Аппаратное обеспечение систем управления
Состав электронно-вычислительного оборудования ГАП определяется многоуровневой архитектурой систем управления ГАП.
уровень (нижний) – управление отдельными исполнительными системами и агрегатами.
уровень – управление ячейкой;
уровень – управление ГПС;
уровень – управление ГАП и всем заводом.
На нижнем уровне управления находятся программы управления станков, которыми управляются обработка и перемещение детали на станке. Этим программным обеспечением можно контролировать на нижнем уровне также материальные и геометрические отклонения, температуру резания и скорость износа режущего инструмента.
Программами управления ячеек ГПС ведется управление и контроль в реальном времени обработки и перемещения детали внутри ячейки (обработка, проверка, перевозка, буферное складирование). Эти программы также действуют информационной связью в сторону управляющей ЭВМ всей системы ГПС. Они, кстати, переносят программы обработки числового программного управления и другие управления устройства контроллеров от ЭВМ управления внутри ячейки.
Средний уровень – это управление функциональными подсистемами, которые находятся в диалоге с нижним уровнем и со следующим верхним уровнем. Управление этим уровнем обеспечивается одной или несколькими мини-ЭВМ.
Верхний уровень – это уровень управления системой от центральной ЭВМ АСУ ГПС. На этом уровне хранятся управляющие программы, накапливается и анализируется вся информация, формируются данные для передачи информации управлению различными АСУ завода (САПР, АСТПП, ГПС сборки и т.д.). Центральная ЭВМ верхнего уровня связывает АСУ ГПС с главной ЭВМ завода.
|
|
|
Система управления отдельными циклами. Системы с упорами, кулачками и копирами
Системы управления отдельными циклами можно разделить на две группы; системы нечислового и числового программного управления. К первой группе относятся системы путевого управления, кулачковые системы и СУ от копиров.
Системы путевого управления применяют при автоматизации прямолинейных движений инструмента (или другого органа) с постоянной скоростью. Длина пути задается соответствующей расстановкой упоров на барабанах, линейках или на установке. Упоры могут выполнять функцию ограничителя перемещений. Для исключения поломок в цепи привода устанавливают звенья, реагирующие на превышение крутящего момента или давления.
Точность работы таких систем часто недостаточна. Только в наиболее совершенных системах, оснащенных устройствами для снижения скорости при подходе к упору, точность находится в пределах 0,01 - 0,06 мм. Так как жесткие упоры воспринимают ударные усилия, связанные с инерционностью движущихся масс, они подвержены интенсивному износу и разрушению, и точность их быстро теряется. К тому жe системы с упорами имеют низкую мобильность, позволяют автоматизировать лишь небольшое количество мерных перемещений и непригодны для функционального управления.
|
|
|
Дальнейшим развитием СУ от упоров являются системы, позволяющие вести установку упоров автоматически. Длина перемещения в них набирается с помощью блока барабанов, снабженных комплектом эталонных прутков.
Системы управления от кулачков. Задающая информация в этих системах заложена в профиле кулачков. Основу кулачковых систем составляют кулачковые механизмы в сочетании с рычажными. Управление движением перемещаемого органа осуществляется законом, заложенным в профиле кулачка, который воспринимается толкателем механизма. Для этой цели кулачок вращается или линейно перемещается относительно толкателя с помощью распределительного вала с приводом и другого механизма, выполняющего функцию устройства ввода информации. В зависимости от типа применения кулачков различают системы с цилиндрическими, плоскими, прямолинейно движущимися, дисковыми и торцовыми кулачками. Проектирование кулачковых механизмов выполняется в следующей последовательности: выбор типа механизма, выбор и обоснование закона движения, определение основных размеров звеньев, графическое построение или аналитический расчет профиля кулачка, расчет размеров звеньев на основе динамических и прочностных условий.
|
|
|
Системы управления от распределительного вала (РВ). По принципу осуществления холостых ходов СУ с РВ делятся на три группы. К первой относятся СУ, в которых все кулачки установлены на одном распределительном валу (РВ), который вращается с одной настроенной угловой скоростью. У систем этой группы кулачки, управляющие холостым ходом, являются постоянными, а обеспечивающие рабочее движение - сменными. Такие системы удобно применять в тех случаях, когда продолжительность холостых или рабочих перемещений близки друг к другу.
