Испытание сварных соединений на герметичность
Цель работы : изучение техники контроля сварных швов на герметичность и применяемых для этих целей приборов
Оборудование и материалы
- сварные образцы.
- материалы для контроля - раствор мела в воде, керосин, раствор мыльной воды, кисточка;
- галоидный течеискатель ГТИ-6;
- гелиевый течеискатель ПТИ-10;
- устройство для контроля герметичности вакуумным методом;
- вакуумный насос;
- компрессор.
Нормативная и техническая документация
- техническое описание и инструкция по эксплуатации ГТИ-6;
- техническое описание и инструкция по эксплуатации ПТИ-10.
Содержание отчета
- цель и задачи работы;
- сущность методов контроля течеисканием;
- классификация методов контроля на герметичность;
- описание техники контроля различными методами на герметичность;
- выводы по работе.
Общие положения
Герметичность – это свойство изделия ограничивать проникновение жидкости или газа сквозь элементы конструкции и их соединения. Испытания на герметичность выполняют с применением пробных веществ / жидкостей или газов /, которые легко проникают через сквозные дефекты, причем их проникновение может быть обнаружено приборами или визуально.
Методы контроля на герметичность подразделяются на капиллярные, компрессионные и вакуумные, которые, в свою очередь, имеют различные разновидности.
Капиллярные методы контроля основаны на капиллярном проникновении жидкости, обладающей высоким смачиванием, в сквозные дефекты. К ним относятся: метод керосиновой пробы, цветной и люминесцентный методы.
|
|
|
Метод керосиновой пробы основан на изменении цвета меловой обмазки, которая наносится с одной стороны соединения, как правило, доступной для обзора. Другая сторона шва смачивается керосином. При наличии сквозных дефектов на меловой обмазке появляются ржавые пятна.
Другие капиллярные методы основаны на использовании пенетрантов – красок (цветной метод) или люминофоров (люминесцентный метод).
В основе компрессионных методов лежит создание в замкнутом объеме испытуемого изделия избыточного давления пробной жидкости или пробного газа и регистрация на поверхности изделия мест течи пробного вещества. Различают гидравлические и пневматические разновидности компрессионных методов контроля.
При гидравлическом методе контролируемое изделие заполняют пробной жидкостью, герметизируют, создают избыточное давление и выдерживают некоторое время. Затем производят визуальный осмотр поверхности изделия. Признаком дефекта является появление капель жидкости или отпотевание наружной поверхности.
|
|
|
Разновидностью гидравлического метода является люминесцентно – гидравлический, отличающийся тем, что в состав пробной жидкости вводят люминофор, а наблюдения производят в ультрафиолетовых лучах.
Пневматический метод более чувствителен к выявлению дефектов, поскольку газы обладают более высокой проникающей способностью. Самый простой из пневматических методов – пузырьковый, заключающийся в погружении контролируемого изделия, внутри которого создано избыточное давление пробного газа, в ванну с жидкостью и регистрации мест утечки по выделяющимся пузырькам. При контроле негабаритных изделий, которые нельзя поместить в ванну, наружные поверхности швов покрывают пенообразующими составами /мыльный раствор/, и места течи фиксируют по мыльным пузырям.
Химический - компрессионный метод основан на использовании для обнаружения мест течи химических реакций пробного газа с индикаторным веществом, наносимым на поверхность изделия. В результате реакции изменяется цвет индикаторного вещества, что делает возможным визуальное обнаружение течей. Может использоваться, например реакция между аммиаком и фенолфталеином, в результате которой фенолфталеин окрашивается в черный или фиолетовый цвет.
|
|
|
Довольно прост манометрический метод, состоящий в том, что о герметичности судят по падению с течением времени предварительно созданного давления пробного газа в замкнутом объеме контролируемого изделия.
Наиболее мелкие течи могут быть обнаружены с помощью галоидного и гелиевого течеискателей.
При галоидном методе в качестве пробного газа используют фреон (соединение на основе фтора). Индикация фреона осуществляется электрическим способом и основана на появлении электрического тока в пространстве между двумя электродами, к которым приложено напряжение, при попадании в межэлектродное пространство галоидного газа (рисунок 19).
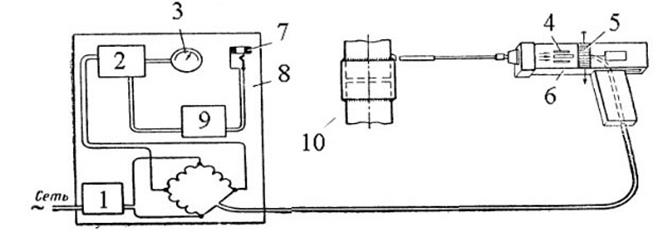
Рисунок 19 Схема течеискателя типа ГТИ: 1 – стабилизатор напряжения; 2 – усилитель, 3 – миллиамперметр; 4 – электроды; 5 – вентилятор; 6 – выносной щуп; 7 – телефон; 8 – измерительный блок; 9 – генератор звуковых колебаний; 10 - контролируемое изделие.
