Сварные соединения, наиболее часто применяемые при изготовлении и монтаже металлоконструкций
| Вид соедине-ния | Форма подготовки кромок | Характер выполнен-ного шва | Эскиз | Условные обозначения сварных соединений, способов сварки, пределы толщин элементов свариваемых | ||
| Автоматической и механизирован-ной под флюсом, ГОСТ 8713-79* | Автом. и мех. в защитных газах ГОСТ14771-76* | ручной сваркой ГОСТ 5264-80* | ||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 |
| Сты-ковое | Без скоса кромок | Односто-ронний | 
| С4-АФф 3-16 | С2-УП 0,8-6,0 | С2 0,8-6,0- |
| Без скоса кромок | Двусторон-ний | 
| С7-АФ ПФ 2-20 | С7-УП 3-12 | С7 2-5 | |
| Со скосами двух кромок | Односто-ронний | 
| С18-АФф 12-30 | С17-УП 3-60 | С17 3-60 | |
| С двумя симметричными скосами двух кромок | Двусторон-ний | 
| С38- АФф 24-60 | С25-УП 6-120 | С25 8-120 | |
| Тавро-вое | Без скоса кромок | Односто-ронний | 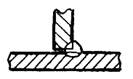
| Т1-АФ ПФ 3-40 | Т1-УП 0,8 - 40 | Т1 2-40 |
| То же | Двусторон-ний | 
| Т3-АФ ПФ 3-20 | Т3-УП 0,8 - 40 | T3 2-40 | |
| С двумя скосами кромки с полным проваром | То же | 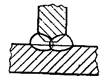
| Т8-АФ ПФ 16-40 | Т8-УП 6-80 | Т8 8-100 | |
| Нахлесточное | Без скоса кромок | Односто-ронний | 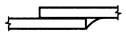
| H1-АФ ПФ 1-20 | Н1-УП 0,8 - 60 | H1 2-60 |
| То же | Двусторонний | 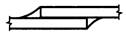
| Н7-АФ ПФ 1-20 | Н2-УП 0,8 - 60 | Н2 2-60 |
Примечание. В табл.4 приняты следующие обозначения способов сварки:
АФ - автоматическая под флюсом на весу;
АФф - автоматическая и механизированная под флюсом на флюсовой подушке;
ПФ - полуавтоматическая под флюсом на весу;
УП – автоматическая или механизированная в защитных газах.
Рекомендации по выбору сварочных материалов приведены в табл.55 СНиП II-23-81* а также в табл.8 настоящих методических указаний.
Марки электродов для РДС и прихватки назначают по табл.9 с учетом типа электродов.
Расход сварочных материалов (проволоки и электродов) рассчитывают по уравнению:

где М – расход электродов или проволоки, г;
F н – площадь наплавленного металла шва, см2;
γ – плотность стали (равна 7,8 г/см3);
Кр – коэффициент расхода, учитывающий неизбежные потери металла на угар, разбрызгивание и относительный вес электродного покрытия.
Коэффициенты расхода для разных методов сварки приведены в табл.7.
Таблица 7
Зависимость коэффициента расхода сварочных материалов от способа сварки.
| Способ сварки | Коэффициент расхода Кр |
| Автоматическая сварка под флюсом | 1,05 |
| Механизированная проволокой сплошного сечения в защитных газах Порошковой проволокой | 1,10-1,15 1,5-1,7 |
| Ручная дуговая сварка покрытыми электродами | 1,5-1,7 |
Площадь наплавленного металла для разных типов сварных соединений и толщин свариваемых деталей может быть определена по табл.11 настоящих методических указаний или по формулам и таблицам 7.12-7.18, приведенным в справочном издании [10] и табл.12 настоящих методических указаний.
Сведения о сварочных материалах заносятся в графу 7 технологической карты.
