Портландцемент. Шикізат материалдары 9 страница
Карьерден шикізат келмей қалған жағдайда цемент зауытының үздіксіз жұмыс істеп тұруы үшін сол зауытта артық шикізат қоры болуы керек. Қоймада сақталуға қажетті шикізат қоры белгілі бір мөлшерде болады. Оларды ашық және жабық қоймада сақтайды. Шикізат қорының мөлшері мынадай (тәулікке шаққанда, т): әктас 3...5; гипс тасы, түзетуші және минералды қоспалар 15...20; қатты отын 10...15.
3.3 Шикізат материалын ұсақтау
Цемент өндірісінде шикізат материалдарын ұсақтау үшін жақты, конусты, балғалы, өзекті, білікті т.б. ұсақтағыштарды пайдаланады (3.7-сурет). Ұсақтайтын қондырғыларды таңдау шикізаттың құрамына, беріктігіне, серпімділігіне, ылғалдылығына байланысты. Жоғары және орташа тығыздықтағы қатты әктастарды ұнтақтау бір, екі немесе үш сатыда іске асырылады. Осыған байланысты ұнтақтау: ірі, орташа, ұсақ болып бөлінеді. Ірі ұсақтау 100...200 мм, орташа - 20...40 мм, ұсақ - 3...10 мм.
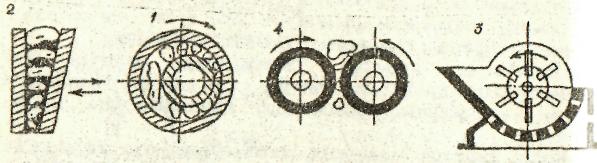
3.7-сурет. Әр түрлі ұсақтағыштардың сызба нұсқасы: 1-конусты; 2-жақты; 3- балғалы; 4- білікті
2.
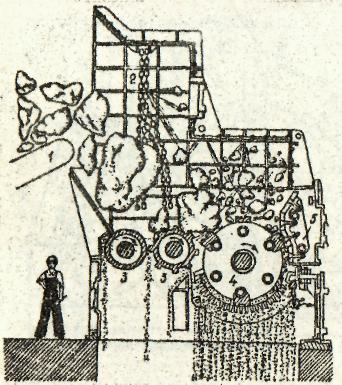
Ірі ұсақтау қуаттылығы 500...1000 т/сағ конусты немесе жақты ұсақтағыштарда жүргізіледі. Жақты ұсақтағыштарда (3.8-сурет) ұсақтау процесі жылжымалы және қозғалмайтын беттер арасында қысу арқылы жүргізіледі.
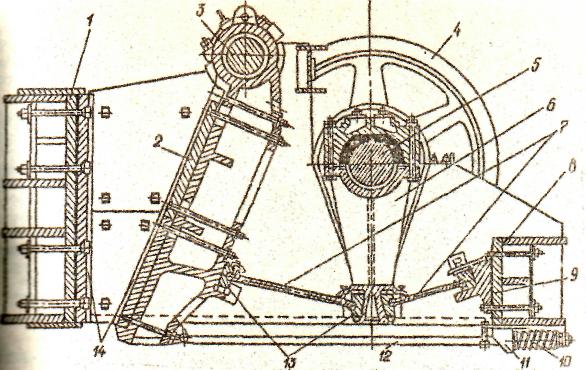
| 3.8-сурет. СМД-60А маркалы жақты ұсақтағыш: 1-қаңкасы; 2-қозғалмалы бет; 3-осі; 4-маховик; 5-эксцентрикті өзек; 6-шатун; 7-плиталар, 8-арнаулы тірек; 9-төселгіш; 10-серіппе; 11-прилив; 12-тартқыш; 13-кеудірлек; 14-шойын плиталар |
Конусты ұсақтағыштарда материал екі конустың арасында жаншылады (3.9-сурет).
