Глава 3. Кузнечное дело на сельских памятниках
В изучении истории древнерусского кузнечного ремесла проблемам сельского производства, к сожалению, не уделяется должного внимания. Между тем обращение к кузнечной продукции с поселений позволяет решать такие важные исторические вопросы, как, например, специфика сельского кузнечества, взаимосвязь с городским ремеслом, степень вовлечения села в торговый оборот.
Б. А. Колчин, в свое время исследовавший древнерусское кузнечное ремесло, пришел к выводу, что древнерусские сельские кузнецы занимались лишь изготовлением или ремонтом деревенского железного инвентаря, необходимого для повседневной жизни. Находимые же на сельских поселениях изделия, откованные из высокоуглеродистой (качественной) стали либо с применением сложных сварных технологий, были продукцией городских, посадских ремесленников, работавших на рынок (Колчин 1953: 194).
Г. А. Вознесенская, изучающая технологию изготовления кузнечной продукции из южнорусских городских центров и рядовых поселений, в одной из последних публикаций высказала мысль, что на землях Южной Руси в домонгольский период в условиях неразвитости рыночных отношений «качественные» изделия, встречающиеся на сельских памятниках, являлись продукцией не городских, а вотчинных ремесленников, работавших «на заказ» (Вознесенская 1999: 24).
Накопление археологических материалов с сельских памятников позволяет еще раз обратиться к проблеме взаимодействия городского и сельского кузнечного ремесла. В этом плане большой интерес представляют исследуемые в последние годы Подмосковной археологической экспедицией Института археологии РАН селища Мякинино‑1 и Мякинино‑2 (руководитель раскопок В. Ю. Коваль).
|
|
|
Селища расположены на расстоянии 1,5–2 км друг от друга. Селище Мякинино‑1 расположено на коренном правом берегу Москва‑реки на высоте 10–25 м над уровнем реки, недалеко от Спас‑Тушинского городища (Энговатова, Коваль 2004).
Мякинино‑2 размещается на невысоком всхолмлении в пойме р. Москвы, на правом берегу, в 400 метрах выше по течению от современного шоссейного моста МКАД. Высота селища над урезом воды в Москве‑реке не превышает 5,5 м. От правого берега реки селище отделено неглубокой западиной, образованной, по‑видимому, старицей Москвы‑реки. Территория памятника подвергалась ежегодной распашке, в результате которой культурный слой выше материковой поверхности не имеет выраженной стратиграфии. Мощность культурного слоя, который сохранился в основном в подпольных и хозяйственных ямах, колеблется в пределах от 0,25 до 1,45 м (Отчет 1996: 12).
Мякинино‑1 возникает в первой половине – середине XII в. и прекращает свое существование в первой половине XV в. Мякинино‑2 начинает функционировать на рубеже XII–XIII вв. и просуществовало до конца XVI в. Таким образом, оба памятника на протяжении длительного времени сосуществовали.
|
|
|
Собственно деревня Мякинино входила в Сетунский стан Московского уезда, первое упоминание о котором содержится в духовной грамоте Владимира Андреевича Серпуховского, датируемой началом XV в. Традиционно в Сетунском стане находились великокняжеские и церковные земли. Северный угол стана (село Рублево, пустошь Луг, деревни Мякинино, Строгино) в начале XVII в. принадлежали боярам Романовым и, частично, князьям Лыковым (Отчет 1996: 2).
Мякинино‑1
По данным В. Ю. Коваля, основные материалы происходят из культурного слоя и заполнения ям, относящихся ко второй половине XII – первой половине XIII в. Часть предметов происходит из верхнего (пахотного) слоя и ям XIV–XV вв.
Металлографическому исследованию была подвергнута коллекция железных изделий в количестве 48 экз.[3]
Исследованные предметы подразделяются на следующие категории изделий (рис. 44–46): ножи (35 экз.), серпы (3 экз.), топоры (2 экз.), тесла (1 экз.), ножницы (1 экз.), кресала (4 экз.), наконечники стрел (1 экз.), стержни (1 экз.).
|
|
|
На основании проведенного металлографического анализа установлено, что при изготовлении клинков ножей применялись пять технологических схем: целиком из железа – 5 экз. (рис. 44, ан. 11301, 11303, 11317, 11323; рис. 46, ан. 11327), целиком из сырцовой стали – 21 экз. (рис. 44, 46; ан. 11296–11300, 11309–11313, 11319, 11324, 11326, 11329, 11331–11337, 11339); целиком из высокоуглеродистой стали – 3 экз. (рис. 44, ан. 11302, 11318; рис. 46, ан. 11320); из пакетированной заготовки – 3 экз. (рис. 44, ан. 11304, 11316; рис. 46, ан. 11342); с использованием технологии наварки стального лезвия, представленной в разных вариантах: 5 экз. в торец – 3 экз. (рис. 44, ан. 11321; рис. 46, ан.11330, 11338); косой боковой – 1 экз. (рис. 46; ан. 11328); в виде латинской буквы V – 1 экз. (рис. 46, ан.11340).
При изготовлении серпов использовались две технологические схемы: целиком из сырцовой стали – 3 экз. (рис. 45, ан. 11305, 11310, 11322) и из пакетированной заготовки – 1 экз. (рис. 45, ан. 11314).
Ножницы изготовлены целиком из сырцовой стали (рис. 45, ан. 11306).
При изготовлении тесла использовалась технологическая схема поверхностной цементации лезвия (рис. 45, ан. 11307).
Из двух топоров один экземпляр откован целиком из фосфористого высокотвердого железа (рис. 45, ан. 11344), второй – имел стальное лезвие, наваренное в торец корпуса топора (рис. 45, ан. 11308).
|
|
|
Из четырех кресал три откованы в обычной для этой категории технологии торцовой наварки ударного ребра на железную основу (рис. 45, ан. 11315, 11345, 11346). Один экземпляр изготовлен целиком из высокоуглеродистой стали (рис. 45, ан. 11347).

Рис. 44. Мякинино‑1. Ножи XIII–XV вв. и технологические схемы их изготовления
Наконечник стрелы откован целиком из железа (рис. 45, ан. 11325).
Стержень, круглый в сечении, откован из неравномерно науглероженной сырцовой стали с участками фосфорной ликвации (рис. 45, ан. 11343).

Рис. 45. Мякинино‑1. Кузнечные изделия XIII–XV вв. и технологические схемы их изготовления
Обобщая полученные технологические данные, можно заключить, что большинство изделий (32 экз.) изготовлено из «обычного» железа и сырцовой стали, т. е. стали, полученной непреднамеренно в ходе металлургического процесса. В основном это малоуглеродистая сталь, содержащая углерод в пределах 0,1–0,3 %. По механическим свойствам она мало отличается от железа, поскольку не воспринимает термообработку, значительно улучшающую рабочие качества изделия.
