Глава 2. Кузнечная продукция малых городов
Коломна
Средневековая Коломна располагалась на пограничье между Северо‑Восточной и Юго‑Восточной Русью. В XII–XIII вв. Коломна входила в состав Рязанского княжества, но в силу своего географического положения в низовьях Москвыреки город с округой в значительной степени тяготел к Владимиро‑Суздальскому княжеству. С момента вхождения в состав Московского княжества (начало XIV в.) Коломну можно с полным основанием считать частью Северо‑Восточной Руси (Мазуров 2001).
За время охранных исследований в Коломне в 1989–2002 гг. стационарными раскопками вскрыта площадь около 3500 м2(Мазуров 2005: 78). Сформированы представительные коллекции древностей, значительную часть которых составляют предметы из черного металла.
Для металлографического исследования отобрана коллекция ножей XII–XV вв. В коллекцию вошло 15 экземпляров ножей. Ширина клинков – 1,2–2,5 см, длина – 6–8 см, черенок выделен с двух сторон уступами, его длина – 5–7 см (рис. 29–30). Ножи относятся к типу универсальных бытовых.
При аналитическом исследовании установлено, что в производстве ножей применялось шесть технологических схем: целиком из железа – 2 экз., целиком из сырцовой стали – 2 экз., целиком из качественной стали – 4 экз., из пакетированной заготовки – 1 экз., с использованием наварки стального лезвия – 6 экз.; из них два – в технологии косой, 4 – торцовой наварки. Практически все изделия, которые по характеру металла могли принять термообработку, были закалены (11 экз.).
|
|
|
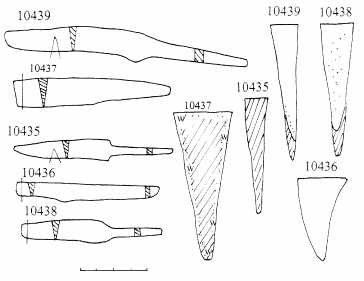
Рис. 29. Коломна. Ножи XII–XII вв. и технологические схемы их изготовления
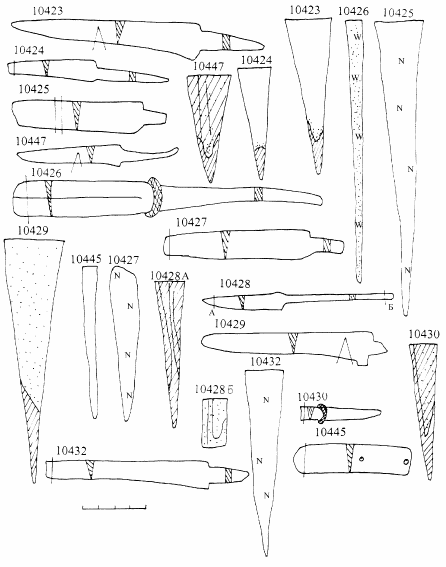
Рис. 30. Коломна. Ножи XIV–XV вв. и технологические схемы их изготовления
Анализ полученных данных позволяет считать, что сырьем кузнецам служили сыродутное железо и сырцовая сталь. Железо отличалось обычными показателями микротвердости: ни разу не было зафиксировано применение твердого (фосфористого) железа. Следует отметить применение в четырех случаях при изготовлении цельностальных ножей качественной цементованной стали. В то же время при изготовлении сварных конструкций на лезвиях часто используется сырцовая сталь (пять ножей из шести сварных). Наиболее ярко разница в такой продукции видна при сравнении показателей микротвердости стали у ножей, откованных из цементованной стали, и у ножей с наварными лезвиями: в первом случае – 514–824 кг/мм2, во втором – 193–322 кг/мм2(сталь во всех случаях была термообработана).
При сопоставлении исследованных ножей по технологическим группам заметно преобладание группы I (9 к 6).
