Требования к материалам и условиям работ
СОДЕРЖАНИЕ
| 1. | ОБЛАСТЬ ПРИМЕНЕНИЯ | 4 |
| 2. | ОРГАНИЗАЦИЯ И ТЕХНОЛОГИЯ ВЫПОЛНЕНИЯ РАБОТ | 5 |
| 2.1. | Требования к материалам и условиям работ | 5 |
| 2.2 | Технология изоляции стыков термоусаживающимися манжетами ТЕРМА-СТАР | 8 |
| 2.2.1. | Технология подготовки поверхности | 8 |
| 2.2.2. | Приготовление и нанесение праймера | 10 |
| 2.2.3. | Установка манжеты | 11 |
| 3. | ТРЕБОВАНИЯ К КАЧЕСТВУ И ПРИЕМКЕ РАБОТ | 15 |
| 4. | РЕМОНТ ЗАВОДСКОГО ПОЛИЭТИЛЕНОВОГО ПОКРЫТИЯ И УСТРАНЕНИЕ ПОВРЕЖДЕНИЯ ТЕРМОУСАЖИВАЮЩИХСЯ МАНЖЕТ | 22 |
| 5. | ОХРАНА ТРУДА И ПРОМЫШЛЕННАЯ БЕЗОПАСНОСТЬ | 25 |
НОРМАТИВНАЯ БАЗА
При выполнении работ по изоляции зоны сварных стыков термоусаживающимися манжетами «ТЕРМА-СТАР» следует выполнять требования следующих нормативных документов:
- МДС 12-29.2006. «Методические рекомендации по разработке и оформлению технологической карты»;
- СНиП 2.05.06-85*. Магистральные трубопроводы (изд. 2000 с изм. 1, 2, 3);
- СНиП 12-03-2001. Безопасность труда в строительстве. Часть 1. Общие требования;
- СНиП 12-04-2002. Безопасность труда в строительстве Часть 2. Строительное производство;
- СП 86.13330.2014. Магистральные трубопроводы. Актуализированная редакция
СНиП III-42-80*;
- ВСН 004-88. Строительство магистральных трубопроводов. Технология и организация, «Миннефтегазстрой», ВНИИСТ, 1988;
- ВСН 012-88. Строительство магистральных и промысловых трубопроводов. Контроль качества и приемка работ, ВНИИСТ. Часть I (раздел 5 заменен СТО Газпром 2-2.4-083-2006);
- ГОСТ Р 51164-98. Трубопроводы стальные магистральные. Общие требования к защите от коррозии;
- СТО Газпром 9.1-017-2012 «Защита от коррозии. Наружные защитные покрытия для кольцевых сварных соединений трубопроводов. Технические требования.»;
- СТО Газпром 2-2.3-1041-2016 «Инструкция по входному контролю поставляемых изоляционных и защитных материалов на этапах временного хранения и на месте производства работ»;
- Правила техники безопасности при строительстве магистральных стальных трубопроводов. Миннефтегазстрой, 1982;
- Федеральный закон «О пожарной безопасности» от 21.12.94 № 69-Ф3 (с изменениями на 18 октября 2007 г. № 230-Ф3);
- Федеральный закон «Об основах охраны труда в Российской Федерации» от 17.07.99 № 181-Ф3;
- Правила устройства электроустановок (ПУЭ), 7-е издание, М., АО «Энергосервис», 2003;
- Письмо ОАО «Газпром» исх.№03/09-927 от 20.02.2014г «Об изменениях в Перечень специализированной продукции, поставляемой через ЗАО «Газпром СтройТЭК Салават»;
- ТУ 2245-048-82119587-2014 (ООО «ТЕРМА» г.Санкт-Петербург).
ОБЛАСТЬ ПРИМЕНЕНИЯ
Технологическая карта разработана на ручную изоляцию зоны сварных стыков труб с заводским антикоррозийным покрытием термоусаживающимися манжетами «Терма-СТАР» ТУ 2245-048-82119587-2014, ремонт заводского изоляционного покрытия и контроль качества производимых работ по изоляции на объекте строительства «Развитие газотранспортных мощностей ЕСГ Северо-Западного региона» Участок «Грязовец – КС Славянская» км 395 – км 538.