Специально полученная путем цементации заготовок качественная сталь отмечена крайне редко. Из такой стали отковано всего три изделия. В основном же ее использовали в качестве наварки на рабочую часть ножей, кресал, топоров. Сварные технологические схемы также достаточно редки в исследованной коллекции (9 экз.) и представлены только схемой наварки стального лезвия. На единственном экземпляре обнаружен такой архаичный прием, как цементация рабочего края готового изделия (лезвие тесла).
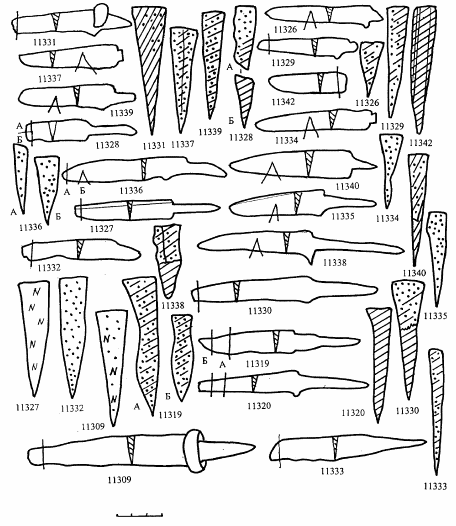
Рис. 46. Мякинино‑1. Ножи XIII–XV вв. и технологические схемы их изготовления
В хронологическом отношении, по данным В. Ю. Коваля, материалы изученной нами коллекции из Мякинина‑1 разделяются на два этапа: домонгольский (вторая половина XII – первая половина XIII в.) и золотоордынский (середина XIII–XV в.).
Как установлено в ходе исследований, в домонгольское время в культуре железообработки селища Мякинино‑1 доминирует группа I, т. е. простые технологии. Из дополнительных приемов, требующих от кузнеца специальных знаний по улучшению качества изделия, используется термическая обработка в виде твердой закалки (в воде). Группа II составляет незначительную долю. В золотоордынское время положение меняется: доля технологической группы II возрастает, приближаясь в количественном отношении к группе I (Розанова, Терехова 2005). К сожалению, количественная представительность материалов по этому периоду для окончательных выводов пока малочисленна. Поэтому на данном этапе изучения мы можем говорить лишь о намечаемой тенденции. Однако эта тенденция подтверждается косвенными данными, в частности материалами, происходящими из Московского Кремля.
Напомним, что в домонгольский период во многих городских центрах Древней Руси уже существовало специализированное городское кузнечное ремесло, основанное на использовании рациональной технологии наварки стальной рабочей части. Однако если сравнить городскую продукцию с изделиями домонгольского периода из селища Мякинино‑1, выполненными также в наварной технологии, то можно заметить существенные различия и в подборе материала, и в качестве исполнения. Кузнецы, изготовившие эти изделия, по всей видимости, не умели сваривать железо с твердой сталью, поэтому основу заготовки либо составлял пакетированный металл (рис. 44, ан. 11321; рис. 46, ан. 11338), либо использовалась сырцовая сталь (ан. 11328, 11330, 11340). Сварные швы, соединяющие разные сорта металла, – грубые, широкие, забитые шлаковыми включениями.
Эти наблюдения позволяют говорить о том, что происходящие из домонгольского слоя поселения Мякинино‑1 изделия, имеющие стальные наварные лезвия, являются продукцией сельских кузнецов. При этом следует напомнить, что и продукция московских кузнецов в это время по своим техническим характеристикам практически не отличалась от сельской. Сама Москва до конца XIII в. не была еще крупным городским центром, а представляла собой лишь небольшой пограничный городок Суздальской земли, далекий от ее главных центров – Ростова, Суздаля, Владимира (Ключевский 1957: 6–7). Однако по мере роста города и формирования городского ремесла продукция его появляется на сельских поселениях.
В золотоордынский период селище Мякинино‑1, находящееся в непосредственной близости от Москвы, естественно было включено в торговые отношения с городом. Нет сомнения в том, что такие изделия, как кресала (рис. 45, ан. 11315, 11345, 11346), топор (рис. 45, ан. 11308), выполненные в технологии наварки и отличающиеся высоким качеством, являются продукцией городских ремесленников. Эта технология предполагает высокую квалификацию мастера, что подразумевает профессиональное знание свойств различных сортов металла, оптимальных температурных режимов для проведения качественной сварки, соблюдение последовательности технологических операций.
Мякинино‑2
Наиболее многочисленными индивидуальными находками на памятнике были изделия из железа. Металлографическое исследование прошли 105 предметов. Из них золотоордынским временем (вторая половина XIII–XV в.) датируются 44 изделия: 34 ножа, серп, кресало, шило, наконечник стрелы, удила и пять гвоздей.
Среди находок из железа численно преобладают ножи, основная часть которых относится к разряду универсальных. Орудия домонгольского времени (вторая половина XII – первая треть XIII в.) немногочисленны: исследовано всего семь ножей. Откованы они из цельнометаллических заготовок (четыре из стали и три из кричного железа).
При металлографическом исследовании ножей золотоордынского времени из селища Мякинино‑2 зафиксировано шесть технологических схем.
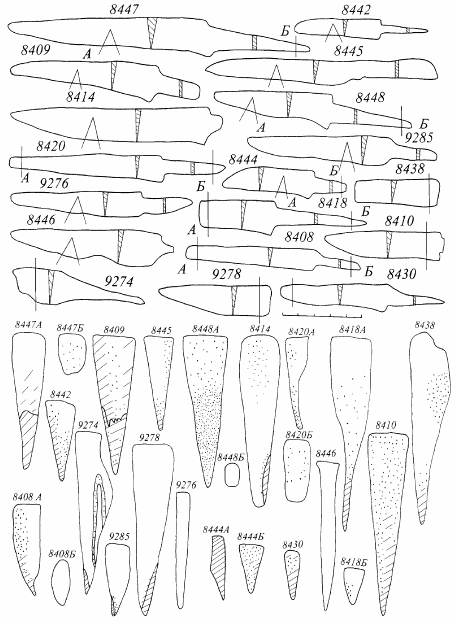
Рис. 47. Мякинино‑2. Ножи XIV–XV вв. и технологические схемы их изготовления
Из кричного железа отковано три ножа (рис. 47, ан. 8446, 9276). Следует отметить плохую сохранность большинства орудий этой группы, что не дает возможности полностью отрицать применения дополнительных операций по улучшению технических качеств лезвия. На одном образце обнаружено железо с повышенным содержанием фосфора, на что указывает микротвердость феррита: 236–254 кг/мм2.
В группу изделий из сырцовой стали входят шесть ножей (рис. 47, ан. 8410, 8418, 8420, 8430, 8438, 8444, 8448). Все изделия в этой группе были термообработаны. Термообработкой в большинстве случаев была резкая закалка.
Цементация зафиксирована на пяти ножах (рис. 47, ан. 8442, 8445). Преобладала двусторонняя цементация лезвия. Содержание углерода на отдельных участках доходило до 0,5–0,7 % (ан. 8442). Лишь одно орудие этой группы не было термообработано. Термообработкой в большинстве случаев являлась резкая закалка.