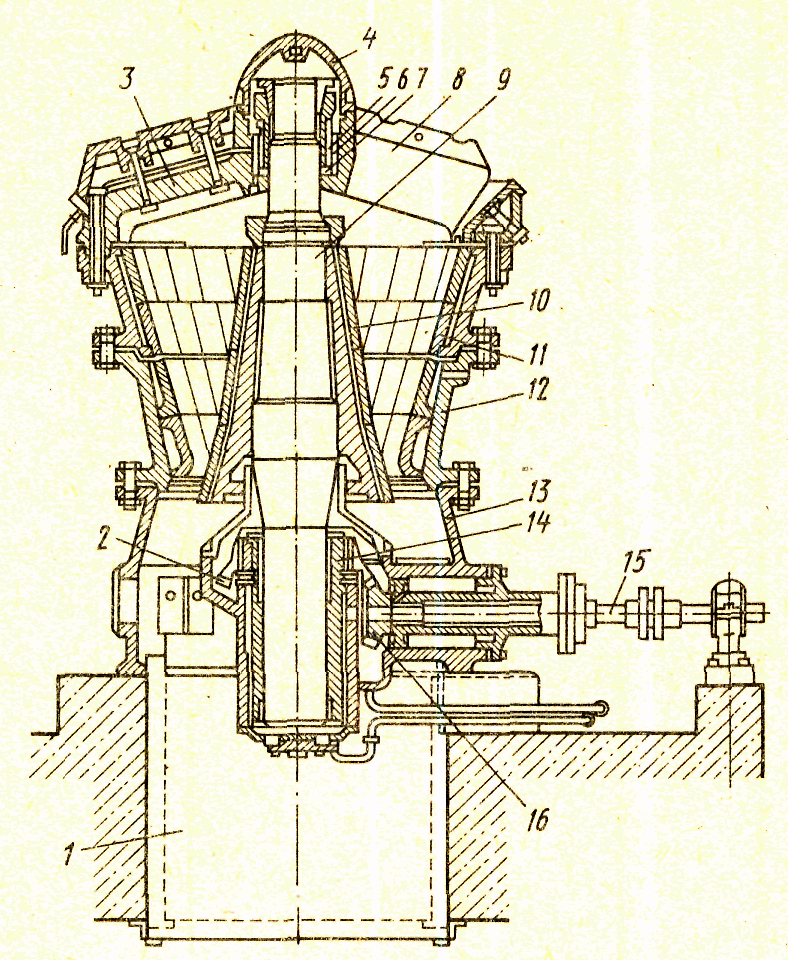
| 3.9-сурет. Конусты ұсақтағыш: 1-түсіру камерасы; 2-тісті дөнгелек; 3-көлденең жақтау; 4- подшипниктің қақпағы; 5-цилиндрлы втулка; 6- конусты втулка; 7- тірек сақина; 8-тиеуіш терезе; 9-бас өзек; 10-ішкі ұсақтаушы конус; 11-беренді плиталар; 12-сыртқы конус; 13-табан; 14-втулка; 15-жетекті өзек; 16-тістегеріш |
Ұсақталу процесі ұсақтау дәрежесіне, меншікті беттік ұлғаюға, ұсақтауға кететін энергия шығынына байланысты болады.
Ұсақтау дәрежесі деп ұсақтауға түсетін өнімнің орташа диаметрінің ұсақталған өнімнің орташа диаметріне қатынасын айтамыз:
 (3.1)
(3.1)
Бірінші сатыдағы жақты және конусты ұсақтағыштар өлшемі 1200...1500 мм материалдарды, ал қалған ұсақтағыштар – 200...300 мм – материалдарды өңдей алады. Жақты ұсақтағыштардың ұсақтау дәрежесі 4...6, конусты ұсақтағыштардың ұсақтау дәрежесі 10...20 болады. Ұсақталған материал өлшемі 100...200 мм.