Величина тока находится в зависимости от количества фреона, попавшего в пространство между электродами, что позволяет использовать данный способ не только для качественной, но и для количественной оценки не герметичности изделия. При использовании данного метода в контролируемом изделии создают избыточное давление фреона, а затем с помощью щупа, внутри которого вмонтированы электроды, производят обследование сварных соединений, перемещая щуп вдоль швов со скоростью (10 – 20) мм/с.
|
|
|
При гелиевом течеискании пробным газом является гелий, обладающий высокой проникающей способностью. Индикация гелия производится масс – спектрометром (рисунок 20).
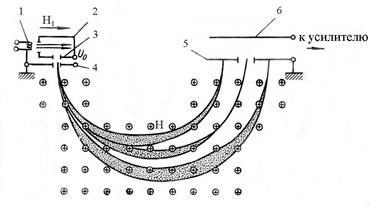
Рисунок 20 Принцип работы масс-спектрометрического (гелиевого) течеискателя
Принцип работы масс-спектрометра основан на разделении различных ионов газов по массовому числу (отношение массы к заряду)
Молекулы гелия, попадая в масс–спектрометр, ионизируются потоком электронов. Ионы газов, попавших в прибор, в том числе и ионы гелия, ускоряются электрическим полем и попадают в магнитное поле, где приобретают круговую траекторию движения, радиус которой зависит от массы ионов. Диафрагмы, расположенные на пути движения ионов, выделяют только ионы гелия, которые попадают на электрод, обуславливая появление тока в приборе. Если в смеси газов попавших в щуп прибора нет гелия, то ток будет равен нулю. С увеличением количества гелия будет расти сила тока, что позволит использовать данный метод для количественной оценки не герметичности. Техника проведения гелиевого течеискателя аналогична технике галоидного метода.
Вакуумные методы контроля основаны на регистрации падения вакуума в замкнутом объеме контролируемого изделия или на фиксации молекул пробного газа, появившихся в этом объеме.
Наибольшее распространение получил контроль гелиевой камерой и вакуумными присосками.
При контроле гелиевой камерой изделие помешают в камеру, заполненную гелием, вакуумируют и с помощью прибора регистрируют появление гелия внутри изделия.
При контроле вакуумными присосками на поверхность изделия, заполненного гелием, накладывают вакуумную камеру, в полости которой создают вакуум. Появление в камере атомов газа свидетельствует о не герметичности изделия.
В обоих случаях регистрация гелия производится с помощью масс – спектрометрического метода.
Порядок выполнения работы
1. Изучить по техническому описанию устройство и принцип работы галоидного течеискателя ГТИ – 6.
2. Изучить по техническому описанию устройство и принцип работы гелиевого течеискателя ПТИ – 10.
3. Произвести контроль герметичности сварного сосуда сжатым воздухом с обмазкой мыльной водой .
Сварные швы сосуда, обмазать мыльной водой. Штуцер сосуда соединить с компрессором и поднять давление до (0,2…0,3)мПа. Определить целостность по появлению мыльных пузырьков на поверхности сварных швов. Отметить места течей.
2. Произвести контроль герметичности вакуумной присоской.
Сварной шов пластины смочить мыльным раствором. Наложить на шов металлическую коробку с прозрачным верхом. Создать в коробке разряжение порядка 10‾²мм ртутного столба. По появлению мыльных пузырьков оценить герметичность шва. Отметить места течей.
Контрольные вопросы
1. Как подразделяются методы контроля на герметичность?
2. Физическая сущность методов контроля на герметичность.
3. Принцип работы галоидного течеискателя ГТИ-6
4. Принцип работы гелиевого течеискателя ПТИ-10
5. Техника выполнения различных методов контроля на герметичность.
6. Область применения методов контроля на герметичность.
Библиографический список
1. Контроль качества сварки. Под ред. В.Н. Волченко, Учеб. пособие для машиностр. вузов. М., Машиностроение, 1975. 328с. С ил.
2.Радиографический контроль сварных соединений / В.М. Зуев, Р.Л Табакман, Ю.И. Удваров – СПб Энергоатомиздат. 2001 г.
3. Сварка. Резка. Контроль: Справ. в 2-х т. / Под общ. ред. Н.П. Алешина, Г.Г.Чернышова. - М.: Машиностроение, 2004.
4. Карякин А.В., Боровиков А.С. Люминисцентная и цветная дефектоскопия. М.: Машиностроение, 1972,460 с.
Содержание
Введение 3
1. Лабораторная работа №1
Визуально – оптический метод контроля 4
2. Лабораторная работа №2
Контроль сварных соединений ультразвуком 9
3. Лабораторная работа №3
Рентгеновский метод контроля 14
4. Лабораторная работа №4
Магнитные методы контроля сварных соединений 20
5. Лабораторная работа №5
Капиллярные методы контроля 24
6. Лабораторная работа №6
Испытание сварных соединений на герметичность 27
Дата добавления: 2019-01-14; просмотров: 279; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!