Из пакетированных заготовок откованы два ножа. При изготовлении этих орудий использован металлолом. Сварные швы довольно тонкие; расположение структурных зон носит хаотичный характер. Оба изделия подвергнуты резкой закалке.
Группу ножей с торцовой наваркой составляют пять орудий (рис. 47, ан. 8409, 8447). Сварные швы у большинства ножей довольно широкие. Металл ножей сильно засорен шлаковыми включениями. Все изделия подвергнуты термообработке.
Технологическая схема косой наварки стального лезвия зафиксирована на семи ножах (рис. 47, ан. 8414, 9274, 9278, 9285). Сварка у большинства орудий проведена на высоком уровне – на это указывают тонкие четкие сварные швы. Основой для одного орудия (рис. 47, ан. 9274) послужила пакетированная заготовка (использование металлолома). Так же как и ножи с торцовой наваркой, все ножи этой технологической группы прошли термообработку – в большинстве случаев это была резкая закалка.
Сельскохозяйственные орудия представлены сошником, откованным из кричного, хорошо прокованного железа, и тремя серпами, один из которых откован из сырцовой стали, один – из твердого (фосфористого железа), и один после выковки был подвергнут цементации.
Два овальных кресала продемонстрировали различную технологию изготовления. Одно из них изготовлено по схеме торцовой наварки стальной рабочей части на пакетную заготовку. Рабочие качества поковки улучшены закалкой. Другое кресало отковано из кричной заготовки с последующей сквозной цементацией.
Исследованные поковки изготовлены в основном из сырцовой стали и «обычного» железа. Использование твердого (фосфористого) железа фиксируется редко.
Подводя итоги аналитическому исследованию, следует отметить преобладание в коллекции из Мякинино‑2 орудий, представляющих технологическую группу I. Учитывая при этом частое использование малоуглеродистой сырцовой стали, невысокое качество кузнечных операций, можно сделать вывод об изготовлении большинства исследованных предметов кузнецом‑универсалом. Аналогичная картина наблюдается и при исследовании кузнечных изделий из Мякинино‑1.
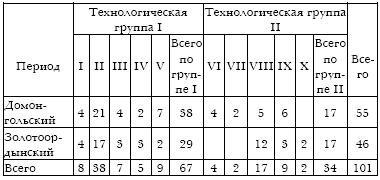
Территориальная и культурная близость обоих памятников дает нам право объединить синхронные материалы. Данные о распределении технологических схем изготовления ножей из Мякинино‑1 и Мякинино‑2 по хронологическим группам приведены в табл. 13. Домонгольский период представлен в основном материалами из Мякинино‑1, золотоордынский – материалами из Мякинино‑2.
Таблица 13. Хронологическое распределение технологических схем изготовления ножей из Мякинино‑1 и ‑2 по технологическим группам: I – целиком из железа; II – целиком из сырцовой стали; III – целиком из качественной стали; IV – пакетирование; V – цементация; VI – трехслойный пакет; VII – вварка; VIII – косая наварка; IX – торцовая наварка; X–V‑образная наварка
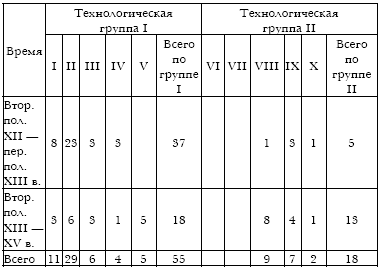
Как явствует из приведенной таблицы, во все хронологические периоды на поселениях Мякинино‑1 и ‑2 преобладали ножи, изготовленные по схемам технологической группы I. Доля сварных орудий увеличивается в период второй половины XIII–XIV в. Это увеличение происходит в основном за счет предметов, изготовленных по технологии косой боковой наварки. Следует отметить, что среди ножей с наварными лезвиями практически все были термообработаны. В целом результаты, полученные при металлографическом исследовании ножей из обоих селищ, коррелируются с анализами ножей из Московского Кремля, где увеличение количества изделий, относящихся к технологической группе II, также фиксируется с XIV в., что делает весьма вероятным вывод об изготовлении части железных предметов из Мякинино‑2 московскими кузнецами.
Настасьино
Поселение Настасьино находится в 200 м к северу от д. Настасьино, на левом берегу небольшой речки Северки в 12 км от ее впадения в Москву‑реку. Памятник расположен на второй террасе р. Северки, на естественном возвышении, образованном с востока оплывшим широким оврагом, по которому в древности протекал ручей, а с запада – небольшой ложбиной (Энговатова 2004: 5).
Судя по полученным в ходе раскопок данным, территория заселялась в эпоху бронзы, в раннем железном веке (VI в. до н. э. – II в. н. э.) и в эпоху средневековья (XIII–XV вв.).
Коллекция инвентаря из черного металла, найденного при раскопках селища Настасьино, насчитывает около 380 предметов. По функциональному назначению выделяются несколько групп: сельскохозяйственные орудия, бытовой инвентарь, оружие и снаряжение коня.
Металлографический анализ коллекции кузнечных изделий из Настасьина позволяет дать технико‑технологическую характеристику кузнечной продукции (Терехова, Розанова 2004). Основу коллекции из Настасьина составляют ножи – универсальное орудие (40 экз.). Все найденные на селище ножи могут быть разделены по способу насада ручки на два вида: ножи с пластинчатой рукояткой и черенковые. Среди черенковых ножей выделяются несколько экземпляров с железными и медными обоймами у основания лезвия.
Кроме того, исследованию подверглись два сельскохозяйственных орудия – серп и коса.
Металлографическое исследование коллекции средневековых железных изделий из Настасьина показало, что при производстве использовались семь технологических схем: ковка изделий целиком из железа, целиком из стали, из пакетированной заготовки, с использованием приема цементации готового изделия, торцовая и косая наварки стального лезвия на железную основу, вварка стального лезвия в железную основу. Активно использовалась термическая обработка – практически все изделия, сталь которых по содержанию углерода могла принять термическую обработку, сохранили следы этой операции.
К ножам, изготовленным целиком из железа, относятся четыре экземпляра (рис. 48, ан. 10572, 10686, 10693, 10697). У всех лезвия обломаны; три ножа сохранили черенки длиной 4,5–5 см. У двух экземпляров (ан. 10572, 10697) лезвия сильно сточены, поэтому однозначно говорить, что они изначально были цельножелезными, не представляется возможным.