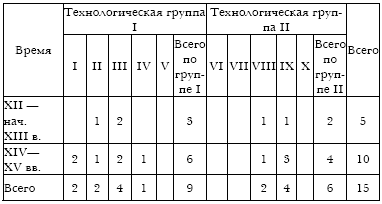
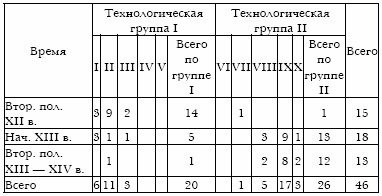
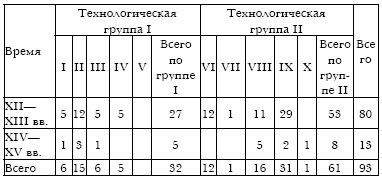
Распределение технологических схем по хронологическим периодам приведено в таблице 7. Анализ данных позволяет утверждать, что ни в один хронологический период не наблюдается преобладание изделий технологической группы II. На этом основании можно заключить, что Коломна входила в круг памятников, где железообрабатывающее ремесло продолжало южнорусские производственные традиции.
|
|
|
Таблица 7. Хронологическое распределение исследованных ножей из Коломны по технологическим группам: I – целиком из железа; II – целиком из сырцовой стали; III – целиком из качественной стали; IV – пакетирование; V – цементация; VI – трехслойный пакет; VII – вварка; VIII – косая наварка; IX – торцовая наварка; X–V‑образная наварка
Звенигород Московский
Звенигород Московский расположен в 60 км к западу от Москвы (Московского Кремля), на левом берегу самой важной транспортной артерии Московской земли – р. Москвы. Первым достоверным историческим свидетельством о Звенигороде является его упоминание в духовном завещании Ивана Калиты (около 1336 г.). Однако, как показывают археологические данные, город возникает намного раньше – в XII в. Согласно этим данным, Звенигород вместе с Москвой был окраинным, юго‑западным форпостом Владимиро‑Суздальского княжества (Юшко 2005: 62). Период расцвета города приходится на время правления Юрия Дмитриевича (1389–1433 гг.).
|
|
|
Наиболее значительные археологические исследования Звенигорода Московского проведены А. А. Юшко в середине 70‑х гг. XX в. Была вскрыта площадь более 800 м2. Анализ стратиграфии культурного слоя и вещевого материала позволил сделать важные выводы по истории города (Юшко 2005).
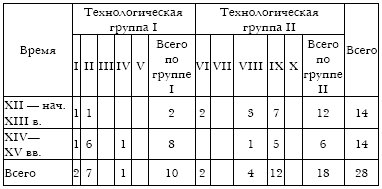
Таблица 8. Хронологическое распределение исследованных ножей из Звенигорода Московского по технологическим группам: I – целиком из железа; II – целиком из сырцовой стали; III – целиком из качественной стали; IV – пакетирование; V – цементация; VI – трехслойный пакет; VII – вварка; VIII – косая наварка; IX – торцовая наварка; X–V‑образная наварка
Коллекция, отобранная для технологического исследования, происходит из раскопок А. А. Юшко. Она состоит из 28 ножей, относящихся к XII–XV вв. (Юшко, Хомутова 1981). В коллекции представлены хозяйственные ножи, мало различающиеся по формам и размерам. Чаще всего встречаются ножи, имеющие клинки длиной от 6 до 14,5 см и шириной 0,9–1,8 см. Черенок, выделенный с двух сторон четкими уступами, короче лезвия (длина 6–8 см). Встречаются экземпляры с пластинчатой рукоятью, в которой есть отверстия для крепления деревянных и костяных обкладок. Один экземпляр имеет втульчатую рукоять.
|
|
|
Металлографический анализ показал, что при изготовлении ножей использовались 5 технологических схем: целиком из железа – 5 экз., из сырцовой стали – 8 экз., с использованием приемов сварки (трехслойный пакет – 2 экз., наварка стального лезвия на железную основу – 16 экз., из них торцовая наварка – 12 экз., косая наварка – 4 экз.).
