Динамичное хранение небольших деталей с высокой пропускной способностью
Так как бизнес сокращает товарные запасы и переходит к концепции «точно в назначенное время», то хранение заменяется извлечением (перемещением). У машин, которые обсуждались до сих пор, хранение – основная характеристика, хотя в случае с проходными стеллажами, пропускная способность – это основное преимущество. Оставшиеся машины не будут, в основном, машинами для хранения. Их объемная вместимость ограничена, потому что их основное свойство – это пропускная способность. На самом деле, чтобы работать должным образом, им требуется резервное хранение навалом, чтобы запасы в машинах можно было часто пополнять.
Горизонтальные элеваторные стеллажи
Горизонтальные элеваторные стеллажи можно описать как серию ячеек, которые соединены вместе в непрерывную цепь и смонтированы на удлиненной овальной дорожке. Когда они активированы, ячейки вращаются по кругу, доставляя нужную ячейку к оператору (Рис. 20.10). Оператор, располагающийся на рабочем месте в конце овала, отбирает заказы с нескольких элеваторных стеллажей. Эти элеваторные стеллажи почти всегда управляются компьютером, который хранит в памяти место хранения детали, а часто и количество. Компьютер сортирует заказы партиями по местам хранения, чтобы минимизировать время вращения и избежать дублирования остановок у ячеек. Он также активирует световой дисплей, который показывает место хранения и количество.
|
|
|
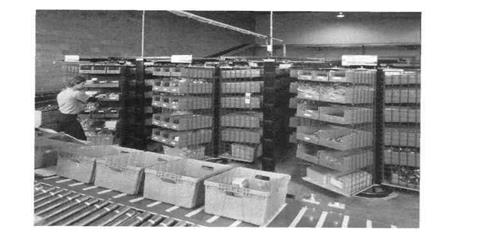
Рис. 20.10 Горизонтальный элеваторный стеллаж
Промышленные элеваторные стеллажи эволюционировали из легких подвесных конвейерных систем, используемых для хранения одежды на вешалках. Первые промышленные элеваторные стеллажи, изготовленные в 1960 гг., были подвесными конвейерами для одежды, с сетчатыми корзинами и полками. В следующее десятилетие появились более крепкие элеваторные стеллажи с нижним приводом, с грузоподъемностью каждой ячейки больше 1000 фунтов. У первоначальных версий были простые ножные или ручные регуляторы, которые вращали стеллажи влево или вправо. Более поздние модели управлялись через клавиатуру, где печатался номер ячейки и элеваторный стеллаж вращался по самому короткому пути. В 1980 гг., компьютерные и микропроцессорные регуляторы превратили элеваторные стеллажи в автоматизированные устройства хранения и показали их настоящее преимущество: извлечение (перемещение). Роботизированные манипуляторы, добавление на рабочее место вспомогательного оборудования, такого как радиотерминалы и штрих-кодирование, и разнообразное программное обеспечение сделали горизонтальные элеваторные стеллажи неотъемлемой частью автоматизированных заводов или оптовых баз.
|
|
|
Элеваторные стеллажи продаются в почти неограниченном разнообразии по высоте, длине, ширине, конструкции ячеек и грузоподъемности. Благодаря такому разнообразию элеваторные стеллажи применяются в самых разных условиях на складе и заводе. Разнообразная продукция хранится на элеваторных стеллажах: инструменты, оборудование, лекарства, детали компьютера и текстильные изделия. Они оказались особенно эффективны в отборе небольших деталей с высокой пропускной способностью. Эксплуатационная гибкость элеваторных стеллажей приводит к тому, что, занимая пространство 5 на 15 футов, по своим характеристикам они соответствуют самым большим автоматизированным системам по размещению и перемещению небольших изделий.
Сегодня, элеваторные стеллажи применяются в ведении картотек, в кладовых, инструментальных кладовых, «чистых комнатах», складах, даже в розничных магазинах.
Экономия трудовых затрат. Основное преимущество горизонтальных элеваторных стеллажей в сфере производительности труда – прямое следствие современного программного обеспечения для отбора заказов и эксплуатационных характеристик элеваторных стеллажей. Партии до 16 заказов могут отбираться одновременно, что увеличивает производительность на 400% и больше.
|
|
|
Экономия достигается благодаря тому, что устраняется хождение и процесс поиска; элеваторные стеллажи вращаются автоматически; световые дисплеи безбумажно сигнализируют о месте хранения и количестве; операции по отбору, размещению и циклической инвентаризации распределяются таким образом, чтобы создать разнообразие и уменьшить усталость работников. Часто, рабочий день отбора может быть сокращен, позволяя ближе к концу рабочего дня отбирать заказы на следующий день доставки.