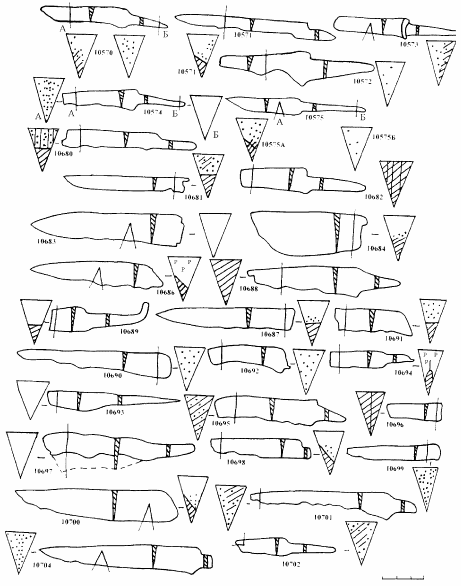
Рис. 48. Настасьино. Ножи XIII – начала XV вв. и технологические схемы их изготовления
К ножам, откованным целиком из стали, относятся 11 экземпляров. Все орудия представлены в обломках. Только один экземпляр (рис. 48, ан. 10714) целый; его длина 11,5 см, ширина лезвия у плоской рукояти с сохранившимися заклепками – 1,2 см.
Подавляющее большинство (9 экз.) выполнены из сырцовой, неравномерно науглероженной стали, полученной непосредственно в сыродутном горне (рис. 48, ан. 10574, 10690, 10692, 10695, 10699, 10701, 10702, 10704; рис. 49, ан. 10714). Содержание углерода колеблется от 0,1 до 0,6 %. На четырех предметах имеются следы термообработки (рис. 48, ан. 10573, 10695, 10701, 10702).
Среди ножей с цельностальными клинками выделяются два экземпляра (рис. 48, ан. 10688; рис. 49, ан. 10712), которые изготовлены из стали, специально полученной путем цементации железной заготовки. Из них один имеет пластинчатую рукоять, крепившуюся с помощью заклепок, другой – черешковую. Ножи подвергались термообработке – закалены в холодной воде.
Локальная цементация выявлена на шести экземплярах (рис. 48, ан. 10570, 10573, 10684; рис. 49, ан. 10705, 10709, 10711). Использовалась заготовка из малоуглеродистой стали. Затем лезвие было подвергнуто цементации. Заключительная операция – закалка в воде. Лишь структура одного экземпляра (ан. 10705) – сорбитообразный перлит – свидетельствует о том, что нож подвергся после закалки вторичному нагреву, скорее всего случайному. Хотя все шесть экземпляров представлены обломками, тем не менее обращает на себя внимание разнообразие их форм и размеров (рис. 48). Здесь присутствуют небольшие черенковые ножи (длина лезвия – 6–8 см, ширина – 1 см – ан. 10570, 10709), крупный черенковый нож (длина сохранившейся части лезвия – 11 см, ширина клинка у рукояти – 2 см, длина черенка – 5 см – ан. 10711). Черенковый нож (ан. 10573) имеет обоймицу из цветного металла, а другой (ан. 10705) – пластинчатую рукоять с сохранившейся заклепкой. Еще один нож (ан. 10684) имеет широкий клинок и выпуклое закругленное лезвие и, по‑видимому, является специализированным орудием.
Из пакетированной заготовки отковано четыре ножа (рис. 48, ан. 10682, 10696; рис. 49, ан. 10707, 10710). Судя по сохранившимся экземплярам, по крайней мере три имели черенки. Заготовками для этих ножей послужили сваренные в блок две или несколько полос стали (возможно, использовался металлолом). Все клинки подверглись термообработке – закалены в холодной воде.
В технологии торцовой наварки на железную основу изготовлено семь ножей (рис. 48, ан. 10680, 10681, 10687, 10689, 10691; рис. 49, ан. 10703, 10708). Среди ножей, сохранивших форму, один имеет пластинчатую рукоять (ан. 10703), у двух черенок выделен уступами с двух сторон, у одного – со стороны спинки. Сталь, которая пошла на наварную полосу, специально получена путем цементации. Закалку сохранили все клинки. У ножа с пластинчатой рукоятью прослеживаются следы вторичного нагрева (структура – сорбитообразный перлит). Основой клинка трех ножей (ан. 10680, 10681, 10691) послужила сырцовая сталь с содержанием углерода 0,1–0,6 %. У одного ножа (ан. 10680) основа пакетированная, т. е. сваренная из нескольких полос стали. Клинки ножей закалены.
Технология косой наварки представлена на семи экземплярах (рис. 48, ан. 10571, 10575, 10683, 10698, 10700; рис. 49, ан. 10706, 10713). Ножи, относящиеся к этой технологической схеме, различаются способом выделения черенка и размерами клинка. Наименьшие размеры клинка (ан. 10575): длина – 5 см, ширина у черенка – 1 см; этот нож имеет черенок (длина – 4,2 см), с двух сторон выделенный уступами. Еще один целиком сохранившийся экземпляр (ан. 10571) имеет длину клинка 8,3 см при ширине у черенка 1 см. Наиболее крупные экземпляры (ан. 10683, 10700) имеют клинки длиной 9,5–10 см, при ширине у черенка 2 см. Черенки не сохранились, но, судя по оставшимся следам, они были выделены с двух сторон уступами. Два ножа (ан. 10706, 10713) имеют пластинчатую рукоять, не отделенную от клинка уступами. Окончательное оформление рукояти происходило с помощью заклепок, которые сохранились у одного экземпляра (ан. 10713).
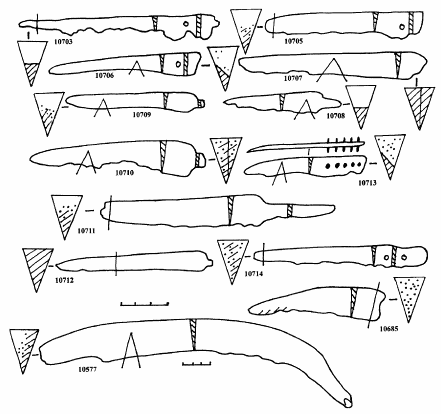
Рис. 49. Настасьино. Ножи, серп (ан. 10685) и коса‑горбуша (ан. 10577) и технологические схемы их изготовления
Основу клинков этих ножей составляют либо железо (ан. 10571, 10683, 10698, 10700), либо сырцовая, неравномерно науглероженная сталь (ан. 10575, 10706, 10713). Использовалось железо разных сортов.
Сталь, которая пошла на рабочую часть, отличается высоким содержанием углерода, что характерно для специально полученной цементованной стали.
На одном экземпляре представлена технология вварки стальной полосы в железную основу с последующей термообработкой (рис. 48, ан. 10694). Клинок ножа обломан, черенок выделен мелкими нечеткими уступами. На основу клинка пошло твердое железо, на лезвие – цементованная качественная сталь; термообработка – закалка с отпуском. Не исключено, что отпуск произошел случайно, во время вторичного попадания ножа в огонь.
Помимо ножей исследованы серп и коса. От серпа сохранился лишь небольшой фрагмент – острие (длина 9 см), на котором заметны насечки (рис. 49, ан. 10685). Как показало микроскопическое исследование, серп откован из неравномерно науглероженной стали с содержанием углерода 0,1–0,8 %. Структура феррита имеет дендритное строение за счет повышенного содержания фосфора (ликвации). С этим же связана высокая микротвердость структурных составляющих (254–297 кг/мм2). Термической обработке орудие не подвергалось, но по своим техническим характеристикам металл вполне отвечал функциональному назначению.
