Необходимо тщательно соблюдать требуемое перекрытие краев манжеты, т.к. это позволяет обеспечить правильный провис устанавливаемой манжеты, предусмотренный заводом изготовителем.
Прогреть пламенем горелки внутренний адгезионный слой края манжеты в месте нахлеста (не допускать перегрева и усадки полиэтилена) и прижать край манжеты, используя ролик или термостойкие перчатки.
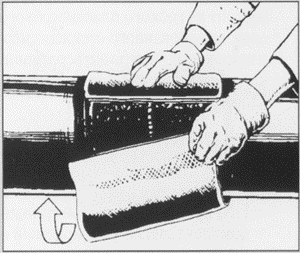
Рисунок 3. Установка манжеты на трубы.
Установка замковой ленты.
Замковая лента «Терма-ЛКА» устанавливается на нахлест термоусаживающейся манжеты полиэтиленовым слоем наверх, а линия нахлеста должна проходить посередине замковой ленты. Перед установкой прогревается легкоплавкий слой под полиэтиленом (со стороны адгезива) до появления блеска.
Затем расположить замковую ленту на нахлесте и произвести ее нагрев желтым пламенем горелки до выступления контуров нахлеста и вытекания клея термоусаживающейся ленты (расплава адгезионного слоя замковой пластины). Далее необходимо произвести прикатку замковой ленты роликом или термостойкой перчаткой для удаления пузырей и гофр термоусаживающейся ленты.
Следует убедиться, что на замковой ленте нет отслаивающихся краев.
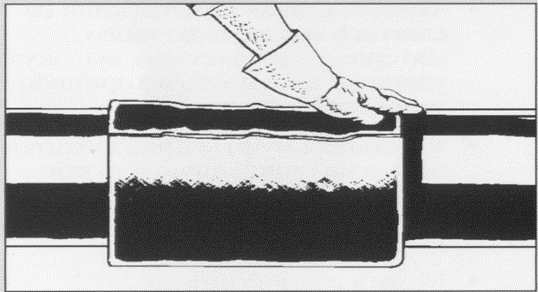
Рисунок 4. Установка замковой ленты.
Термоусадка манжеты.
Производят термоусадку манжеты нагревая ее мягким желтым пламенем пропановых горелок одновременно с двух диаметрально противоположных сторон трубы противоположно направлению ветра, от сварного шва в одну, затем в другую сторону, непрерывно перемещая горелки вокруг трубы по диаметру трубы.
Усадку манжеты осуществляют без нагрева замковой ленты.
|
|
|
Пузыри и гофры усаживаемой ленты должны разглаживаться роликом или термостойкими перчатками.
Для контроля прогрева манжеты по всей толщине, необходимо кратковременно нажать пальцем на поверхность покрытия. При достаточном прогреве, поверхность должна быть мягкой и подвижной, что свидетельствует о полностью расплавленном адгезиве.
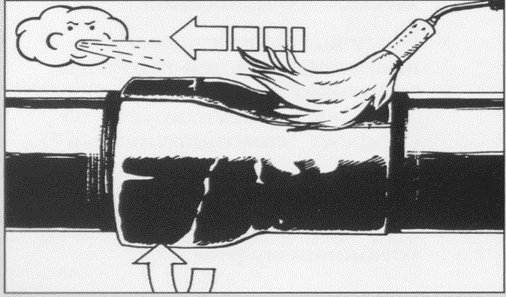
Рисунок 4. Термоусадка манжеты.
После усадки манжеты визуально проверить следующее:
- манжета должна плотно охватывать изолируемую поверхность металла и заводского покрытия трубы и иметь поверхность без пузырей, гофр, складок, а также без следов прожига полиэтилена;
- через изоляцию должен проступать профиль сварного стыка трубы, нахлеста манжеты;
- адгезив должен выступать за кромку манжеты на заводском покрытии с обеих сторон от стыка на всем диаметре трубы;
- манжета покрывает заводское покрытие не менее чем на 50 мм с обеих сторон от стыка;
- сплошность покрытия должна быть проконтролирована искровым дефектоскопом с напряжением 5 кВ/мм толщины;
- нет отслоившихся краев замковой ленты. Запрещается нагревать замковую ленту после усадки манжеты.
Нанесение «жертвенной» (пилотной) манжеты.
С края стыка, который расположен по ходу движения трубы при проколе и т.п. установить «жертвенную» манжету, соблюдая технологию установки манжеты, указанные выше. При этом замковая пластина «ТЕРМА-ЛКА», замыкающая «жертвенную» манжету, должна располагаться от замковой пластины, замыкающей манжету «ТЕРМА-СТАР» на некотором расстоянии по диаметру трубы.
|
|
|
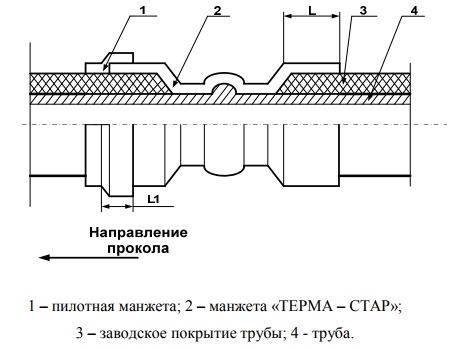
Рисунок 5. Схема установки манжеты «ТЕРМА–СТАР»
и пилотной манжеты на сварной стык.
Дата добавления: 2019-02-22; просмотров: 469; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!