Задания для индивидуальной работы
1. Определить виды выполненных мастером операций ковки. Произвести необходимые измерения и определить коэффициент уковки при каждой из них.
2. Определить необходимую мощность молота или пресса и виды операций для ковки следующих изделий:
а) из медной заготовки диаметром 100 мм и длиной 120 мм нужно получить поковку квадратного сечения (60×60 мм);
б) слиток из стали У12 сечением 100×100 мм и длиной 1300 мм нужно проковать и получить вал диаметром 80 мм;
в) из заготовки из стали марки Ст3 диаметром 150 мм и высотой 120 мм нужно получить кольцо с наружным диаметром 200 мм и внутренним 80 мм;
г) латунную заготовку диаметром 30 мм необходимо проковать на шестигранник;
д) заготовку из стали 45 сечением 800×800 мм и длиной 1100 мм нужно проковать и получить вал диаметром 600 мм;
е) слиток из стали 30ХГСА сечением 1200×1200 мм и длиной 2600 мм нужно проковать и получить трехступенчатый вал с диаметрами ступеней 1000, 850 и 680 мм;
ж) из стали 40Х9С2 получить поковку в виде диска диаметром 82 мм и толщиной 36 мм.
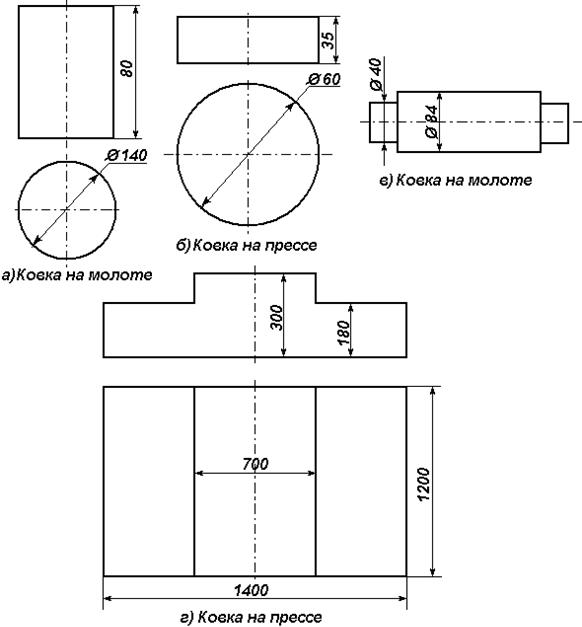 3. Определить припуски и допуски на поковки следующих изделий (рис. 11, а, б, в, г):
3. Определить припуски и допуски на поковки следующих изделий (рис. 11, а, б, в, г):
Рис. 11. Эскизы поковок для определения припусков и допусков
4. Поступил заказ на изготовление изделий (поковок) диаметром 100 мм, высотой 100 мм. На складе прутков такого диаметра не оказалось, в наличии были прутки диаметром 80 мм.
Определите, какой длины заготовку нужно отрезать от прутка, чтобы получить поковку диаметром 100 мм и длиной 100 мм.
|
|
|
Известно, что объем заготовки при обработке давлением остается постоянным:
Vзаготовки = Vпоковки.
Объем цилиндра V = πR2×h.
Вопросы для самоконтроля
1. Какой технологический процесс называется кузнечной ковкой?
2. В чем преимущества и недостатки свободной ковки?
3. Для чего металл перед ковкой нагревают?
4. Что такое перегрев и пережог металла?
5. Поясните, что собой представляют основные операции ковки.
6. Что такое коэффициент уковки?
7. В чем разница между деформацией на молоте и на прессе?
8. Перечислите основные части пневматического ковочного молота.
9. Как определяется мощность молота и пресса?
10. Что такое припуск и допуск?
Порядок выполнения работы
1. Познакомьтесь с оборудованием, инструментом, приспособлениями, применяемыми для свободной ковки. Изучите устройство и принцип работы пневматического молота.
2. Познакомьтесь с основными операциями свободной ковки (осадка, высадка, протяжка), зарисуйте заготовки и полученные поковки. Выполнение операций на молоте производится мастером.
3. Выполните расчетные задания по указанию преподавателя. Дайте пояснения Ваших решений.
Выполнение индивидуального задания
|
|
|
ЛАБОРАТОРНАЯ РАБОТА №4
ОБОРУДОВАНИЕ И ТЕХНОЛОГИЯ
РУЧНОЙ ДУГОВОЙ И КОНТАКТНОЙ СВАРКИ
Цель работы
1. Изучить оборудование и основные параметры режима ручной дуговой сварки.
2. Изучить разновидности и оборудование электрической контактной сварки.
3. Освоить элементы практических навыков сварки.
Материалы и оборудование
1. Сварочный пост ручной дуговой сварки.
2. Машины для электрической контактной сварки.
3. Приборы для измерения напряжения и тока.
4. Образцы для сварки и сварочные материалы.
Основные положения
Ручная дуговая сварка покрытым плавящимся электродом
Сварка – это процесс получения неразъемных соединений путем установления межатомных связей между поверхностями свариваемых заготовок за счет их плавления и пластической деформации.
Преимущества ручной дуговой сварки обусловлены следующим: высокими прочностными свойствами сварных соединений, возможностью применения в труднодоступных местах, простотой и надежностью оборудования, широким выбором типов сварочных электродов и, следовательно, большим диапазоном технологических возможностей.
|
|
|
При ручной сварке дуга горит между заготовкой и электродом, закрепленном в электрододержателе, который держит в руке сварщик. Все операции по зажиганию дуги, перемещению дуги относительно изделия и подаче электрода в зону дуги выполняются вручную.
Дуговая сварка основана на использовании тепловой энергии электрической дуги, в столбе которой развивается температура 6000–8000 °С.
Сварочная дуга представляет собой мощный стабильный разряд электричества в ионизированной атмосфере газов и паров металла. Ионизация дугового промежутка начинается в момент зажигания дуги и непрерывно поддерживается в процессе ее горения.
Процесс зажигания дуги обычно включает три этапа:
1) короткое замыкание электрода на заготовку, при этом в точках касания происходит разогрев металла;
2) отвод электрода на расстояние 3–6 мм. На этом этапе под действием электрического поля начинается эмиссия электронов с поверхности разогретых пятен. Столкновение быстро движущихся электронов с молекулами газов и паров металла приводит к ионизации воздушного зазора, дуговой промежуток становится электропроводным;
3) возникновение устойчивого дугового разряда.
Дата добавления: 2019-07-15; просмотров: 406; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!