Жақты ұсақтағыштардың конструкциясы қарапайым және жұмыс істеуі жеткілікті түрде сенімді болады. Жақты ұсақтағыштардың беткі плиталары шыныққан немесе қатты шойыннан жасалады. Бұл плиталардың шығыны бір тонна ұсақталатын материалға 5...30 г. Ұсақтағыштарға бөгде заттар түсіп кетпеу үшін, оларды өзі қабылдайтын және зақым келуден сақтайтын әр түрлі сақтандырғыш қондырғылар қолданылады.
Электр энергиясының меншікті шығыны ұсақтағыш өлшеміне, тау жынысының қаттылығына байланысты болады және ірі жақты ұсақтағыштағыштарда 0,3...0,7 кВт∙сағ/м3.
Ұнтақтаудың екінші сатысында қозғалмалы плитасы бар өздігінен тазартқыш балғалы ұсақтағыштар қолданылады.
Балғалы ұсақтағыштар майдаланған материалдарды шығару торымен жабдықталған. Балғалы ұсақтағышта балғаның материалға соғуының нәтижесінде немесе тез айналатын ротордың соққысынан және камераның қабырғасына соқтығысуынан майдаланады. Майдаланған өнімнің өлшемі 0-ден 20...30 мм болады, ал майдалану дәрежесі 20...30 (3.10-сурет).
| 3.10-сурет. Балғалы ұсақтағыш: 1-тұғыр; 2-колосникті тор; 3-уатушы білеу; 4- уатушы плита; 5- тұғырдың қақпағы; 6-балғалар; 7-ротор; 8- колосникті тор; 9-тордың бағыттаушысы |