Автор раскопок А. А. Юшко по данным стратиграфии выделяет в истории города два хронологических периода: первый – XII–XIII вв., второй – XIV–XV вв. Хронологическое распределение технологических схем дает следующую картину (табл. 8). В первый период преобладают технологические схемы, связанные с технологической группой II (12 экз.). Это – трехслойный пакет, торцовая наварка, косая наварка. Изделия, изготовленные в простых технологиях (технологическая группа I), единичны – всего два экземпляра. В XIV–XV вв. – время расцвета города – доля изделий, изготовленных в простых технологиях, возрастает в четыре раза по сравнению с предшествующим периодом. В то же время доля изделий, изготовленных с использованием сварки, уменьшается вдвое и составляет шесть экземпляров.
На основании исследованных материалов из Звенигорода Московского можно сделать следующее заключение. Истоки производственных навыков в железообработке, которые мы наблюдаем в ранний период, восходят к северным традициям. Со временем, начиная с XIV в., возрастает доля технологической группы I.
Торжок
Первые письменные упоминания о Торжке относятся к 30‑м гг. XII в. Но, судя по дендрохронологическим датам (деревянные мостовые в Новоторжском кремле) – рубеж X–XI – первая половина XI в., – город был основан значительно раньше (Малыгин 1984: 82–83). Торжок, расположенный в среднем течении р. Тверцы, контролировал важный торговый путь, по которому в Новгород поступал хлеб из низовых земель. Город со своей округой принадлежал к числу новгородских волостей, не входивших в пятинное деление, но находившихся на особом положении. Значение Торжка было столь велико, что уже в середине XII в. город переходит в совместное владение Новгорода и великого князя Владимирского (позднее Московского) (Ключевский 1957: 57). В конце XII – начале XIII в. Торжок переживает период экономического расцвета. Об этом свидетельствуют археологические раскопки: на боярских и купеческих усадьбах обнаружены предметы импорта (амфоры, янтарь, изделия из самшита, грецкие орехи). Город подвергся татаро‑монгольскому разорению зимой 1238 г. Новгородская первая летопись рассказывает о героической обороне Торжка: татаро‑монголы в течение двух недель обстреливали крепость. Ворвавшись в город «и секоша вся», свидетельствует летописец. Археологические исследования 1981 г. указывают на катастрофические последствия взятия города: слой пожара достигает мощности 30–50 см, в нем обнаружены человеческие кости (Малыгин, 1984: 95).
После разгрома город переживает глубокий экономический и политический кризис. Жизнь здесь надолго замирает и возобновляется лишь в московское время – в середине XIV в. (Малыгин 1989: 42–50).
Для технологического изучения была отобрана коллекция ножей (101 экз.) В результате проведенного микроскопического исследования выявлено восемь технологических схем в изготовлении клинков изделий: целиком из железа – 12 экз., целиком из стали – 40 экз. (23 экз. сохранили термическую обработку), из пакетированной заготовки – 1 экз. (термообработан), в схеме трехслойного пакета с выходом на лезвие стальной полосы – 7 экз. (все экземпляры сохранили термическую обработку), вварки стального лезвия – 7 экз. (клинки 4 экз. термически обработаны), торцовой наварки стального лезвия – 13 экз. (11 термически обработаны), косой боковой наварки стального лезвия – 17 экз. (12 экз. сохранили термическую обработку), V‑образная наварка – 4 экз. (все экземпляры термообработаны).
Изделия, выполненные в разных технологических схемах, характеризуются определенными техническими особенностями. Так, ножи, имеющие железные клинки, ковались из железа, сильно загрязненного шлаковыми включениями. На железных клинках не отмечено никаких технологических приемов, которые могли бы улучшить механические свойства металла: ковались они обычными приемами свободной ручной ковки (рис. 31, ан. 11425; рис. 32, ан. 11418, 11421, 11422).
Ножей с цельностальными клинками в исследованной коллекции – 40 экз. На цельностальные клинки шла в большинстве случаев (31 экз.) сталь сырцовая, неравномерно науглероженная, с разным содержанием и распределением углерода (от 0,1 до 0,8 %) и с участками чистого феррита (рис. 33, ан. 11388, 11390, 11393). Надо отметить, что кузнецы умели распознавать наиболее углеродистые участки в металле, и именно они шли на изготовление рабочей части изделия.