Коса‑горбуша (рис. 49, ан. 10577) по размерам (длина сохранившегося полотна – 27 см, утрачен лишь самый кончик, ширина – 3 см, длина черенка – 7,5 см) и по форме относится к южному типу, для которого характерны широкое лезвие и укороченная черенковая часть (Колчин 1959: 96). Как показало микроскопическое исследование, коса откована из мягкого железа (микротвердость феррита – 110–116 кг/мм2) и затем подвергнута односторонней цементации. Заключительная операция – закалка в холодной воде.
Таким образом, на основании проведенного металлографического исследования установлено, что при изготовлении изделий из Настасьина средневековые кузнецы использовали различные виды поделочного материала: железо разных сортов, сырцовую и цементованную сталь. Железо характеризуется различными показателями микротвердости феррита: от низких – 86,9–143 кг/мм2(мягкое железо), до высоких – 236–322 кг/мм2(твердое железо), сравнимых с показателями качественной стали. Это может служить косвенным указанием на использование различных сырьевых источников. Сталь употреблялась как сырцовая, полученная непосредственно в металлургическом горне, так и цементованная, полученная при науглероживании железной заготовки. Набор технологических схем, применявшихся при изготовлении изделий, был также разнообразен. При этом следует отметить, что технологические схемы не привязаны к определенной форме ножа, что хорошо видно на примере ножей с пластинчатыми рукоятями. Как было показано, подобные изделия изготавливались в разных технологиях: целиком из сырцовой стали, целиком из качественной цементованной стали, с использованием приемов цементации, а также с применением торцовой и косой наварки.
Кузнечные операции, особенно сварные работы, произведены качественно: следы перегрева или пережога металла, а также недогрева отсутствуют. Сварочные швы тонкие, чистые, т. е. сварка производилась при правильно выбранном температурном режиме.
Все сказанное свидетельствует о том, что мы имеем дело с продукцией квалифицированных мастеров, хорошо владевших навыками кузнечного искусства.
Распределение исследованных ножей по двум технологическим группам свидетельствует о преобладании изделий технологической группы I (25 экз.). В этом плане коллекция ножей из селища Настасьино вписывается в южные кузнечные традиции. Вместе с тем следует отметить достаточно высокую долю сварных поковок – к технологической группе II относятся 15 предметов. Значительная доля сварных изделий указывает на присутствие здесь продукции городских ремесленников, которая могла поступать из таких ближайших городских центров, как Коломна, Москва.
Селища Куликова поля
В последние годы на территории Куликова поля развернулись широкие междисциплинарные исследования. Одной из основных задач этих исследований является изучение истории заселения и хозяйственного освоения этой территории. Археологические исследования средневековых памятников позволили получить обширный материал для постановки вопроса о кузнечном ремесле в рассматриваемом регионе. Кроме большого количества найденных на памятниках предметов из железа и стали, здесь открыты и в разной степени изучены 22 археологических объекта конца XII – середины XIV в., содержащие остатки металлургического производства и первичной обработки железа (Гоняный, Наумов 1992: 30). Следует отметить факт интенсивного развития металлургического производства на Куликовом поле в XIV в. Феноменальность этого явления заключается прежде всего в том, что производство железа в это время, по подсчетам А. Н. Наумова, в несколько раз превышает собственные потребности местного населения (Наумов 2006).
Для изучения специфики кузнечной технологии привлекаются материалы двух селищ середины XIV в. – Грязновка‑2 и Бучалки. На первом из этих памятников открыты остатки металлургического и, вероятно, металлообрабатывающего производств.
Памятники открыты в 1991 г. работами Верхне‑Донской археологической экспедиции (Гоняный, Кац, Наумов 1997: 72). Выбор коллекции именно этих памятников для археометаллографического исследования обусловлен следующими факторами. Поселения имеют сравнительно узкую датировку – середина (возможно, 40–60‑е гг.) XIV в., т. е. непосредственно предшествуют Куликовской битве. При археологических работах на селище Грязновка‑2 был локализован участок, на котором концентрировались остатки кузнечного и железоделательного производства. По мнению авторов раскопок, сыродутный горн, исследованный на поселении, был наземного типа и мог достигать высоты 1 м (Гоняный, Кац, Наумов 1997: 72). Рядом с производственным сооружением располагались скопления шлаков, металлического лома и отходов металлургического производства. Культурный слой был насыщен шлаками, углем, кусками глиняной обмазки, железной руды, обломками глиняных сопел, металлическим ломом в виде обрубков пластин, прутков, проволоки различного диаметра, обломков гвоздей, ножей и т. п. Находки на поселении Грязновка‑2 документируют полный цикл процесса получения железа и изготовления предметов из него. Как будет показано ниже, местные мастера не ограничивались производством черного металла, но и изготавливали из него некоторые категории орудий.
Для исследования из коллекции селища Грязновка‑2 было отобрано 44 поковки: 31 нож, серп, лезвие топора, гвоздь, две крицы, полуфабрикат и семь заготовок. Коллекция предметов из поселения Бучалки составляет 17 экземпляров: 15 ножей, лезвие топора и заготовку. Ножи в большинстве случаев представлены обломками, поэтому говорить об их типах и размерах невозможно. Положительным моментом проведенного исследования было то, что изучены практически все изделия из черного металла, пригодные для металлографического анализа.
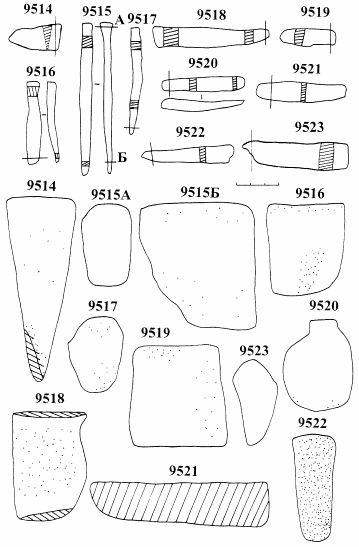
Рис. 50. Грязновка‑4. Кузнечные полуфабрикаты и заготовки
Из коллекции предметов, непосредственно связанных с металлургическим производством, металлографически исследованы два фрагмента криц. На шлифе одной из них обнаружена структура феррита, насыщенного шлаковыми включениями. В металле встречаются незаваренные поры. В шлаковых включениях видны восстановившиеся зерна железа, что свидетельствует о значительных потерях металла при восстановлении его из руды. Данный предмет можно определить как горновую крицу – продукт металлургического сыродутного процесса, не подвергавшийся механическому воздействию (Терехова и др. 1997: 18). Другая крица прошла предварительную проковку: поры и крупные шлаки в металле отсутствуют. Структура металла – феррит и феррит с перлитом (содержание углерода – до 0,3 %). Крица имеет следы надруба – приема, применявшегося для контроля над качеством полученного металла (Колчин 1953: 43).