В состав работ, рассматриваемых картой, входят:
- предварительная очистка изолируемой стальной поверхности трубы и подготовка заводского изоляционного покрытия;
- предварительный нагрев поверхности, подлежащей изоляции до 50-60 ºС;
- финишная очистка изолируемой поверхности пескоструйным аппаратом и придание шероховатости зоне с заводским изоляционным покрытием;
- подготовка изоляционных материалов;
- подогрев зоны сварного стыка пропановой горелкой;
- приготовление двухкомпонентного эпоксидного праймера и нанесение праймера;
- нагрев изолируемой поверхности до 105-110 ºС;
- установка на зону сварного стыка термоусаживающейся ленты;
- установка замковой ленты;
- термоусадка манжеты;
- установка пилотной (жертвенной) манжеты;
- ремонт заводского изоляционного покрытия и поврежденных манжет;
- контроль качества покрытия.
ОРГАНИЗАЦИЯ И ТЕХНОЛОГИЯ ВЫПОЛНЕНИЯ РАБОТ
Изоляцию сварных стыков труб следует производить после получения положительного заключения о качестве сварного поперечного шва и выдачи разрешения на проведение работ. Перед нанесением изоляции на сварные стыки поверхность трубы должна быть подготовлена в соответствии с требованиями изготовителя покрытия. Качество подготовки поверхности должно быть подвергнуто инструментальному контролю.
Перед изоляцией сварных стыков труб необходимо провести следующие организационно-технические мероприятия и подготовительные работы:
- получить разрешение на изоляцию зон сварных стыков;
- назначить лиц, ответственных за качественное и безопасное производство работ;
- провести инструктаж членов бригады по охране труда;
- разместить в зоне производства работ необходимые машины, механизмы и инвентарь;
- провести предварительное ознакомление бригады под роспись с настоящей операционной технологической картой на проведение изоляционных работ;
- установить в зоне производства работ вагончик для хранения изоляционных материалов, инструмента, инвентаря и отдыха рабочих;
- установить укрытие на случай выполнения изоляционных работ и ненастную погоду;
- определить объемы изоляционных работ.
Требования к материалам и условиям работ
Материалы, применяемые для изоляции стыков, должны соответствовать ТУ и выдерживать заданные механические нагрузки, которым подвергается наружное покрытие в условиях нормального производства строительно-монтажных работ при температуре окружающего воздуха от -300С до +500С.
В конструкцию покрытия на основе манжеты «ТЕРМА-СТАР» входят следующие материалы: манжета «ТЕРМА-СТАР» и пилотная («жертвенная») манжета, две замковых пластины «ТЕРМА-ЛКА» и двухкомпонентный праймер.
Манжеты "ТЕРМА-СТАР" - двухслойный изоляционный материал, состоящий из армированной, термосветостабилизированной, сшитой и ориентированной в продольном направлении полиолефиновой пленки-основы и адгезивного подслоя на основе термоплавких адгезионных композиций. Поставляется комплектно. Один комплект - для изоляции одного стыка.
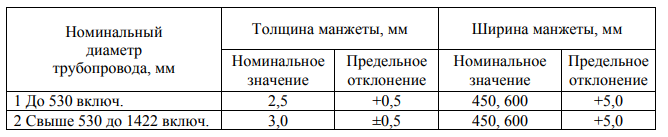
Толщина и ширина манжеты «ТЕРМА – СТАР» в состоянии поставки зависят от диаметра и длины неизолированных концов труб и должны соответствовать нормам, приведенным в таблице 1.
Таблица 1. Геометрические размеры манжеты «ТЕРМА-СТАР».
Длина манжеты L, мм, рассчитывается по формуле:
L = 3,14 x D х 1,05 + К (1)
где D – наружный диаметр трубы, мм;
К – нахлест краев манжеты, составляющий 100 мм.
Толщина и ширина пилотной манжеты «ТЕРМА – СТАР» в состоянии поставки должны соответствовать нормам, приведенным в таблице 2.
Таблица 2. Геометрические размеры пилотной манжеты «ТЕРМА – СТАР».