Во второй группе все кулачки основных и вспомогательных механизмов также установлены на одном валу, но РВ имеет две скорости вращения: одну настроечную - для рабочих подач, и другую - для быстрых холостых ходов. В системе третьей группы имеются два вала с кулачками основной РВ, на котором размещены кулачки рабочих движений и часть холостых, и вспомогательный РВ с остальными кулачками холостых ходов и имеют одну настроечную скорость, при этом вспомогательный РВ вращается со скоростью, определяемой холостыми ходами. Системы с РВ сравнительно просты, имеют большую жесткость и обеспечивают высокую точность повторения размеров. Работают они с жесткой синхронизацией цикла. Недостаток - низкая мобильность и универсальность.
|
|
|
Командоаппараты (с кулачками). Эти системы управления являются дальнейшим развитием кулачковых систем в направлении повышения их мобильности. В командоаппаратах сменные кулачки смонтированы на быстросменной втулке, что упрощает их замену. Рычажные передаточные звенья заменяются на шариковые гидравлические и электрические передающие, устройства, которые позволяют дистанционно осуществлять движение рабочих органов. Эта особенность командоаппаратов позволила вынести РВ с кулачками и своими приводами в удобное место.
Системы управления копирами применяют для автоматического управления скоростью и перемещением рабочего органа, находящегося длительное время в работе. Несущую информацию несет копир (рисунок 4.3 ) и вчитывается щупом копировального прибора. Для считывания информации с копира щуп должен перемещаться относительно копира. Это относительное движение щупа и вместе с ним всего суппорта обеспечивает привод с задающей подачей VЗ. Копировальный прибор, состоящий из щупа и преобразующего устройства, следуя за изменением профиля копира, управляет следящим приводом и обеспечивает следящую подачу VСл рабочему органу. Различают копировальные системы прямого и непрямого действия. В системах прямого действия копир непосредственно воздействует на щуп и жестко связанный с ним рабочий орган, минуя различные преобразователи и усилители. Эти системы просты, но их недостаток в большой удельной силе, возникающей в зоне контакта щупа и копира. Совмещение функций управления и силового механизма приводит к быстрой потере точности. К тому же эти системы не позволяют осуществлять дистанционное управление.

БЦА - блок цифровой автоматики; Пр - привод; Рпр - регулируемый привод; РО - регулируемый орган
Рисунок - 4.3 Система управления станком по копиру
В значительной степени от этих недостатков свободны системы непрямого действия, которые получили наибольшее распространение для автоматизации управления технологическим оборудованием.
В этих системах копир действует не на рабочий орган, а на чувствительный датчик, сигнал с которого пропорционален изменению профиля копира и является управляющим для регулируемого привода рабочего органа.
Подавляющее большинство копировальных систем составляют системы с автоматическим обходом контура копира. Копировальные системы непрямого действия можно классифицировать по нескольким признакам: по виду воздействия копира на копировальный привод (контактные и бесконтактные), по виду управляющего сигнала (непрерывные и релейные), по виду энергии, используемой в силовом приводе, по количеству управляющих программ. Общим недостатком всех копировальных контактных систем является давление щупа на копир.
Бесконтактные копировальные системы управления позволяют воспроизводить заданный копиром закон движения, не касаясь его. Восприятие (считывание) задающей информации в этих системах осуществляется электроразрядными или фотоэлектрическими копировальными приборами. В копировальных системах с электроразрядными датчиками копир должен иметь токопроводящий слой графита или алюминиевой краски (0,01-0,05 мм). Копиром может служить контур чертежа, выполненный на бумаге (диэлектрике) графитовым карандашом или токопроводящей тушью.
Общими недостатками всех копировальных систем являются: необходимость точно изготавливать и устанавливать копир, трудность автоматизации изготовления копира, невозможность автоматизации установки копира, невысокая точность задания закона движения профилем копира, недостающая мобильность.
АСУ в производстве
Автоматизированная система управления гибкими производственными участками (АСУГАУ), линиями (АСУГАЛ) предназначена для контроля и комплексного управления изготовлением изделий РЭА на участках линий с наибольшей эффективностью и заданные качеством в требуемом объеме в запланированные сроки.
Цель создания АСУ ГАУ - повышение производительности за счет повышения непрерывности технологического и производственного циклов, более оптимального управления технологическими и производственными процессами на участках, линиях; увеличение коэффициента загрузки оборудования, ликвидация простоев, сокращение производственного персонала, уменьшение производственных площадей, снижение брака, экономия всех ресурсов.
Основные требования, предъявляемые к АСУГАУ: высокая производительность, надежность, гибкость, живучесть, совместимость с АСУГПС любого уровня.
Автоматизированные системы управления обеспечивают: связь с АСУ цеха, взаимодействие АСУ с другими участками, координацию работы оборудования, управление межоперационными переходами, прием, хранение и ввод управляющей технологической программы (УТП).