В этой группе изделий есть несколько ножей (6 экз.), клинки которых откованы из малоуглеродистой стали (содер‑жание углерода не выше 0,3 %). Практически эта сталь ничем не отличается от обычного железа: она обычно имеет те же показатели твердости, что и железо, и не воспринимает термическую обработку (рис. 32, ан. 11428, 11430; рис. 33, ан. 11389, 11392). В результате изделие обладает невысокими рабочими качествами.
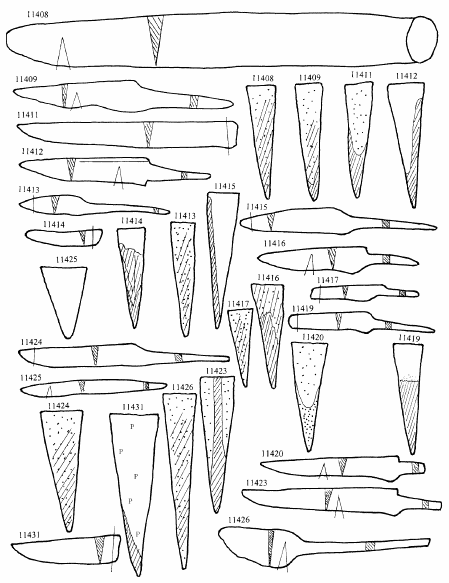
Рис. 31. Торжок. Ножи XIV–XV вв. и технологические схемы их изготовления
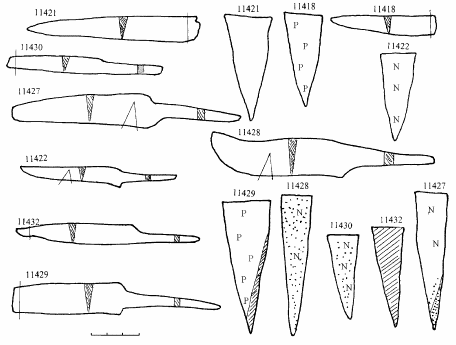
Рис. 32. Торжок. Ножи XIV–XV вв. и технологические схемы их изготовления
Встречаются в коллекции изделия, правда редко (5 экз.), откованные целиком из качественной стали (рис. 32, ан. 11432; рис. 33, ан. 11407; рис. 34, ан. 11361), которая характеризуется равномерным распределением углерода (0,6–0,8 % С).
Цементация, т. е. науглероживание рабочих частей орудий труда, встретилась в исследованной коллекции на одном экземпляре и представлена вариантом сквозной цементации рабочей части с последующей закалкой (рис. 35, ан. 11385).
Группа сварных технологий, состоящая из 49 экз., представлена такими технологическими схемами, как трехслойный пакет (7 экз.; рис. 31, ан. 11423; рис. 34, ан. 11363, 11365), вварка стальной лезы (8 экз.; рис. 34, ан. 11352; рис. 36, ан. 11374) и различными формами наварки (34 экз.; рис. 34, ан. 11355; рис. 36, ан. 11366; рис. 37, ан. 11437, 11443, 11450).
Обращает на себя внимание нож под № 11364 (рис. 36). Ничем не примечательный внешне, он, как показало микроскопическое исследование, имеет оригинальную технологию изготовления. Клинок состоит из трех частей: на лезвии – высокоуглеродистая сталь, основа – сырцовая сталь, а между ними проходит полоска из твердого (фосфористого) железа, которая на поверхности идет вдоль всего клинка блестящей полосой. Клинок закален. Можно указать на единичные аналогии этому изделию в материалах из Твери, Шестовиц, Автуничей. Безусловно, такие ножи следует отнести к привозным изделиям.