Точность. Второе основное преимущество – это улучшение точности и в отборе заказов и в уровне товарных запасов. Отбор со световой подсказкой и сокращение канцелярской работы, вместе с возможностью оператора вводить обновленную информацию о товарных запасах во время отбора заказов, позволяет сократить дорогие ошибки при отгрузке и возврат продукции.
Экономия пространства. Элеваторные стеллажи могут быть установлены рядом друг с другом, без пространства для проходов. Системы в два и три яруса могу использоваться там, где позволяет высота потолков.
Структура. Элеваторные стеллажи являются модульными по своей конструкции. При соединении стандартных привода, направляющих и промежуточных секций получается нужная компоновка. Модульная концепция дает короткий период освоения, быструю установку и легкость расширения или перемещения оборудования. Опорная конструкция элеваторных стеллажей с верхним и нижним приводом состоит большей частью из сварных уголков и каналов. Основная концепция состоит в том, что стандартный привод, направляющие концевые секции и стандартные центральные секции различной длины вместе формируют единицу оборудования любой длины. Расширение возможно в любом из сращиваемых узлов.
|
|
|
Ячейки. Стандартные ячейки и полки обычно изготавливаются из проволоки. Проволока стоит меньше, чем листовой металл, легче по весу и свободна от пыли. Там, где будут более тяжелые веса, стандартные проволочные ячейки могут быть усилены листами металла. Ячейки становятся более жесткими, небольшие элементы теперь не могут из них выпадать, и, что самое главное, поддерживается основная часть веса каждой отдельной полки. Нагрузка на полку, поэтому, распределяется вниз через усиленную заднюю сторону и через обе боковые проволочные стороны.
Полки регулируются без использования оборудования, и каждая полка создает жесткую коробочную структуру, соединяя две стороны и заднюю часть ячейки. Там, где нагрузка будет больше 100 фунтов на полку, должны использоваться усиленные полки. Полки обычно наклоняются на пять-десять градусов к задней стенке, чтобы уменьшить вероятность выпадения с полки элементов при движении ячейки.
Ширина и глубина ячеек бывают различными, также как и высота, что придает большую гибкость проектам элеваторных стеллажей. Специальная компоновка является достаточно обычной.
Крупная инновация – это спаренные ячейки (Рис. 20.11), которые позволяют оператору отбирать заказы и с левой и с правой стороны двух различных ячеек, а не только с передней части одной ячейки. Это удваивает объем, доступный для отбора при одной остановке ячеек, что приводит к улучшению пропускной способности.
Дорожки. Элеваторный стеллаж с верхним приводом имеет трубчатую дорожку с конвейерной цепью, поддерживаемую стойками-опорами через каждые несколько футов. Проволочные ячейки висят на цепи и свободно свисают на нижней дорожке. Зубчатые колеса – это герметичные подшипники на весь срок эксплуатации, установленные на 45˚ уголке, поддерживающем шарнирную ось и соединяющем звенья цепи. Перевозимый груз определяет количество и размер используемых зубчатых колес. Большие по диаметру дорожки, шестерни, и шарнирные оси используются для перевозки более тяжелых грузов, а верхний привод обычно используется для более легких грузов.
Элеваторные стеллажи с нижним приводом используют те же самые трубчатые дорожки, но большие по диаметру вогнутые стальные шестерни (колеса) с осевыми роликами, смонтированными под стальным дном пластины. Верхняя направляющая дорожка смонтирована на стойках-опорах и удерживает верхние направляющие шестерни. Элеваторные стеллажи с нижним приводом имеют тенденцию предоставлять лучшее общее обслуживание. Они более популярны, потому что более надежны при перевозке тяжелых грузов. Здесь также уменьшается возможность загрязнения продукции от износа шестерней/дорожек, требуется меньшая общая высота, больше возможностей для сдвоенных ярусов, и нагрузка на пол распределяется более ровно
Приводы. Приводы элеваторных стеллажей, как правило, размещаются на одном из концов или в обоих концах системы. Верхний привод может быть смонтирован над дорожкой или под ней и заподлицо. Нижний привод смонтирован на полу и имеет панель доступа в задней части ячейки. Двигатели могут работать и от переменного, и от постоянного тока.
