Сварные швы с конусным зазором
(1) Расчетная высота сварного шва с конусным зазором показана на рисунке 4.2. Для определения расчетной толщины близкого по форме сварного шва при сварке между собой замкнутых профилей прямоугольного сечения см. 7.3.1(7).
Рисунок 4.2 — Эффективная высота сварного шва с конусным зазором
Сварка с применением стальной прокладки
(1) При сварке с применением стальной прокладки, последнюю следует выровнить заподлицо
с краем свариваемой детали.
(2) При сварке двух деталей через прокладку, толщина которой меньше катета сварного шва, необходимого для передачи усилия, требуемый катет шва следует увеличить до значения, равного толщине прокладки.
(3) При сварке двух деталей через прокладку, толщина которой равна или больше катета сварного шва, необходимого для передачи усилия, каждую деталь следует приварить к прокладке катетом, необходимым для передачи расчетного усилия.
Расчетная несущая способность угловых сварных швов
Длина сварных швов
(1) Эффективную длину сварного шва l следует принимать равной длине шва с полноразмерной эффективной высотой a. Ее можно принять равной полной длине шва за вычетом его двойной эффективной высоты a. Снижение эффективной длины сварного шва не требуется, при условии обеспечения полноразмерности сварного шва по всей его длине, включая начало и конец шва.
(2) Сварной угловой шов эффективной длиной менее 30 мм или менее 6 толщин сварного шва, учитывая большее значение, не является несущим швом.
|
|
|
Эффективная толщина сварного шва
(1) Эффективную толщину a углового сварного шва следует принимать равной высоте вписанного между соединяемыми поверхностями и лицевой поверхностью шва треугольника (равностороннего или неравностороннего), измеряемой перпендикулярно внешней стороне этого треугольника, см. рисунок 4.3.
(2) Эффективная толщина углового сварного шва должна быть не менее 3 мм.
(3) При определении расчетной несущей способности углового сварного шва с полным проваром может быть учтено увеличение толщины шва, см. рисунок 4.4, при том условии, что предварительные испытания подтверждают, что требуемый провар достигается постоянно.
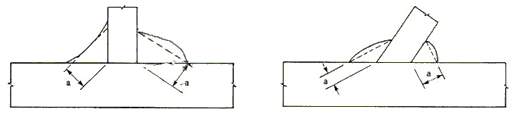
Рисунок 4.3 — Толщина углового сварного шва
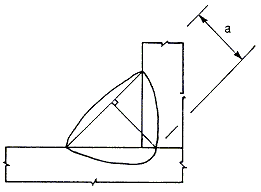
Рисунок 4.4 — Толщина углового сварного шва с полным проваром
Определение несущей способности угловых сварных швов
Общие положения
(1) Расчетную несущую способность углового сварного шва следует определять по направленному методу, приведенному в 4.5.3.2 или по упрощенному методу, приведенному в 4.5.3.3.
Направленный метод
(1) В этом методе усилия, передаваемые сварным швом единичной длины, раскладываются на следующие составляющие: параллельную и поперечную относительно продольной оси сварного шва, а также нормальную и поперечную составляющие в плоскости его сечения.
|
|
|
(2) Расчетную площадь поперечного сечения Aw сварного шва следует принимать равной 
(3) Следует считать, что расчетная площадь поперечного сечения сварного шва проходит через его корень.
(4) Напряжения следует считать равномерно распределенными по сечению сварного шва и сводятся к нормальным и касательным напряжениям, показанным на рисунке 4.5, следующим образом:
 — нормальное напряжение, перпендикулярное сечению сварного шва;
— нормальное напряжение, перпендикулярное сечению сварного шва;
 — нормальное напряжение, параллельное продольной оси сварного шва;
— нормальное напряжение, параллельное продольной оси сварного шва;
 — касательное напряжение (в плоскости сечения сварного шва), перпендикулярное продольной оси сварного шва;
— касательное напряжение (в плоскости сечения сварного шва), перпендикулярное продольной оси сварного шва;
 — касательное напряжение (в плоскости сечения сварного шва), параллельное продольной оси сварного шва.
— касательное напряжение (в плоскости сечения сварного шва), параллельное продольной оси сварного шва.
(5) Нормальное напряжение  , параллельное продольной оси, не учитывается при проверке расчетной несущей способности сварного шва.
, параллельное продольной оси, не учитывается при проверке расчетной несущей способности сварного шва.
(6) Расчетная несущая способность считается достаточной, если выполняются оба нижеследующих условия:
 и
и  , (4.1)
, (4.1)
|
|
|
где fu — номинальное значение временного сопротивления на растяжение более слабого соединяемого элемента;
bw — поправочный коэффициент, принимаемый по таблице 4.1.
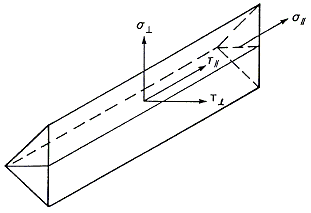
Рисунок 4.5 — Напряжения в поперечном сечении углового сварного шва
Таблица 4.1 — Поправочный коэффициент b w для угловых сварных швов
| Стандарт и марка стали | Поправочный | ||
| ЕN 10025 | ЕN 10210 | ЕN 10219 | |
| S235 S235 W | S235 H | S235 H | 0,8 |
| S275 S275 N/NL S275 M/ML | S275 H S275 NH/NLH | S275 H S275 NH/NLH S275 MH/MLH | 0,85 |
| S355 S355 N/NL S355 M/ML S355 W | S355 H S355 NH/NLH | S355 H S355 NH/NLH S355 MH/MLH | 0,9 |
| S420 N/NL S420 M/ML | S420 MH/MLH | 1,0 | |
| S460 N/NL S460 M/ML S460 Q/QL/QL1 | S460 NH/NLH | S460 NH/NLH S460 MH/MLH | 1,0 |
(7) Сварные швы между деталями, имеющими разные прочностные характеристики материалов, следует рассчитывать с учетом характеристик материала с наименьшими показателями прочности.
Дата добавления: 2019-03-09; просмотров: 286; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!