К артефактам, связанным с кузнечным ремеслом, относятся полуфабрикаты и заготовки. Полуфабрикат – продукт заключительной стадии обработки крицы. Он представляет монолитную массу металла, пригодную для ковки заготовок (Терехова и др. 1997: 19). Исследованный полуфабрикат (рис. 50, ан. 9523) имеет форму бруска подпрямоугольного сечения размерами 7,5?2?1 см. Анализ показал, что полуфабрикат откован из сыродутного железа: структура феррита с микротвердостью 135–170 кг/мм2.
Следующую ступень обработки черного металла отражают заготовки, которые представляют собой продукт начальной стадии технологического процесса изготовления кузнечного изделия (Терехова и др. 1997: 19). Большинство исследованных предметов, судя по форме и размерам, являлись заготовками ножей. Материалом одной поковки (рис. 50, ан. 9520) было кричное железо (структура феррита). Три других (рис. 50, ан. 9515, 9516, 9519) откованы из сырцовой стали с содержанием углерода до 0,3–0,4 %. Качество ковки металла удовлетворительное: пустоты и крупные бесформенные шлаки отсутствуют. На образце № 9522 обнаружена ферритоперлитная мелкодисперсная структура (цементованная сталь). Содержание углерода у этой заготовки составляет 0,6–0,7 %. Другая стальная заготовка (рис. 50, ан. 9521) была подвергнута резкой закалке (структура мартенсита).
Сложная схема обнаружена на образце № 9518. У этой заготовки на основу из сырцовой стали (содержание углерода – до 0,3–0,4 %) наварены тонкие стальные пластины. Эта заготовка также подверглась резкой закалке. На одном конце заготовки отчетливо видны следы отруба: прежде чем откоготовки отчетливо видны следы отруба: прежде чем отковать необходимый предмет, кузнец отрубал от заготовки часть нужной длины.
Исследованные ножи разнообразны по размерам (рис. 51). Отметим сапожный раскроечный нож (ан. 9480) и три столовых ножа с пластинчатым черенком и штифтами для крепления рукоятки (ан. 9482, 9486, 9500).

Рис. 51. Грязновка‑4, Бучалки. Ножи второй половины XIV в.
Металлографическое исследование ножей из поселений Куликова поля выявило широкий спектр технологических схем. В коллекции присутствуют почти все технологии, за исключением трехслойного пакета и вварки.
В исследованной коллекции обнаружены четыре цельножелезных ножа (ан. 9478, 9510, 9936, 9944) (рис. 52). Интересно отметить, что ножи этой технологической группы откованы из разных сортов железа. В отличие от остальных экземпляров нож № 9510 откован из металла с повышенным содержанием фосфора. Вполне возможно, что в данном случае имеет место преднамеренный выбор в качестве сырья фосфористого железа.
Наиболее многочисленной оказалась группа ножей, откованных из сырцовой стали, – 15 экз. (рис. 52). Сырцовая сталь не отличалась высоким качеством: как правило, она была низкоуглеродистой, а распределение углерода в ней неравномерно. У большинства орудий содержание углерода не превышает 0,3–0,4 %. Лишь на шлифе № 9497 на отдельных участках оно доходило до 0,6–0,7 %. Три изделия этой группы термообработаны (ан. 9491, 9505, 9511).
Выше по качеству были ножи, откованные из цементованной (специально полученной) стали (рис. 52). Их всего три (ан. 9492, 9504, 9941). Сталь всех орудий хорошо прокована: шлаки в металле мелкие, изредка средние, преобладают округлые формы шлаковых включений. Рабочие качества ножа № 9492 улучшены локальной резкой закалкой лезвия (термообработке подверглась лишь узкая режущая кромка).
У трех орудий рабочие свойства были улучшены химикотермической обработкой (рис. 52, ан. 9485, 9494, 9512). Как известно, этот технологический прием сравнительно редко встречается среди средневековых кузнечных поковок из‑за продолжительного времени, требуемого для образования достаточно глубоко науглероженного слоя. Все же на некоторых памятниках орудия с цементированными лезвиями составляют значительную часть. Например, в Старой Рязани доля таких орудий составляла 14 % (Толмачева 1983: 257).
Микроструктуры пяти ножей (рис. 52, ан. 9479, 9487, 9488, 9947, 9948) позволяют говорить о том, что при их изготовлении был использован металлолом (перековка сломанных изделий). Сварные швы, обнаруженные на шлифах, носят хаотичный характер. Содержание углерода на стальных участках доходит до 0,3–0,4 %. Нож 9479 подвергся термообработке.
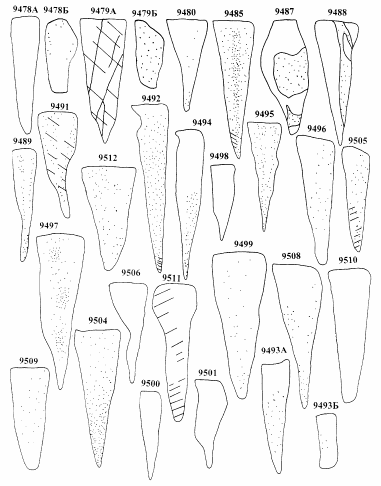
Рис. 52. Грязновка‑4, Бучалки. Ножи. Технологические схемы, входящие в технологическую группу I
Сварные технологии в исследованной коллекции представлены различными вариантами наварки: торцовой, косой боковой и V‑образной (рис. 53).

Рис. 53. Грязновка‑4, Бучалки. Ножи. Технологические схемы, входящие в технологическую группу II
Торцовая наварка обнаружена на трех ножах (ан. 9482, 9502, 9942). Нож № 9482 по типу относится к столовым ножам с пластинчатыми черенками. Основа орудия – сырцовая сталь с содержанием углерода до 0,3 %. На лезвии – цементованная сталь с гомогенным распределением углерода (0,7 %). Сварка проведена на высоком уровне. У двух других ножей (ан. 9502, 9942) сварка выполнена намного хуже: сварной шов представлен цепочкой шлаков. Оба изделия подверглись термообработке: нож № 9502 – резкой закалке, а нож № 9942 – мягкой закалке.
Двумя экземплярами представлена технологическая схема V‑образной наварки (ан. 9503, 9940). Металл ножа № 9503 тщательно прокован. Сварка проведена на высоком уровне. Заключительной операцией была резкая закалка. Качество ножа из Бучалок (ан. 9940) намного хуже: на лезвие наварена сырцовая сталь с содержанием углерода около 0,2 %.
Наиболее представительной схемой среди сварных технологий оказалась косая боковая наварка. Она обнаружена на 12 ножах. Термообработка не выявлена только на двух экземплярах (ан. 9484, 9935). Основным видом термообработки в этой технологической группе была резкая закалка. Исключение составляют два образца (ан. 9483, 9490), на которых обнаружены структуры, позволяющие говорить о высоком отпуске орудий. Следует, однако, заметить, что отпуск мог произойти и непреднамеренно, например при попадании предметов в огонь пожара. Основой ножей могли служить как железо (ан. 9483, 9507, 9513; причем в одном случае – ан. 9507 – это было фосфористое железо), так и сырцовая сталь (ан. 9481, 9486, 9490), и даже пакетированная заготовка.