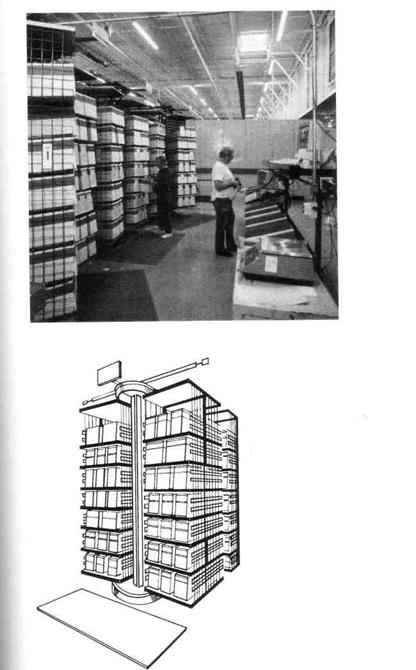
Рис. 20.11 Спаренные ячейки
Приводы переменного тока обычно используются для непрерывной работы с легкими весами. Двигателям переменного тока требуется сцепление для защиты привода и уменьшения дергания при запуске. Приводам постоянного тока, которые несколько дороже, чем приводы переменного тока, сцепление не требуется. Они должны использоваться везде, где требуется плавный пуск и остановка, или где нужна точность остановки меньше одного дюйма. Двигатель постоянного тока, так как его контроллер позволяет программировать на месте максимальные скорость, ускорение и замедление, обладает гораздо большей гибкостью. Везде, где требуется изменяемая скорость или роботизированный отбор заказов, должен использоваться привод постоянного тока.
Регуляторы и программное обеспечение. Элеваторные стеллажи могут управляться с помощью разнообразных устройств; однако наибольшие преимущества достигаются при компьютерном управлении.
В самом базовом, простом варианте, элеваторный стеллаж может управляться с помощью ножного тумблера. Клавиатура позволяет оператору вводить нужный номер ячейки. Микропроцессор выбирает кратчайший путь. Более сложный микропроцессорный регулятор позволяет создавать очередность и сортировать заказы, чтобы уменьшить вращение элеваторного стеллажа.
Персональные компьютеры управляют большинством горизонтальных элеваторных стеллажей. Они могут быть отдельными или объединенными в сеть. Заказы обычно загружаются с главной ЭВМ. Программное обеспечение для отбора заказов сохраняет место хранения изделия в памяти и имеет возможность выполнять разнообразные задачи, включая объединение в партии, сортировку по месту хранения, сортировку по очередности, дате или автомобильному маршруту. Программное обеспечение управляет элеваторным стеллажом и световыми подсказками. В то время как оператор отбирает заказы с одного элеваторного стеллажа, другой вращается к нужному месту хранения, сокращая время ожидания.
Рабочее место. Рабочее место – это базовая единица в системе элеваторных стеллажей. На типичном рабочем месте будет от двух до четырех элеваторных стеллажей под управлением одного компьютера и одного оператора. Здесь будет и вспомогательное оборудование, такое как световые схемы; световые дисплеи, которые направляют оператора при выполнении задач; сканер штрих-кода; принтер деклараций груза; принтер этикеток штрих-кода; конвейеры для поступающих и отправляемых грузов; стол для отбора заказов; и подъемный стол для высоких элеваторных стеллажей.
Рабочее место – это центр отбора заказов в передней части элеваторного стеллажа, но может также включать другое оборудование для хранения, такое как проходные стеллажи и статичные полки с ячейками, когда в заказ могут входить изделия с разными характеристиками, такими как подсчет, размеры или частота событий. Скорость отбора на рабочем месте у элеваторных стеллажей может быть от 200 до 1200 заказов в час, по сравнению с 10 - 30 у статичных полок с ячейками. Структура рабочего места зависит от скорости отбора заказов, количества изделий, других задач, таких как расфасовка по пакетам или взвешивание, уровня товарных запасов и многих других факторов.
Последовательность отбора заказов начинается с поступления партии заказов от диспетчера. Когда оператор начинает отбор партии, компьютер вращает ячейки элеваторного стеллажа до первого места хранения из каждой партии. Объединение в партии использует преимущество подобия изделий в каждом заказе, устраняя любое дублирование. Партия сортируется, чтобы отбирать заказы в последовательности ячеек, минимизируя вращение элеваторного стеллажа, позволяя оператору переходить от одного элеваторного стеллажа к другому, чтобы пока он или она отбирает заказы с одного элеваторного стеллажа, другой стеллаж перевозил следующее изделие, уменьшая время ожидания оператора.
Срочные заказы могут автоматически проходить через систему без прерывания общего потока. Программное обеспечение прерывает обычные операции на необходимое для срочных заказов время, а затем возобновляет обычные операции.
Дата добавления: 2019-03-09; просмотров: 223; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!