Балғалы ұсақтағыштар бір роторлы және екі роторлы болып бөлінеді. Электр энергиясының меншікті шығыны 1 т материалға шаққанда 1...2 кВт∙сағ/т. Майдалау процесі кезінде балғалар желініп, ескіреді. Оның, яғни меншікті ескіруінің шамасы 1 т майдаланған материалға шаққанда 1,5...3,0 г.
Майдаланудың оптималды дәрежесін майдаланудың ең аз құны мен шикізаттың ең жұқа майдалануынан алады (3.11-сурет).
Шикізат диірмендеріне түскен шикізат бөлшектерінің өлшемінің азаюы олардың өнімділігін арттырады.
Диірмендердің өнімділігі мынаған пропорционал:
K  =
=  (3.2)
(3.2)
мұндағы, а – материалдың ірілігі.
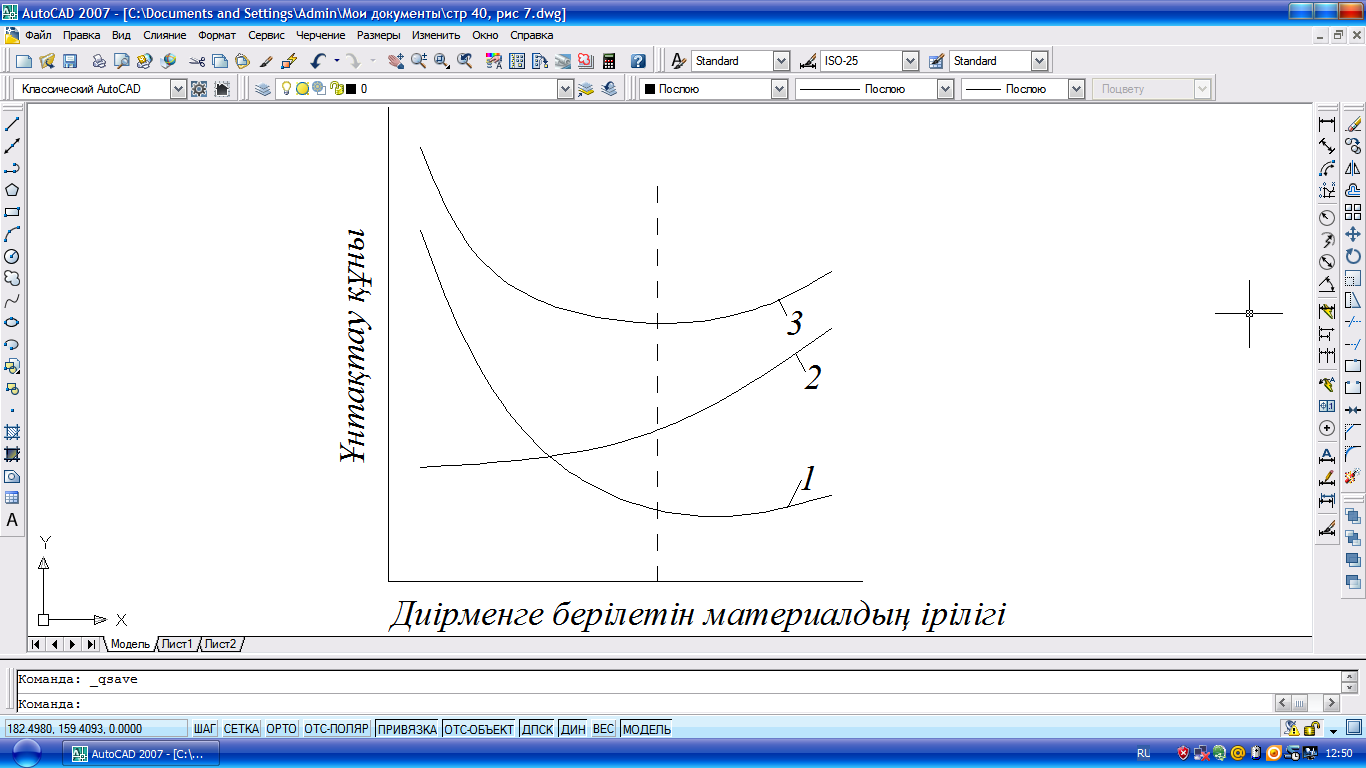
| 3.11-сурет. Қоректің үлкендігіне байланысты ұнтақтау құнының өзгерісі: 1-майда ұнтақтау; 2-бөлшектеу; 3-бөлшектеу мен майдалаудың қосынды құны |
Соққылы - шашыратқыш ұсақтағыштар 3 сатыда ұнтақтайтындығына байланысты тиімді болып келеді.
Бірінші саты - роторға бекітілген балғалар материалды соққан кезде болады. Екінші сатысы - бөлшектелінетін заттың шағылыстырғыш плиталарға соқтығысуынан, ал үшіншісі бөлшектенетін заттың бөлшектерінің бір-бірімен соқтығысуынан болады. Заттың бөлшектенуі табиғи сызаттардың бетінен жүреді. Мұндай ұсақтағыштар қаттылығы орташа тау жыныстары үшін тиімді. Өндіріс бір және екі роторлы ұсақтағыштарды шығарады.
Қатты және тұтқыр тау жыныстарын бөлшектеп майдалау үшін соққылы-шашыратқыш ұсақтағыштардың бірнеше басқаша түрлері қолданылады.