Нетрудно заметить, что среди исследованных ножей преобладают орудия, относящиеся к технологической группе I (более 60 % всех исследованных ножей). Основной при этом была технология выковки предмета из сырцовой стали (около 40 % исследованных ножей). Доля термообработанных ножей среди группы I незначительна – 6 экземпляров (при этом сталь 11 незакаленных ножей по содержанию углерода вполне могла принять термообработку).
Среди ножей технологической группы II из поселений Куликова поля, как уже отмечалось выше, большую долю составляют ножи с косой боковой наваркой лезвия (26 % от общего числа исследованных ножей). Следует отметить высокое качество изготовления этих предметов. Практически все орудия, имевшие наварные лезвия, были термообработаны. Именно в этой технологии изготовлен столовый нож с пластинчатым черенком и штифтами для крепления рукоятки. Этот тип ножей происходит из Западной Европы (Knives and scabbards 1987: 92, pl. 63; Беленькая, Розанова 1988: 21). Но, попадая в Россию, он быстро становится «модным» и фиксируется в коллекциях, даже весьма удаленных от торговых центров памятников.
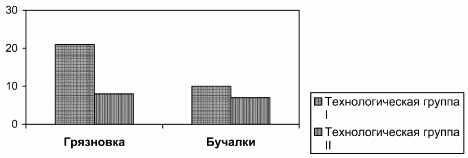
Итак, можно констатировать явное преобладание изделий технологической группы I в коллекции из поселений Грязновка‑2 и Бучалки (табл. 14). При этом в каждом технологической группе есть своя доминирующая схема: выковка орудий из сырцовой стали в группе I и косая боковая наварка в группе II. Вполне допустимо, что большинство ножей группы I было продукцией местных кузнецов. Узкий рынок сбыта, малочисленность мастеров, отсутствие достаточно прочных производственных связей препятствовало развитию местного кузнечного ремесла и сохраняло его в рамках общинного производства. Ножи же, изготовленные в сварных конструкциях, являлись по большей части продукцией городских центров. Отметим, что мастера из поселения Грязновка‑2 почти полностью удовлетворяли потребности округи в кузнечной продукции, в то время как продукция из городских центров представлена престижными кузнечными поковками (например, столовые ножи) и изделиями более высокого качества. Но доля привозных изделий в быту жителей поселения была невелика.
Таблица 14. Количественное соотношение технологических групп по материалам из памятников Куликова поля
Из орудий труда были исследованы серп и лезвие топора. Серп (ан. 9495) сохранил лишь небольшую часть лезвия. Предмет атрибутирован по наличию насечек на лезвии. Серп откован из стальной заготовки. Особенностью изготовления этого орудия была повышенная температура при проведении ковки.
Тело топора (ан. 9514) отковано из кричного железа, а стальное лезвие приварено по способу косой боковой наварки. Заключительной операцией по улучшению рабочих свойств орудия была резкая закалка.
Подводя итог археометаллографическому изучению кузнечной продукции из поселений золотоордынского времени на Куликовом поле, можно сделать следующие выводы. Среди артефактов выявлены продукты железоделательного производства (горновая и товарная крицы, полуфабрикат, заготовки). Это дает основание говорить как о местном железодобывающем, так и о железообрабатывающем производстве. Основными материалами для кузнеца служили сырцовая сталь и, в меньшей степени, кричное железо. Качество первичной обработки металла можно признать вполне удовлетворительным. Не исключено, что мастера могли различать «простое» и фосфористое железо. Основной операцией по изготовлению орудий труда была свободная ручная ковка. Технологическая сварка, термо– и химико‑термическая обработки применялись редко. Местные кузнецы практически полностью удовлетворяли потребности общины в предметах из черного металла. В то же время к жителям поселений поступала кузнечная продукция (правда, в ограниченном количестве) из развитых кузнечных центров. Это касается прежде всего ножей с наварными стальными лезвиями.
Для сравнения с кузнечным ремеслом домонгольского времени используются материалы из памятника Куликовка‑4. Памятник расположен на пологом склоне первой надпойменной террасы и высокой пойме левого берега р. Дон в районе исторического Куликова поля. В 1986, 1991 и 1999 гг. на нем проведен сбор вещевого материала с применением геофизических методов по методике, разработанной в Тульской археологической экспедиции. По материалам керамического комплекса и индивидуальным находкам памятник датируется концом XII – первой половиной XIII в. (Гоняный, Кац, Наумов 2000). Археометаллографические данные приведены в таблице.
Как видно из таблицы 15, существенных изменений в технике железообработки золотоордынского периода по сравнению с предыдущим временем на поселениях Куликова поля не происходит. Все также преобладает изготовление орудий из сырцовой стали. В золотоордынский период исчезают ножи, изготовленные по технологическим схемам трехслойного пакета и вварки. Но это является отражением общерусского развития кузнечной техники, когда эти технологии выходят из употребления во второй половине XII в. Среди сварных конструкций лидирующую роль в золотоордынское время играет технологическая схема косой наварки, что фиксируется на многих памятниках этого времени. Таким образом, на окраинных сельских памятниках в золотоордынское время не происходит существенных изменений в технике кузнечного ремесла.
Таблица 15. Распределение исследованных ножей из памятников Куликова поля по технологическим группам: I – целиком из железа; II – целиком из сырцовой стали; III – целиком из качественной стали; IV – пакетирование; V – цементация; VI – трехслойный пакет; VII – вварка; VIII – косая наварка; IX – торцовая наварка; X–V‑образная наварка
На основании аналитических данных, полученных нами при исследовании кузнечной продукции древнерусских памятников различного типа – стольные города (Новгород, Псков, Тверь, Москва), «малые» города (Звенигород, Коломна, Торжок, Серенск, Ростиславль, Изборская крепость), сельские поселения (Мякинино, Настасьино, Грязновка, Бучалки) – были выявлены технико‑технологические особенности кузнечного ремесла, характерные для XIII–XV вв.
Переходя к сравнительному анализу обобщенных аналитических данных, напомним, что мы используем в своих построениях соотношение двух технологических групп. Группа I включает технологические схемы, связанные с изготовлением цельнометаллических изделий (железо, сталь) и использованием пакетированных заготовок. Эти схемы уходят своими корнями в эпоху раннего железа. Группа II включает технологические схемы, основанные на сварных конструкциях (технологическая сварка железа со сталью с выходом последней на рабочую часть), которые широко распространяются в древнерусскую эпоху.
Из анализа соотношения двух технологических групп в золотоордынский период по материалам различных центров явствует, что такие центры, как Новгород, Псков, Тверь характеризуются преобладанием технологической группы II. Несомненно, что это связано с продолжением традиций предшествующего времени, которые мы наблюдаем в материалах Новгорода и Пскова XII вв. (рис. 54). К этим центрам примыкает и Тверь, кузнечное ремесло которой развивалось в традициях, характерных для Северной Руси.
