Технологический процесс изготовления разовой литейной формы
ОТЧЁТЫ ПО ЛАБОРАТОРНЫМ РАБОТАМ
По дисциплинам «Технологические процессы в машиностроении»,
«Технология конструкционных материалов»
Составители Багинский А.Г., Хворова И.А
Выполнил студент гр.З-2Б31
Матыков В.В.
Проверил преподаватель
Стрелкова И.Л.
Издательство
Томского политехнического университета
2012
УДК 620.18:669
ББК 34.62
Б232
Багинский А.Г.
Б232 Сборник методических указаний к выполнению лабораторных работ по курсам «Технологические процессы в машиностроении» и «Технология конструкционных материалов» для студентов, обучающихся по направлению 150700 «Машиностроение» / Багинский А.Г., Хворова И.А. – Томск, Издательство Томского политехнического университета, 2012. – 81 с.
УДК 620.18:669
ББК 34.62
Методические указания рассмотрены и рекомендованы к изданию
методическим семинаром кафедры «Материаловедение и технология металлов» «2» февраля 2012 г.
Зав.кафедрой МТМ
кандидат технических наук __________ А.Г. Мельников
Председатель учебно-методической
комиссии __________ Е.М. Князева
Рецензент
Кандидат технических наук
заведующий кафедрой «Материаловедение и технология металлов»
А.Г. Мельников
© ГОУ ВПО «Томский политехнический
университет», 2012
Багинский А.Г. Хворова И.А.
© Оформление. ИздательствоТомского
|
|
|
политехнического университета, 2012
 |
ЛАБОРАТОРНАЯ РАБОТА №1
ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ РАЗОВОЙ ЛИТЕЙНОЙ ФОРМЫ В ДВУХ ОПОКАХ
Цель работы
1. Изучить свойства и состав формовочных и стержневых смесей.
2. Изучить модельно-опочную оснастку, инструменты и приспособления, применяемые при формовке.
3. Изучить технологический процесс изготовления литейной формы.
4. На основе полученных знаний под руководством учебного мастера изготовить литейную форму.
Материалы и оборудование
1. Подмодельная плита.
2. Бункер с формовочной смесью.
3. Модель отливки.
4. Опоки.
5. Стержневой ящик.
6. Формовочный инструмент и приспособления.
Основные положения
Литейное производство – отрасль машиностроения, производящая литые изделия из различных металлов и сплавов.
Что такое отливка – деталь получаемая путем заливки расплавленного металла в литейную форму, полость которой имеет конфигурацию заготовки.
Все способы литья разделяют на две группы:
· Литье в песчано-глинистые формы.
· Специальные способы литья, к которым относится литье в металлические формы, литье по выплавляемым моделям, литье под давлением, центробежное литье и другие способы.
|
|
|
Литьем в песчано-глинистые формы получают до 80 % всех отливок.
Свойства формовочных смесей
Для получения отливок высокого качества формовочные смеси, из которых делают разовые литейные формы, должны обладать определенными свойствами.
Прочность- способность смеси обеспечивать сохранность формы без разрушения при ее изготовлении и при заливке металла.
Податливость – способность смеси деформироваться при усадке кристаллизующегося металла и обеспечивать сохранность отливки без разрушения при ее охлаждении.
Пластичность – способность смеси воспроизводить очертания модели.
Газопроницаемость – способность пропускать газы через стенки формы. Газы вытесняются из полости формы при заливке жидкого металла. При недостаточной газопроницаемости в отливке могут образоваться газовые поры.
Термохимическая устойчивость, или непригораемость, способность смеси не взаимодействовать с жидким металлом. Пленки пригара ухудшают качество поверхности отливки и затрудняют последующую обработку на металлорежущих станках.
Формовочная смесь состоит из следующих компонентов:
· глина (связующее) – 8–10 %,
· кварцевый песок (наполнитель) – 84–88 %,
· каменноугольная пыль (противопригарная добавка) – 0,5–1 %,
|
|
|
· вода – остальное.
Свойства стержневых смесей
Стержни служат для образования отверстий в отливках. Они работают в более тяжелых условиях под воздействием расплавленного металла и поэтому должны обладать повышенной прочностью.
В состав стержневой смеси дополнительно вводят 4–6 % глины, 90–92 % кварцевого песка, 2–3 % веществ, обеспечивающих дополнительную прочность (сульфидная барда, жидкое стекло или синтетическая смола), 3–4 % воды.
После изготовления стержни подвергаются просушке при 150–280 оС. При этом смола затвердевает, и стержень приобретает повышенную прочность.
Технологический процесс изготовления разовой литейной формы
В литейном цехе завода изготавливают формовочную и стержневую смеси.
В технологическом бюро по чертежу детали (рис. 1) разрабатывают отливки(см. рис. 2).
Рис. 1. Чертеж детали
При разработке чертежа отливки добавляется припуск на механическую обработку отливки и припуск на усадку при кристаллизации и охлаждении. Выбирается плоскость разъема модели, и назначаются литейные уклоны (для удобства извлечения модели при изготовлении формы) и галтели – скругления острых углов модели (для предотвращения образования трещин в отливке при её усадке).
|
|
|
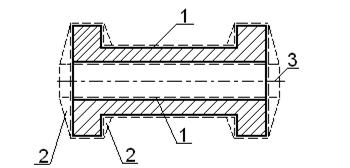
Рис. 2. Чертеж отливки:
1 – припуск на механическую обработку и усадку; 2 – литейные уклоны;
3 – плоскость разъема
По чертежу отливки в модельном отделении изготавливается модель отливки (рис. 3) и стержневой ящик.
Рис. 3. Чертеж модели:
Дата добавления: 2019-07-15; просмотров: 339; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!