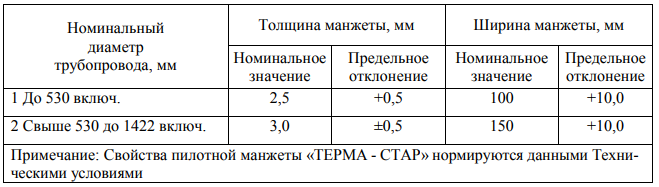
Пилотная манжета «ТЕРМА – СТАР» идентична по конструкции и материалам основной манжете «ТЕРМА – СТАР». Пилотная манжета «ТЕРМА – СТАР» устанавливается поверх нахлёста основной манжеты «ТЕРМА – СТАР» на заводское покрытие со стороны направления протаскивания (рис. 2) и должна предохранять манжету «ТЕРМА – СТАР» от разрушения или сдвига при протаскивании трубы.
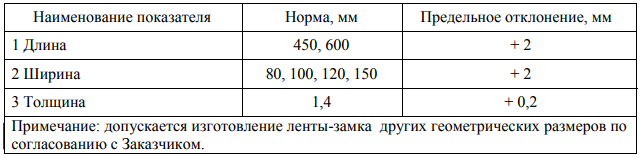
Длина замковой пластины должна соответствовать ширине термоусаживающейся манжеты и иметь геометрические размеры, приведенные в таблице 3.
Таблица 3. Геометрические размеры замковой пластины «ТЕРМА - ЛКА»
Транспортировка рулонов лент (манжет) и комплектующих производится в крытых транспортных средствах, обеспечивающих сохранность транспортной тары и предохраняющих ее от попадания атмосферных осадков, в соответствии с Правилами перевозки грузов на данном виде транспорта. Рулоны транспортируют горизонтально, при этом укладка рулонов в высоту не ограничивается.
Хранение рулонов осуществляется только в вертикальном положении в закрытых помещениях, исключающих попадание прямых солнечных лучей, влаги, на расстоянии не менее 1,0 м от нагревательных приборов. Все материалы должны храниться в заводской упаковке.
Высота штабеля с рулонами не более 1,5 м (трех рядов) или на специальных поддонах не более 4-х рядов.
Эпоксидный праймер хранят в заводской упаковке (ящиках) в горизонтальном положении в закрытых помещениях на расстоянии не менее 1 м от отопительных приборов. Укладка ящиков по высоте не ограничивается.
Рекомендуемая температура хранения материалов от +10 ºС до + 30º С.
Оборудование для нанесения покрытия:
- ручные газовые (пропановые) горелки, кольцевая горелка;
- пропановые баллоны с редукторами, манометрами, переходниками и шлангами;
- прикаточный ролик для прокатки ровной поверхности;
- термостойкие перчатки;
- толщиномер (типа МТ-01, УТ-10, ВТ-40НЦ МТ2003, МТ 2007);
- электронный адгезиметр (типа АМЦ 2-20) или пружинный динамометр;
- искровой дефектоскоп типа «Крона-1Р», «Корона-2» или «Холидей»;
- пирометр или контактный термометр типа ТК;
- шаблон 30º;
- приспособление для нанесения праймера (валик);
- лопатка (деревянная палочка) для смешивания праймера;
- контактный термометр с диапазоном измерения от 0 до 150°С;
- защитные очки, рукавицы, ветошь, растворитель (ацетон, уайт-спирит);
- установка пескоструйной очистки любого типа, ручная шлифмашинка, наждачная бумага, нож, цикля;
- ремонтный материал «Терма-Р» и «Терма-РЗ».
Приборы и инструменты для контроля качества работ должны быть заводского изготовления, иметь паспорта и свидетельство о метрологической поверке.
Хранение комплектующих изделий производится в соответствии с требованиями технических условий на их изготовление.
Результаты входного контроля должны быть зафиксированы актом согласно ВСН 012-88.
Для работ по очистке и изоляции стыков необходимо, чтобы зазор между трубопроводом и поверхностью земли составлял не менее 0,6 м. Это достигается за счет устройства под трубопроводом временных опор соответствующей высоты.
Дата добавления: 2019-02-22; просмотров: 240; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!