Техническая характеристика автоматов для дуговой сварки без внешней защиты дуги и под флюсом плавящимся электродом
| Наименование | А1416 | ГДФ-1001 | ТС-17МУ | АДФ-1202 | |
| Номинальная сила сварочного тока | 1000 | 1000 | 1000 | 1250 | |
| Исполнение | Самоходный | Подвесной | Самоходный | Самоходный | |
| Электродная проволока | Диаметр, мм | 2-5 | 3-5 | 3-5 | 2-6 |
| Скорость подачи, м/ч | 47-508 | 53-532 | 60-360 | 60-360 | |
| Способ регулирования скорости подачи/сварки | П/П | П/- | С/С | П/П | |
| Скорость сварки, м/ч | 25-250 | - | 12-120 | 12-120 | |
| Источник питания | ВДУ-1201 | ВДУ-1201 | ТДФЖ-1002 | ВДУ-1201 | |
| Габаритные размеры автомата, мм | 1070х845х1920 | 1050х1680х2000 | 715х345х540 | 1100х450х770 | |
Выбор сборочно-сварочной оснастки.
Сборочно-сварочная оснастка это дополнительные технологические устройства (приспособления), предназначенные для выполнения сборочных и сварочных работ.
При помощи сборочных приспособлений собираемые под сварку детали или узлы ориентируются относительно друг друга в положение, предусмотренное чертежом, закрепляются и прихватываются. Наиболее удобное положение собираемых деталей (узлов), при котором прихватки выполняются в нижнем положении или «в лодочку».
Сварочные приспособления или механическое сварочное оборудование предназначено для ориентирования или ориентирования и перемещения изделия относительно сварочного аппарата.
На рис.5, 6 представлены простейшие приспособления для сборки деталей.
А на рис.4 и в табл.26-30 приведены приспособления для сборки, механическое оборудование для позиционирования и перемещения изделий относительно сварочных аппаратов и их характеристики.
В приложении 3 приведен пример заполнения графы 8 «сборочно-сварочная оснастка».

Рис. 5 Приспособления для сборки под сварку металлоконструкций:
а, б – клиновидного типа;
в – струбцина;
г – прижимная вага
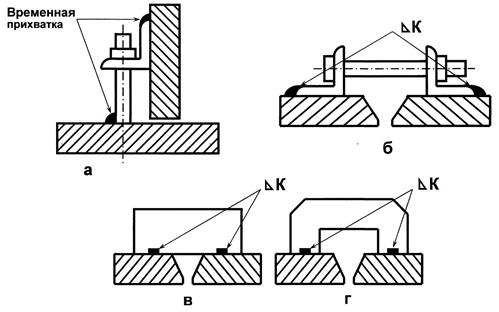
Рис. 6 Приспособления для сборки под сварку металлоконструкций:
а, – винтовая стяжка для листов, соединяемых угловым швом;
б – стяжной болт с приварными уголками;
в, г – фиксирующие планка и скоба
Таблица 26
Сборочно-сварочные приспособления
| Марка | Наименование приспособления | Эскиз приспособления | Тип производства | Рекомендации |
| С1 | Основания (для сборки по разметке) – стеллажи, козелки, плиты, стол сварщика | 
| Единичное | Для любых изделий в заводских условиях |
| С2 | Прижимы и упоры переносные – скоба, клин, струбцина, фиксатор, упор винтовой | 
| Для любых изделий в заводских и монтажных условиях | |
| С3 | Универсально-сборочные приспособления УСП | 
| Для изделий длиной не более 10 м | |
| С4 | Флюсмагнитный стенд | 
| Серийное | Для листовых деталей и конструкций |
Продолжение таблицы 26
| Марка | Наименование приспособления | Эскиз приспособления | Тип производства | Рекомендации |
| С5 | Кондуктор неповоротный | 
| Серийное | Для конструкций длиной до 7 м |
| С6 | Стенд с передвижным порталом | 
| Для конструкций любой длины | |
| С7 | Кондуктор поворотный (кольцевой кантователь) | 
| Хороший доступ к торцевым частям | |
| П1 | Позиционер диафрагменный | 
| Для узлов с концевыми деталями под любым углом | |
| П2 | Позиционер наклонный | 
| Для узлов с концевыми деталями под любым углом | |
| К1 | Вращатель горизонтальный двухстоечный | 
| Для узлов с креплением за торцы | |
| К2 | Кантователь двухстоечный рамный | 
| То же, с креплением за продольные части | |
| К3 | Кантователь цепной | 
| Для стержней балок и решетчатых узлов | |
| М1 | Манипулятор ручной | 
| Для узлов короче 7 м |
Таблица 27
Дата добавления: 2019-02-13; просмотров: 337; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!