Для реализации указанных функций в АСУ ГАУ должна поступать следующая информация из АСУ цеха; задания на изготовление изделий; директивы о начале, окончании работы; включении, выключении оборудования, запросы о текущем состоянии оборудования; сообщения о поступлении на участок материальных ценностей и соответствующих УТП.
По организационному плану АСУ ГАУ должна включать систему группового управления СГУ от ЭВМ и систему оперативного управления СОУ, являющуюся подсистемой АСУП (на уровне участка).
Главная задача СГУ состоит в обеспечении согласованной работы группы оборудования на участке на основе выбранной стратегии. Стратегия определяется набором УТП, последовательностью их ввода и моментом запуска на обработку.
Системы группового управления от ЭВМ вместе с ЛСУ имеют то же назначение, что и системы АСУ ТП, но более эффективны. Главная задача, которую решает АСУ ТП - это информационная автоматизация в управлении ТП или управление ТП одно-целевого назначения (однопрограммного или многопрограммного управления). В АСУ ТП не решаются задачи по обеспечению гибкости группового управления, децентрализации и комплектности управления ТП.
Цикл работы любой развитой автоматической линии с жесткой межагрегатной связью предусматривает строгую очередность срабатывания отдельных агрегатов, каждый из которых начинает работу лишь после окончания работы предшествующего. Кроме того, имеются агрегаты, совмещенные по времени работы с другими. В зависимости от способов управления такой последовательностью различают три варианта построения систем управления: централизованные, децентрализованные и смешанные системы управления циклом автоматических линий.
Централизованные или зависимые системы управления характерны тем, что все управление циклом работы агрегатов производится от центрального командного устройства командоаппарата К, пульта, распределительного вала, считывающего устройства с лентопротяжным механизмом, системы ЧПУ независимо от действия и положения исполнительных рабочих органов. В таких системах управления продолжительность рабочего цикла для каждого исполнительного органа является постоянной величиной. В автоматических линиях в качестве центрального командного устройства обычно используются командоаппараты.
Однако централизованные системы управления имеют существенные недостатки: подача команд с центрального командоаппарата осуществляется вне зависимости от действия и положения исполнительных механизмов, без учета полного выполнения предыдущего элемента цикла, в связи с чем возникает необходимость иметь дополнительные блокировочные и предохранительные устройства.
Децентрализованные системы управления осуществляют управление при помощи упоров-датчиков, копиров, систем ЧПУ, включаемых движущими исполнительными рабочими органами автоматической линии или самой деталью. Все исполнительные органы автоматической линии связаны между собой так, что каждое последующее движение производится только после окончания предыдущего. При децентрализованных системах управления управляющие функции поочередно выполняет агрегаты - объекты управления, передавая друг другу замкнутую эстафету управления посредством входных и выходных сигналов. Здесь основную роль играет автономно и полностью независимые подсистемы управления отдельными агрегатами. Преимуществом этой системы управления является отсутствие сложной блокировки. Недостатком этой системы является то, что многочисленные датчики, работающие в рабочей зоне, нередко выходят из строя и в целом являются ненадежными в работе.
Для предотвращения очередного элемента цикла работы в линии в системе управления наряду с датчиками положения следует иметь элементы памяти, запоминающие предыдущее состояния линии и выдающие или запрещающие подачу очередной команды.
Особое внимание при децентрализованном управлении следует обратить на своевременную отмену созданий команд. Каждая команда, подаваемая на очередной агрегат, отменяется после начала или окончания ее исполнения.
Система управления ГАЛ и ГАУ должна управлять цикловой электроавтоматикой и перемещать рабочие органы узлов. Первое осуществляется за счет использования программируемых командоаппаратов (ПКА), второе - за счет включения в состав управляющего оборудования ГАЛ устройств ЧПУ.
Система управления ГАЛ может иметь модульную структуру как в аппаратной части, так и в части программно-математического обеспечения. Системы управления в аппаратной части состоят из ПКА и ЧПУ, различных по возможностям. Такая структура систем управления называется децентрализованной.
Разделение управления на разные уровни связано с широким кругом решаемых задач: координация работ отдельных механизмов, диагностика, обработка статистической информации, хранение банков данных и управляющих программ, непосредственное управления технологическим оборудованием.
Децентрализованная система управления ГАЛ (один из вариантов на рисунке 4.4) состоит из трех станков, робота транспорта и склада. В состав системы управления входят устройства ЧПУ или ПКА с модулем ЧПУ, малые ПКА и средние ПКА, система управления роботами, большой ПКА или микроЭВМ.