Таблица 8
Область применения сварочной проволоки и флюса
| Группы конструкций в климатических районах (определяется проектом и проставляется в чертежах КМ) | Обозначение стали (характеристика стали по пределу текучести) | Марки проволоки и флюса для сварки | |||
| под флюсом | в углекислом газе или в его смеси с арго-ном | Порошко-вой проволо-кой | |||
| проволока | флюс | ||||
| Группы 2, 3 и 4 - во всех районах, кроме I1, I2, II2 и II3
| С235, С245, С255, С275, С285 | Св-08А, Св-08АА, Св-08ГA Св-06А, Св-08ГСМТ Св-08ГС, Св-10Г2 | ОСЦ-45, ОСЦ-45М, АН-348А, АН-348АМ, АН-42, АН-42М, АН-60, ФЦ-16,АНЦ-1 АН-42, АН-42М ФЦ-16 | Св-08Г2С, Св-08ГС | ПП-АН1, ПП-АНЗ, ПП-АН7, СП-2, СП-3, ППТ-13, ПП-АН11 |
| С345, С345Т, С345Д, С375, С375Т, С375Д | Св-08ГА, Св-10ГА, Св-10Г2, Св-08ГС | ОСЦ-45, ОСЦ-45М, АН-348А, АН-348АМ, АН-60, АНЦ-1 | Св-08Г2С, Св-08ГС
| ПП-АНЗ, ПП-АН7, СП-2, СП-3, ПП-АН11 | |
| Св-10НМА | АН-43 | ||||
| Св-10Г2, Св-08ГА, Св-10ГА, Cв-10НМА | АН-47, АН-17М, АН-348А | ||||
| С345К | Св-08Х1ДЮ | АН348А | Св-08ХГ2СДЮ | — | |
| С390, С390Д, С390Т, С390К, С440, С440Д | Св-10НМА, Св-10Г2, Св-О8ГА, Св-10ГА | АН-47, АН-17М, AH-348A | Св-08Г2С | — | |
| Группа 1 во всех районах, группы 2, 3 и 4 - в районах I1 , I2, II2, и II3 | С235, С245, С255, С275, C285 | Св-08А, Св-08АА, Св-08ГА | ОСЦ-45, АН-348А, АН-348АМ, АН-42, АН-42М, ФЦ-16, АНЦ-1 | Св-08Г2С, Св-08ГС
| ПП-АНЗ, ПП-АН7, СП-2, СП-3, ПП-АН 11
|
| Св-08ГСМТ | АН-42, АН-42М | ||||
| Св-08ГС, Св-10Г2 | ФЦ-16 | ||||
| С345, С345Т, С345Д, С375, С375Т, С375Д | Св-10НМА | АН-43 | Св-08Г2С | — | |
| Св-10Г2, Св-08ГА, Св-10ГА, Св-10НМА | АН-47, АН-17М, АН-348А | ||||
| С345К | Св-08Х1ДЮ | АН-348А | Св-08ХГ2СДЮ | — | |
| С390, С390Д, С390Т, С390К, С440, С440Д | Св-10Г2, Св-08ГА, Св-10ГА, Св-10НМА | АН-47, АН-17М, АН-348А | Св-08Г2С | — | |
Примечания.
1. Флюсы ОСЦ-45М и АН-348АМ рекомендуется применять только для механизированной сварки.
2. Применение флюсов АН-348А и АН-348АМ для сварки сталей С345 и более прочных требует проведения дополнительного контроля механических свойств металла шва при сварке элементов всех толщин для конструкций в климатических районах I1, I2, II2, II3 и толщин свыше 32 мм — в остальных климатических районах.
3. Для сварки сталей С390, С390Д, С390К, С390Т применяется проволока марки Св-08ГА и Св-10ГА.
4. Проволока марки Св-08Х1ДЮ поставляется по ТУ 14-1-1148-75, марки Св-08ХГ2СДЮ — по ТУ 14-1-3665-83.
5. Флюс АНЦ-1 поставляется по ТУ 108.1424-86. остальные — по ГОСТ 9087.
Таблица 9
Область применения электродов для сварки строительных металлоконструкций
| Группы конструкций в климатических районах | Обозначение стали по ГОСТ 27772 (характеристика стали по пределу текучести) | Тип электрода по ГОСТ 9467 |
| Группы 2, 3 и 4 — во всех районах, кроме I1, I2, II2 и II3 | С235, С245, С255, С275, С285 | Э42, Э42А, Э46, Э46А, Э50А |
| С345, С345Т, С345Д, С345К*, С375, С375Т, С375Д, С390, С390Д, С390Т, С390К, С440, С440Д | Э50А | |
| Группа 1 — во всех районах Группы 2 ,3 и 4 — в районах I1, I2, II2 и II3 | С235, С245, С255, С275, С285 | Э42А, Э46А, Э50А |
| С345, С345Т, С345Д, С345К*, С375, С375Т, С375Д, С390, С390Д, С390Т, С390К, С440, С440Д | Э50А |
* Для сварки стали С345К с повышенным содержанием фосфора следует применять электроды марок ОЗС-18 и КД-11.
Таблица 10
Дата добавления: 2019-02-13; просмотров: 475; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!