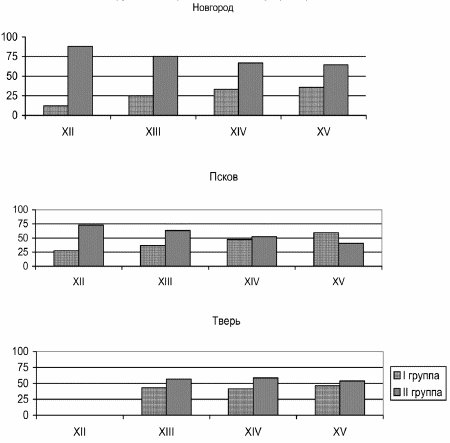
Рис. 54. Хронологическое распределение технологических групп по материалам Новгорода, Пскова и Твери в золотоордынский период
Иную картину демонстрирует Москва. Хотя Москва возникает как форпост Владимиро‑Суздальского княжества, кузнечество которого развивалось в северных традициях, в практике московских кузнецов на начальном этапе (XII–XIII вв.) сильны были южные производственные традиции (технологическая группа I). Объяснение этому можно найти в исторических свидетельствах о притоке в Москву населения из южнорусских земель. Как отмечал В. О. Ключевский, «Москва возникла на рубеже между юго‑западной, днепровской, и северо‑восточной, волжской, Русью. Это был первый край, в который попадали колонисты с юго‑запада…» Этот процесс особенно активизировался после разгрома южнорусских княжеств татаро‑монголами. «С конца XIII в., еще прежде, чем город Москва начинает играть заметную роль в судьбе северной Руси, в него со всех сторон собираются знатные служилые люди из Мурома, Нижнего, Ростова, Смоленска, Чернигова, даже из Киева и с Волыни . Так, еще к князю Юрию Даниловичу приехал на службу из Киева знатный боярин Родион и привел с собой целый свой двор в 1700 человек » [курсив наш] (Ключевский 1957: 9–10). Аналогичная картина – преобладание южных производственных традиций – наблюдалась и при анализе материалов из Ярополча Залесского, памятника Владимиро‑Суздальской земли (Хомутова 1978).
Материалы Новгорода, Пскова и Твери, имеющие четкие хронологические рубежи, позволяют проследить динамику соотношения двух технологических групп по столетиям (рис. 54).
Стабильно развивающееся ремесло Новгорода демонстрирует постоянное доминирование технологической групппы II. Представленные на рис. 54 гистограммы, относящиеся к XII и XIII вв., показывают непрерывность в развитии кузнечного ремесла Новгорода. Некоторое увеличение доли технологической группы I, возможно, связано с появлением здесь носителей южнорусских производственных традиций – выходцев из разоренных татаро‑монголами земель. В последующие века указанная тенденция продолжает развиваться, т. е. доля технологической группы I продолжает расти.
Аналогичная картина выявляется и по материалам XII и XIII вв. из Пскова: здесь также наблюдается увеличение доли технологической группы I, но в Пскове эта тенденция проявляется более динамично.
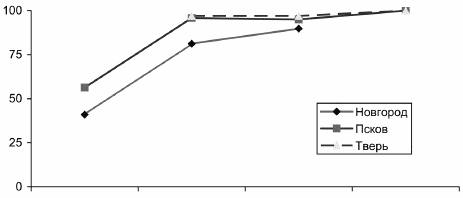
Рис. 55. Динамика роста наварных технологических схем среди орудий технологической группы II в золотоордынский период
В отличие от Новгорода и Пскова Тверь подвергалась постоянным разрушениям со стороны татаро‑монголов. Несмотря на это, технико‑технологический стереотип кузнечного ремесла Твери демонстрирует стабильность: на протяжении трех столетий наблюдается доминирование технологической группы II. Тенденция к росту технологической группы I, прослеженная на материалах Новгорода и Пскова, в кузнечестве Твери, по крайней мере до XV в., развития не получила. Это, по всей видимости, можно объяснить тем, что состав населения города не менялся. Ремесленные традиции консервируются.
Чтобы проверить полученные нами выводы на других примерах, обратимся к анализу динамики наиболее показательной в технологической группе II схемы наварки. Появляясь в единичных экземплярах еще в X в., в XII в. эта технология занимает заметное место в кузнечном ремесле Древней Руси. Как показывают наши данные, в последующие столетия (XIII–XV вв.) наварная технология занимает ведущее положение (рис. 55). Причем этот процесс происходит как на памятниках, подвергавшихся татаро‑монгольским набегам (Тверь), так и избежавших их (Новгород, Псков). Сложность наварной технологии, предполагающая знания свойств материалов, температурных режимов сварки разнородных сортов черного металла, разнообразных флюсов, последовательности кузнечных операций и т. д., обуславливала необходимость передачи знаний от мастера к ученику, т. е. существование института ученичества. Естественно было бы предположить, что в деструктивных условиях татаро‑монгольского ига (разрушение городской инфраструктуры, увод в полон мастеров, нарушение торговых связей и т. п.) произойдет регресс кузнечной техники. Однако мы этого не наблюдаем. Более того, тенденция в древнерусском кузнечном ремесле, наметившаяся в домонгольское время (рост числа изделий, изготовленных в наварной технологии), получает дальнейшее развитие (рис. 55). Объяснить этот факт можно тем, что к середине XIII в. технология наварки уже прочно закрепилась в виде устойчивой традиции в древнерусском кузнечном ремесле. Носители этой традиции сумели не только сохранить ее, но и передать следующим поколениям мастеров.
Сохранение производственных традиций наблюдается и на материалах малых городов (Коломна, Ростиславль Рязанский, Торжок, Серенск, Изборск). В этом плане показательна ситуация Серенска, где смена приоритетов в кузнечном ремесле происходит до разорения города татаро‑монголами, и после восстановления Серенска мастера продолжают работать в традициях, сложившихся в начале XIII в.
Преобладание технологической группы I наблюдается в рассматриваемый период на материалах сельских памятников. Связано это, по всей видимости, с характером самого деревенского кузнечества, предполагающего работу кузнеца‑универсала, не использовавшего в своей практике сложных технологических приемов. Продукция, изготовленная по схемам технологической группы II, поступала на сельские поселения, главным образом, из городских ремесленных центров.
Таким образом, приведенные данные распределения проанализированных нами материалов, и в первую очередь это относится к XII и XIII вв., свидетельствуют о том, что в железообрабатывающем производстве разрыва традиций, который можно было бы предполагать в результате татаро‑монгольского нашествия, не наблюдается.
Однако надо признать, что в общеэкономическом плане татаро‑монгольское иго существенно замедлило развитие металлургической отрасли. Это особенно очевидно на фоне бурно развивающейся черной металлургии Западной Европы, где уже в XV в. увеличение размеров домниц и внедрение механического привода позволили увеличить объем криц до 100–150 кг и перейти к целенаправленному получению чугуна (Беккерт 1988).
Дата добавления: 2018-10-26; просмотров: 151; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!