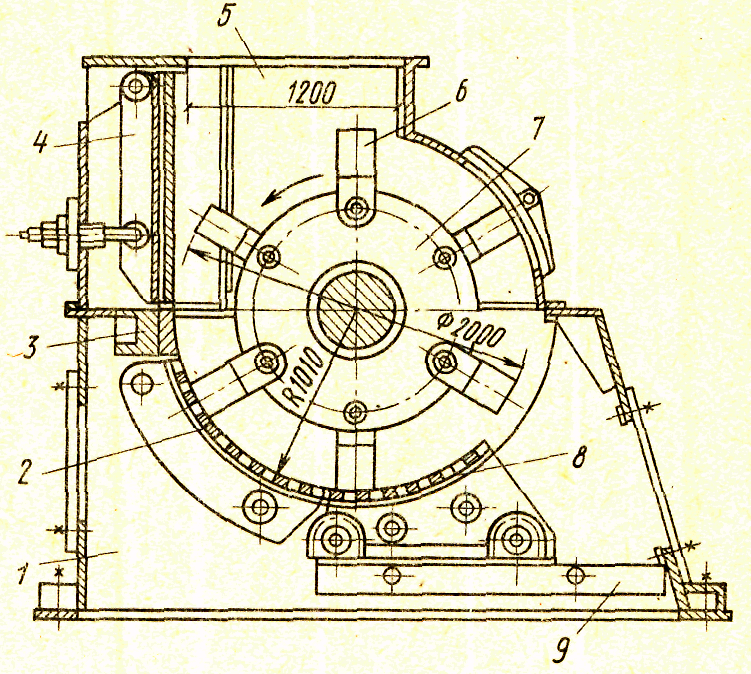
"Смидт" (Дания) фирмасының Е типті аралас соққылы-шашыратқышты балғалы ұсақтағышында реттеуші саңылаулары болады (3.12-сурет). Көлденең қимасы 2 м дейін тay жынысын қабылдай отырып, үлкендігі 25 мм дейінгі шағыл түйіршік бере алады. Роторға берілетін соққыны азайту үшін 2 қабылдағыш білік орнатылады, олар соққыны өзіне қабылдайды. Біліктердің арасындағы саңылауға материалдың ұсақ бөлшектері түсіп тұрады.
Балғалардың айналу жылдамдығы 38...40 м/с, бір балғаның массасы 90...250 кг дейін болады. Электр энергиясының меншікті шығыны 0,9...1,1 кВт∙сағ/т. Бұл агрегат материалды 1 сатыда бөлшектеуге мүмкіндік береді. Майдалау дәрежесі 60...70.
| 3.12-сурет. «Смидт» фирмасының соққылы шашыратқышты ұсақтағышы: 1-қоректендіргіш; 2-шынжырлы перде; 3-қабылдағыш білік; 4-балғалы ротор; 5-майдалауыш жақты реттегіш |
ТМД-ның көптеген цемент зауыттарында "Аэрофол" үлгісіндегі өздігінен ұсақтайтын, диаметрі үлкен D=3,6...11 м және D/L=2,5...4, қысқа барабанды келетін, құрғақ әдіспен жұмыс істейтін диірмендер орналастырылған. Барабан ішкі жағынан көтергіш қабырғалары бар плиталармен қапталған. Диірмен шекті жылдамдықтын мәнінің 60...90 %-ды жиілігімен айнала алады.
Шекті мәні 80 % төмен жылдамдықта диірмен каскадты режимге көшеді және өте жұқа, майда өнім береді. Шекті мәнінің 85...90 % жылдамдықпен айналғанда диірмен «сарқырамалы» режимге көшіп, ірі ұнтақталған өнім шығарады. Диірмен айналған кезде ұнтақталатын материал үлкен биіктікке көтеріледі. Ал құлаған кезде кесектер соққының әсерінен және бір-біріне үйкелу нәтижесінен майдаланады. Диірменге ірілігі 300...500 мм материал беріледі. Дайын ұнтақталған өнімді диірменнен газды ауа ағыны алып шығады. Оның ұнтақталу дәрежесі № 008 елеуіште 50...70 % қалдықпен сипатталады (3.13-сурет).
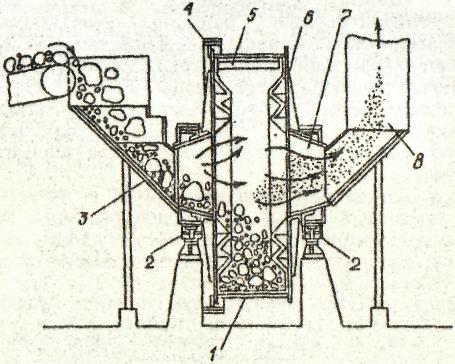
| 3.13-сурет. Өздігінен ұнтақтағыш"Аэрофол" диірмені:1-барабан; 2-подшипниктер; 3-тиейтін құрал; 4-тісті доңғалақ; 5-брус; 6-шойын балғалы плита; 7-қуыс цапфа; 8-материал шығатын (патрубок) түтік |
Диаметрі 9,7 м және ұзындығы 3,2 м «Аэрофол» СММ-46 диірмені ұсақтаудың бірінші сатысынан соң 0,3...0,5 м мөлшердегі әктасты қабылдайды да, № 008 елеуіште қалдығы 50...70 % болатын майдаланған материалды газбен бірге алып шығады. Қажет болған жағдайда бүл диірменге массасы 105 т-дан, ал диаметрі 100 мм-ден аспайтын ұсақтау денелерін қосады. Бұл диірменнің өнімділігін 70...100 % дейін арттырады. Диірменде бір мезгілде екі бірдей - ұсақталу мен майдалау процестері жүреді.