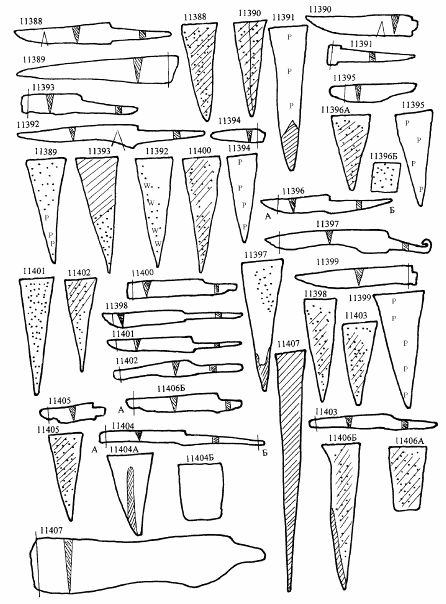
Рис. 33. Торжок. Ножи XIV–XV вв. и технологические схемы их изготовления
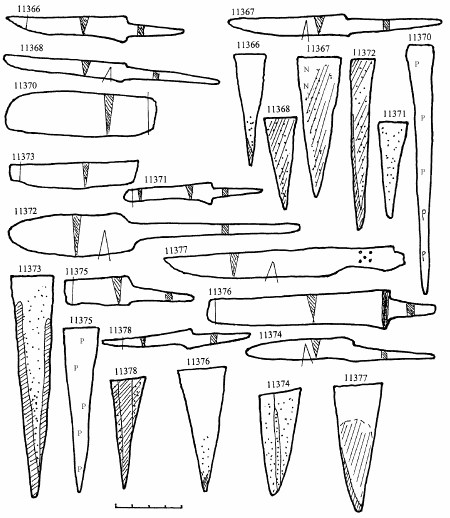
Рис. 34. Торжок. Ножи XIV–XV вв. и технологические схемы их изготовления
Также к импортным (западноевропейским) экземплярам следует отнести нож (ан. 11377, рис. 34), имеющий на левой стороне клинка, вблизи перехода клинка к черешку, клеймо в виде пяти круглых врезок, расположенных в виде игральной фишки домино. С технологической точки зрения он не выделяется из общего числа изделий (выполнен в технологической схеме косой боковой наварки с последующей закалкой). Можно лишь отметить, что основа ножа сварена из двух полос, расположенных вдоль клинка. Следует обратить внимание на то, что оба импортных изделия происходят из одного раскопа – раскоп 2.
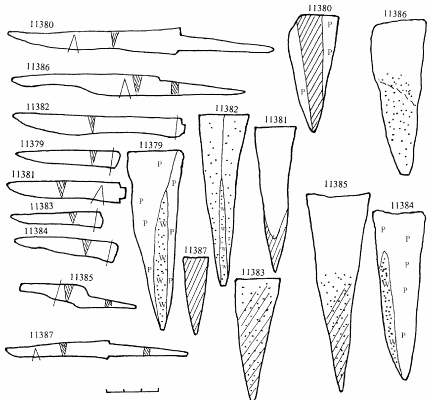
Рис. 35. Торжок. Ножи XIV–XV вв. и технологические схемы их изготовления
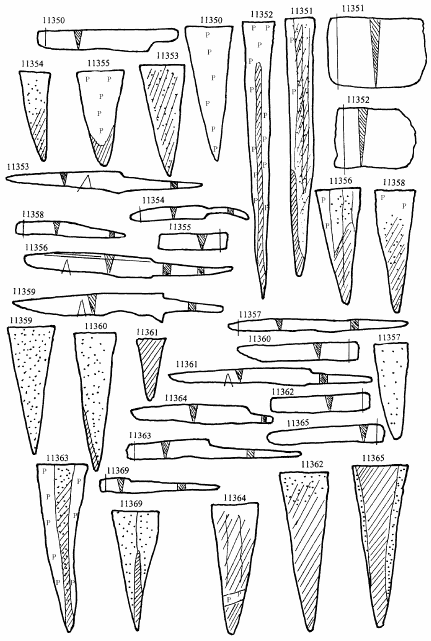
Рис. 36. Торжок. Ножи XIV–XV вв. и технологические схемы их изготовления
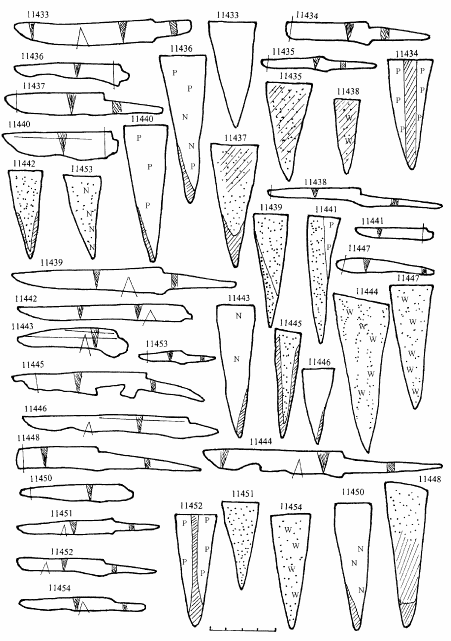
Рис. 37. Торжок. Ножи XIV–XV вв. и технологические схемы их изготовления
Характеризуя поделочный материал, подчеркнем, что металл исследованных изделий сильно загрязнен шлаковыми включениями. Улучшить же качество металла можно было с помощью долгой и тщательной проковки, однако, как свидетельствуют аналитические данные, кузнецы не уделяли качеству поделочного материала должного внимания.
