольший интерес представляют те, которые характеризуют качество продукции и ее трудоемкость. Эти свойства зависят не только от входных параметров, но и от характера взаимосвязей элементов системы, описываемой графом. При обеспечении одинакового уровня качества продукции приоритетной является система, обеспечивающая минимальную трудоемкость. Применение теории графов для описания технологических процессов дает возможность многовариантного проектирования с использованием современных информационных технологий для определения приоритетного варианта. Логическая схема проектирования технологии продукции Р/ из исходного сырья Ро может быть представлена в виде ориентированного графа, изображенного на Рис. 12.
|
|
|
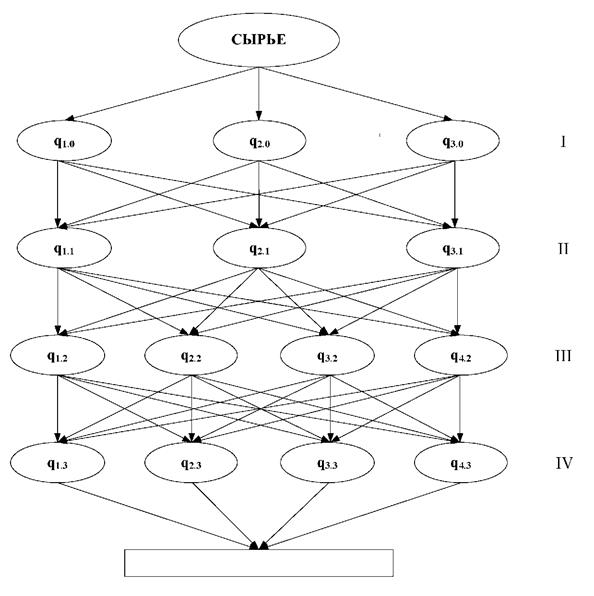
Рис. 12 Варианты схем технологического процесса
Проектировать технологию целесообразно на основе типовых технологических процессов Тт:
 (30)
(30)
Каждый технологический процесс Tj состоит из множества операций
qkj, ак что  Таким образом, каждая схема технологического процесса будет представлять кортеж из элементов qkj:
Таким образом, каждая схема технологического процесса будет представлять кортеж из элементов qkj:
|
|
|
 (31)
(31)
При трудоемкости k-й операции для i-й детали при реализации j-гo технологического процесса cikj общие трудозатраты изготовления продукции Pj по j-й схеме составят:
 (32)
(32)
Оптимален технологический процесс с минимальной суммарной трудоемкостью Cj. Оптимизировать технологический процесс можно по показателю эффективности, полученному, например, по методу расстановки приоритетов. Таким образом, задача оптимизации на взвешенном графе сводится к отысканию минимального пути Sj.
 (33)
(33)
Алгоритм решения такой задачи следующий:
1. Составить ориентированный взвешенный граф, последовательный набор дуг которого соответствует определенной технологической схеме изготовления изделия Р.
2. Принять в вершине Р0 трудоемкость (либо иной другой показатель) i-й конструктивно-технологической группы, равную 0:
 (34)
(34)
3. Определить Sjmin на каждой операции.
4. Построить последовательность операций с минимальной трудоемкостью:
 (35)
(35)
Дата добавления: 2019-07-15; просмотров: 337; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!