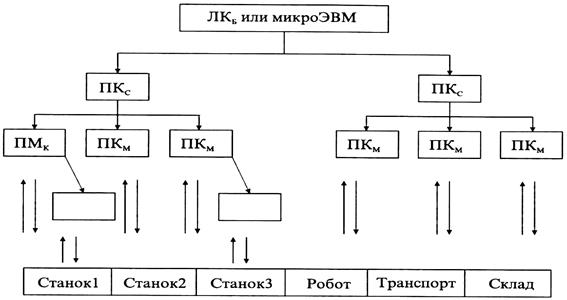
Рисунок - 4.4 Вариант построения децентрализованной системы управления ГТА
Смешанные системы управления несут в себе характерные черты и централизованных и децентрализованных систем управления. Управление последовательностью работы агрегатов осуществляется посредством командоаппаратов и систем с ЧПУ, как в централизованных системах. Но каждый новый элемент цикла может начаться только после сигнала о срабатывании предыдущего агрегата, как в централизованных системах. Это достигается тем, что выходные сигналы от схем управления отдельными агрегатами об обработке заданных перемещений поступают обратно в командоаппарат. Только после этого командоаппарат подает команду схеме управления. Недостатком смешанного управления является наличие дополнительного управляющего устройства - электромеханического или схемного, которое может накладывать свои отказы на отказы электросхемы. Другим недостатком является меньшее быстродействие по сравнению со схемами, построенными по системе децентрализованного управления. Система управления рабочим циклом линий характерна для автоматических линий с жесткой межагрегатной связью, где взаимосвязь работы отдельных агрегатов обычно однозначна, последовательность или параллельность работы во времени строго регламентированы.
Так, в простейшей двухучастковой линии с промежуточным накопителем возможны следующие функциональные состояния.
1. При промежуточном уровне запаса деталей в накопителе 0<Е<Емах оба участка работоспособны, линия выдает продукцию, количество деталей в накопителе остается неизменным (Е = const). Накопитель транзитного типа работает на проход, накопитель тупикового типа отключен.
2. При промежуточном уровне запаса деталей в накопителе второй участок линии недееспособен, линия не выдает продукцию, количество деталей в накопителе увеличивается. Если отказ устранен раньше, чем накопитель заполнится, второй участок продолжает работать беспрестанно.
3. При промежуточном уровне запаса деталей в накопителе первый участок линии неработоспособен, количество деталей в накопителе уменьшается. Если отказ устранен раньше, чем количество деталей станет равным нулю, выпуск деталей на линии не прекращается.
4. При отсутствии запаса в накопителе первый участок линии неработоспособен, линия не выдает продукцию.
5. При отсутствии запаса в накопителе оба участка линии работоспособны, линия выдает продукцию, уровень запаса остается нулевым.
6. При полном заполнении накопителя оба участка линии работоспособны, линия выдает продукцию, уровень запаса остается максимальным.
7. При полном заполнении накопителя второй участок линии не работает, линия не выдает продукцию, запас деталей - максимальный.
Система управления автоматической линии должна обеспечить не только управление по жесткой программе рабочим циклом отдельных агрегатов и целых участков, но и содержать специальные схемы, осуществляющие взаимную блокировку работы обоих участков и накопителя, т.е. автоматическое изменение режима работы всей системы в соответствии с ее состоянием.
Наиболее сложными являются схемы взаимной блокировки в автоматических линиях с гибкой межагрегатной связью, где наличие межоперационных заделов дает возможность каждому встроенному в линию агрегату работать независимо. Задачи управления и взаимосвязи оборудования линии с гибкой связью сводятся к созданию такой системы, при которой задержки одной машины, участка или части транспортера не вызывали бы немедленного прекращения работы последующих или предыдущих смежных машин или участков. Блокирующие схемы отключают смежные агрегаты только при исчезновении заделов между ними или переполнении накопителей. Этому основному условию подчинены схемы электрического привода и управления. Чтобы сделать управление отдельными объектами технологического и транспортного назначения достаточно гибкими необходимо выполнение следующих условий:
1. Взаимосвязь и блокировка смежных агрегатов осуществляется при помощи контроля наличия обрабатывающих деталей. При этом каждый станок работает только в том случае, если имеется деталь в подводящем канале и ее нет на позиции выгрузки.
2. На участках с последовательным расположением оборудования на стыке транспортеров станка или участка не допускается механическое столкновение смежных транспортеров при их несогласованной работе.
3. Каждый станок, транспортер или магазин должен управляться и работать автоматически и самостоятельно при наличии связей, указанных в первых двух условиях.
4. Транспортеры и лотки максимально используются в качестве накопителя обрабатываемых деталей.
Дата добавления: 2018-11-24; просмотров: 1069; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!