Точное литье по выплавляемым моделям
Предыдущая46474849505152535455565758596061Следующая
Для получения отливок из специальных сталей и твердых сплавов очень высокой точности (допуски ±0,05 мм) без последующей механической обработки их применяют метод точного литья по выплавляемым восковым моделям. Технологический процесс изготовления точного литья включает следующие операции: изготовление эталона изделия; изготовление по эталону сборной пресс-формы для отливки восковых моделей; отливка восковых моделей; изготовление литейной формы по восковой модели; выплавка воска и прокаливание формы; приготовление жидкого металла и его заливка в формы; выбивка отливок, удаление литников и очистка отливок.
Эталон изделия обычно выполняют из легкоплавких сплавов, хорошо обрабатываемых на металлорежущих станках. Размеры эталона принимают с учетом усадки сплава. Сборную пресс-форму для отливки восковых моделей изготовляют также из легкоплавкого металла, причем ее внутренняя полость точно воспроизводит очертание эталона. Пресс-форму заполняют расплавленным воском, который после затвердевания образует восковую модель. Литниковые системы также изготовляют в пресс-формах из воска.
Восковую модель после выемки из пресс-формы соединяют с литниковой системой и покрывают особой краской. Затем восковую модель и литниковую систему обсыпают прокаленным кварцевым песком, который прилипает к поверхности и образует своеобразную кварцевую оболочку. После этого восковую модель просушивают в течение 5—6 ч на стеллаже и заформовывают в опоку, формовка может производиться машинным способом с применением песчано-глинистой смеси (70% песка, 30% глины; влажность смеси до 15%).
После формовки опоку с восковой моделью просушивают на воздухе в течение 2—3 ч и для выплавки воска устанавливают на 2 ч в камеру сушила. При 100—120°С воск расплавляется и через отверстие в подоночной плите вытекает в противень. Выплавив весь воск, опоку переносят в сушильную печь, где ее сначала выдерживают при 150°С, а затем постепенно нагревают до 800— 900°С. После этого в форму заливают жидкий металл. Полученная отливка имеет хорошую поверхность и точно воспроизводит эталон изделия.
Литье по выплавляемым моделям – процесс получения отливок из расплавленного металла в формах, рабочая полость которых образуется благодаря удалению (вытеканию) легкоплавкого материала модели при ее предварительном нагревании.
Рис.86. Технологические операции процесса литья по выплавляемым моделям: 1-пресс-форма; 2-модель; 3-модельные блоки; 4-емкость; 5-огнеупорная смесь.
Способы обработки металлов давлением
Предыдущая47484950515253545556575859606162Следующая
Для получения заготовок в производстве деталей машин металлы и сплавы обрабатывают давлением следующими способами: прокаткой, волочением, прессованием, ковкой и штамповкой.
Продольной прокаткой, волочением и прессованием получают заготовки постоянного поперечного сечения по длине, а поперечной и поперечно-винтовой прокаткой, ковкой и штамповкой получают заготовки, имеющие форму и размеры, близкие к готовым деталям. Последние способы находят широкое применение для получения заготовок под обработку резанием на машиностроительных заводах с крупносерийным и массовым производством.
Обработка давлением металлов и сплавов осуществляется путем воздействия инструментом на металл заготовки. Инструментами являются: при прокатке—валки, при волочении — матрица (волока), при прессовании — матрица, при объемной штамповке — верхняя и нижняя половинки штампа, при холодной штамповке — пуансон и матрица, при свободной ковке — верхний и нижний бойки.
Прокаткой называется процесс обжатия металла заготовки между вращающимися валками прокатного стана (рис. 87, а). В результате сечение заготовки уменьшается, а ее длина увеличивается. Прокаткой изготавливают профили круглой и квадратной формы, рельсы, балки, полосы, листы и другие виды проката.
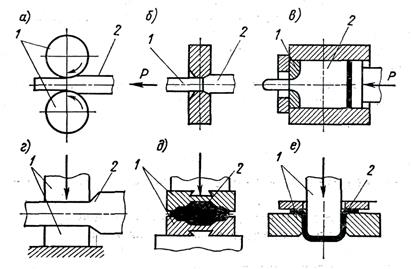
Рис. 87. Схемы основных способов обработки металлов давлением: а — прокатка; б — волочение; в — прессование; г — ковка; д — объемная штамповка; е — листовая штамповка; 1 — инструмент; 2 — заготовка
Волочением называют процесс протягивания прутка или проволоки через отверстие в волоке, размеры поперечного сечения которых становятся меньше, а длина — больше размеров исходной заготовки (рис. 87, б). Для получения тончайшей проволоки калибрования прутков и труб используются волочильные станы.
Прессованием называют процесс выдавливания металла через отверстие матрицы (рис. 87, в), форма и размеры которой определяют форму и сечение прессуемого изделия.
Ковка заключается в обжатии металла заготовки между верхним и нижним бойками (рис 87, г) с применением разнообразного подкладного инструмента. Ковкой получают поковки больших и малых размеров на молотах и прессах.
Штамповкой называют процесс деформирования металла в штампах. Штамповка может быть объемной и листовой.
Объемной штамповкой называется процесс деформирования предварительно нагретой заготовки в замкнутой полости штампа, форма и размеры которой определяют форму и размеры получаемой поковки (рис. 87, д). Объемная штамповка производится на молотах, прессах, горизонтально-ковочных и других машинах.
Листовой штамповкой называется процесс деформирования заготовки из листа в холодном состоянии. Заготовка деформируется в штампе (рис. 87, е), имеющем матрицу с прижимным кольцом и пуансон. Холодная штамповка производится на специальных штамповочных прессах.
Дата добавления: 2019-02-26; просмотров: 206; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!