Соңғы кездері шетелдерде бір мезгілде шикізатты майдалайтын және кептіретін өзекті диірмендер қолданылады. Мұндай диірмендерде 2...6 өзек көлденең жазықтықпен айналатын ұнтақтағыш стол немесе тостағанның үстімен қозғалады.
Ұнтақтағыш білік серіппенің, немесе арнаулы гидравликалық жүйенің көмегімен тостағанға қысылады. Өзекті және шығыршықты диірмендер шикізатты ұнтақтаумен бірге технологиялық отынды - көмір, клинкер, шлак майдалауға пайдаланылады. Шетелдердегі цемент зауыттарында өзекті Леше диірмені, шар тәріздес сақиналыдиірмендер немесе Петерс диірмені (Германия), серіппелі шығыршықты Раймон диірмені (АҚШ), Пфайфердің (Германия) МРS жүйенің өзекті диірмені, "Полизиус" фирмасының шығыршықты диірмендері қолданылады.
Жұмсақ бір қалыпты шикізат материалын ұсақтау үшін өзекті ұсақтағыштар қолданылады.
Ұсақтайтын заттың физикалық қасиетіне байланысты өзектер әр түрлі: тегіс, тісті, кедір-бұдырлы, қабырғалы бет болып келеді. Қатты тау жыныстары үшін өзекті ұсақтағыштардың ұсақтау дәрежесі 3...4, ал жұмсақ тау жыныстары үшін 10...15 дейін болады. Білікті тісті ұсақтағыштар ірі және орташа тас көмірлер ұсақтағанда пайдаланылады.
3.4 Біртектілеу қоймалары
Пештердің тұрақты жұмыс істеуі үшін, әсіресе құрғақ әдіспен күйдіргенде берілетін шикізат ұнының құрамы біртекті болу керек. Сондықтан мұндай жағдайды қамтамасыз ету үшін шикізатты біртектілеу қоймалары қажет. Ол үшін 25...70 мм-ге дейін ұсақталған материалдарды біртектілеу қоймасында қатарлап төгіп штабель жасайды. Қатарлап қоюдың сапасы оны қоюдың әдісіне байланысты. Материалды жіңішке жолақ, жұқа қабат, ұзын көлбеу қабат, конус тәрізді етіп жинақтауға болады.
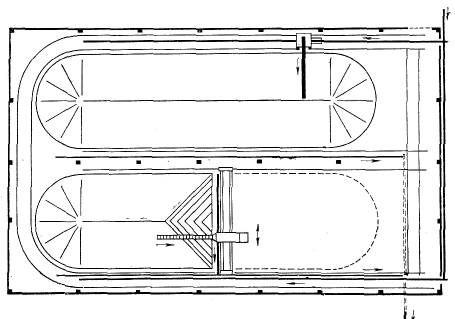
Бұл жиынтықты төккен кезде, қатардың биіктігіне байланысты материалдың жіктелуі болады. Сондықтан тиеу жұмысын бүкіл қатар бойында жүргізеді және жоғары дәрежеде біртектілеуді қамтамасыз етеді. Жүк тиегіш арбасы немесе ленталы лақтырғышы бар көліктерді қатармен жағалай ілгерілі-кейінді қозғалту арқылы тиеу іске асырылады. Жақсы біртектіленуі үшін қатарларды ұзына бойына қатты тартып, созады. Қатар ұзындығының еніне қатынасы 5:1 шамасынан кем болмауы керек (3.14-сурет).
