Марки электродов и их характеристики
| Тип электрода | Марка электрода | Род тока и полярность | Положение сварки |
| Э42 | АНО-6М | Постоянный и переменный | Все положения |
| АНО-1 | Нижнее | ||
| ВСЦ-2 | Постоянный | Все положения | |
| ВСЦ-4 | Все положения | ||
| Э42А | СМ-11 | Постоянный и переменный | Все положения |
| УП-1/45 | Все положения | ||
| УП-2/45 | Все положения | ||
| ОЗС-2 | Постоянный | Все положения | |
| Э46 | АНО-4 | Постоянный | Все положения |
| МР-3 | Переменный | Все положения | |
| ОЗС-4 | Все положения | ||
| АНО-12 | Все положения | ||
| Э46А | УОНИ13/45 | Постоянный | Все положения |
| Э50А | УОНИ-13/55 | Постоянный | Все положения |
| СК2-50 | Все положения | ||
| ДСК-50 | Постоянный и переменный | Все положения | |
| АНО-11 | Все положения | ||
| КД-11 | Все положения | ||
| ОЗС-18 | Постоянный | Все положения |
Таблица 11
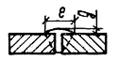
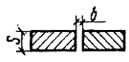
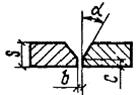
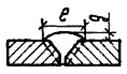
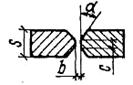
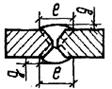
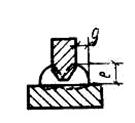
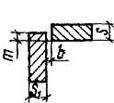
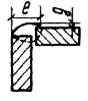
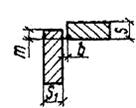
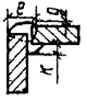
Определение площадей поперечного сечения сварных швов
| Форма поперечного сечения | Расчетная формула | |
| Подготовленных кромок | Выполненного шва | |

| 
| 
|
| 
| 
|
| 
| 
|
| 
| 
|
| 
| 
|
| 
| 
|
| 
| 
|
| 
| 
|
Выбор режима сварки
Режим сварки это совокупность показателей (параметров) процесса сварки, обеспечивающих получение швов заданных размеров, формы и качества.
Применительно к методам дуговой сварки, рекомендуемым для изготовления и возведения металлических конструкций, такими параметрами являются: род, полярность и величина тока в дуге (А); диаметр электрода или сварочной проволоки (мм); напряжение электрической дуги (В); скорость подачи электродной проволоки (для механизированной и автоматической сварки) (м/ч); вылет электрода (мм); скорость сварки (скорость перемещения детали относительно электрической дуги, или скорость перемещения дуги относительно свариваемой детали) (м/ч); число проходов (при многопроходной сварке).
|
|
|
Параметры режима определяются:
§ видом сварки;
§ типом шва (формой разделки кромок);
§ толщиной свариваемого металла или высотой первого прохода для стыковых швов или катетом шва для угловых швов;
§ маркой свариваемой стали и температурой окружающей среды (определяющих предрасположенность к образованию закалочных структур и трещин).
Для выбора режима сварки можно воспользоваться таблицами 12-15 настоящих методических указаний, а также рекомендациями, приведенными в [10, 11].
При выборе режимов ручной дуговой сварки многопроходных швов с разделкой кромок следует иметь в виду, что для обеспечения надежного провара корневые швы необходимо выполнять электродами диаметром не более 3-4 мм. Пример заполнения графы 5 технологической карты «режимы сварки» приведен в приложении 3.
Таблица 12
|
|
|
Рекомендуемые режимы ручной дуговой сварки
| Марка электрода | Диаметр электрода | Сварочный ток, А | |||||||||||||||
| Положение шва | |||||||||||||||||
| нижнее | вертикальное | Потолочное | |||||||||||||||
| МР-3 | 3 4 5 | 80-100 160-200 180-250 | 80-90 140-180 160-200 | 70-80 130-160 - | |||||||||||||
| ОЗС-4 | 3 4 5 | 90-100 160-180 200-250 | 80-90 150-160 170-180 | 70-80 140-150 - | |||||||||||||
| УП-1/45 УП-2/45 | 3 4 5 | 100-130 140-160 180-250 | 90-120 130-150 160-210 | 90-110 130-140 - | |||||||||||||
| СМ-11 | 4 5 | 160-220 200-250 | 140-180 160-200 | 140-160 - | |||||||||||||
| УОНИ-13/45 УОНИ-13/55 | 3 4 5 | 80-100 130-160 170-200 | 70-90 120-140 150-170 | 60-80 - | |||||||||||||
| ДСК-50 | 4 5 | 200-220 250-270 | 180-200 - | 140-160 - | |||||||||||||
| УП-1/55 УП-2/55 | 3 4 5 | 90-120 140-160 160-250 | 90-120 140-160 120-150 | 90-120 140-160 120-140 | |||||||||||||
| К-5А | 4 5 | 140-200 220-280 | 110-160 - | 110-140 - | |||||||||||||
| УОНИ-13/55У | 3 4 5 | 80-100 130-150 180-210 | - - - | - - - | |||||||||||||
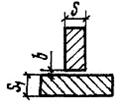
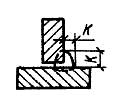
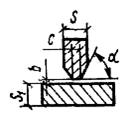
| Определение числа проходов – n и площади сечения шва - F, в зависимости от типа сварного соединения, толщины свариваемых деталей – t и катета шва - k | |||||||||||||||||
| Стыковое с V-образной разделкой кромок | Стыковое с X-образной разделкой кромок | Тавровое без скоса кромок | Тавровое со скосом кромок | ||||||||||||||
| t, мм | F, мм2 | n | t, мм | F, мм2 | n | k, мм | F, мм2 | n | k, мм | F, мм2 | n | ||||||
| 6 | 36 | 1 | 14 | 79 | 2 | 4 | 12 | 1 | 10 | 79 | 2 | ||||||
| 8 | 52 | 2 | 16 | 96 | 3 | 6 | 24 | 1 | 12 | 113 | 3 | ||||||
| 10 | 72 | 2 | 18 | 115 | 3 | 8 | 40 | 1 | 14 | 154 | 4 | ||||||
| 12 | 95 | 3
| 20 | 135 | 4 | 10 | 63 | 2 | 16 | 201 | 5 | ||||||
| 14 | 122 | 3 | 22 | 158 | 4 | 12 | 83 | 2 | 18 | 254 | 7 | ||||||
| - | - | - | 24 | 182 | 5 | 14 | 113 | 3 | 20 | 314 | 8 | ||||||
| - | - | - | 26 | 207 | 5 | 16 | 147 | 4 | 22 | 380 | 10 | ||||||
| - | - | - | 28 | 235 | 6 | 18 | 186 | 5 | 24 | 452 | 12 | ||||||
| - | - | - | 30 | 264 | 7 | 20 | 230 | 6 | - | - | - | ||||||
Таблица 13
Дата добавления: 2019-02-13; просмотров: 345; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!