|
|
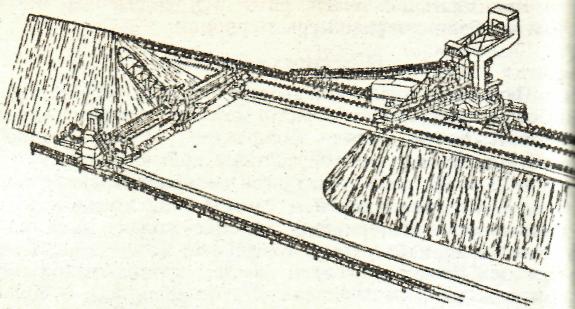
| 3.14-сурет. Екі бірдей параллельді аралас қатармен орталықтандырғыш қойма және роторлы экскаватормен өңдеу қатары |
Шикізаттың біртектілеу қоймасы үздіксіз режимде жұмыс істейді. Екі қатарды негізінен ұсақталған әктаспен қалыстастырады және қажетті кезде қатарларды саз бен құмнан тұратын тау жынысымен немесе тақта тасынан құрайды. Қатарлардың кейбіреуі зауыттың апталық жұмысын қанағаттандырады, ал қатарларды қалыптастыру аз уақыт аралығында жүргізіледі. Материалды үздіксіз беріп тұрады.
Қатарларды бір шетінен өңдейді. Ойып алу роторлы немесе қырғыш экскаваторлар арқылы жүргізіледі. Қырғыш экскаватор жебе (стрела) мен қозғалмалы шынжырдан тұрады. Жүк көтеруге арналған машиналардың жебесі айналмалы көтергіш конструкциямен жасалады. Экскаватордың типіне қарай материалды қатардың бір шетінен немесе ара қашықтығын реттеп алуға болады. Заманауи зауттарда реклаймерлер пайдаланады. Ленталы тасылмалдағыш арқылы жұмсақ материал диірменнің қабылдау шанағына жеткізіледі.
Өндіру қатары роторлы экскаватор арқылы бір шетінен жасалады. Жазылмалы көпірге орнатылған ожаулы ротор екі бағытта қозғала алады. Ротор қатардың астындағы материалды алады. Ұстағыш тырмалармен жабдықталған құрал қатардың жоғарғы жағын босатып, затты роторға береді.
Біртектілеу қоймалары шикізаттың құрамын бірдей етіп араластыруға мүмкіндік береді. Карьерден келіп түскен әктастың құрамында, айталық СаСО3 ±10 %-ға өзгеріп тұрған болса, біртектіленгеннен соң қоймадағы материалдың құрамы СаСО3 бойынша ±1% аралығында өзгереді. Шикізат диірменнен өткен соң СаСО3 құрамының өзгеру шамасы ±0,3 % аспайды. Мұндай шикізат шихтасын қосымша өңдеусіз күйдіруге жіберуге болады.
3.5 Құрғақ тәсілмен шикізат материалдарын ұнтақтау
Құрғақ тәсілмен шикізатты майдалау бұрыннан келе жатқан зауыттарда өлшемі Ø4,2 х 10 м, Ø4 х 13,5 м; Ø 3,2 х 15 м, Ø 3,2 х 8,5 м құбырлы диірмендерде, жаңа цемент зауыттарында тік білікті диірмендерде жүргізіледі. Майдалау ашық немесе жабық циклде өтеді. Диірменде шикізатты майдалау мен кептіруді бір мезгілде жүргізуге болады. Бұрынғы зауыттарда ылғалдылығы 20 % жоғары шикізатты алдын-ала кептіргіш барабандарда кептіреді. Кептіргіш есебінде пештерден шығатын температурасы 300...400 0С түтінді газдар немесе бөлек отын жаққан кездегі түтінді газдар қолданылады.
Дата добавления: 2019-02-22; просмотров: 461; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!