Сырьем служил металл разных сортов: твердое (фосфористое), «обычное» и «мягкое» железо, сырцовая и цементованная сталь. Особенностью коллекции железных изделий из Торжка является использование сырцовой стали как для основы, так и для лезвий изделий. В ряде случаев на основу из сырцовой стали наваривается лезвие из аналогичного по качеству металла. Объяснить отмеченный факт можно господством производственного стереотипа: привычка работать в определенном технологическом стандарте оказывается сильнее необходимости изменения производственных операций в сторону их упрощения.
Таблица 9. Хронологическое распределение исследованных ножей из Торжка по технологическим группам: I – целиком из железа; II – целиком из сырцовой стали; III – целиком из качественной стали; IV – пакетирование; V – цементация; VI – трехслойный пакет; VII – вварка; VIII – косая наварка; IX – торцовая наварка; X–V‑образная наварка
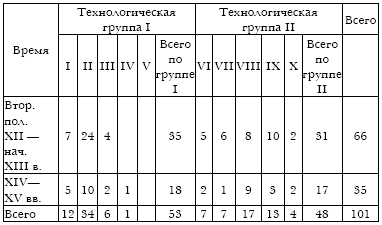
Располагая датировками прошедших металлографическое исследование находок из Торжка (данные представлены автором раскопок П. Д. Малыгиным на основании дендрохронологического анализа), мы разделили материалы коллекции на два хронологических периода: домонгольский (середина XII – первая половина XIII в.) и золотоордынский (XIII–XIV вв.).
Выделенные технологические группы распределяются хронологически следующим образом (таблица 9).
Как явствует из полученных данных, в домонгольское время в культуре железообработки Торжка обе технологические группы представлены близкими долями: 53 и 47 % соответственно. В золотоордынское время сохраняется близкое к домонгольскому периоду процентное соотношение: 51,4 и 48,6 %.
Суммируя результаты металлографического исследования, можно заключить, что технологическую характеристику кузнечного производства Торжка на протяжении всего рассматриваемого периода XII–XIV вв. стабильно определяют две традиции, известные на Руси: южнорусская и северорусская.
Анализ полученных данных технологического анализа позволяет говорить, что в становлении кузнечного ремесла древнерусского Торжка активно участвовали кузнецы – выходцы из Новгородской или Ростово‑Суздальской земель. Не меньшую (а может быть, и большую) роль играли мастера, работающие в южнорусских традициях. В условиях золотоордынского ига в железообрабатывающем ремесле Торжка деструктивных изменений не происходит.
Ростиславль Рязанский
Городище Ростиславль, расположенное в Озерском районе Московской области, является остатками летописного города Ростиславля Рязанского, основанного в 1153 г. Город возникает как крепость Рязанского княжества, в составе которого и остается до присоединения Рязани к Московскому княжеству в 1521 г. (Коваль 1995: 250–253; Монгайт 1961: 235). После захвата Москвой Коломны при Юрии Даниловиче Ростиславль становится северным форпостом Рязанской земли. С начала XIV в. значение Ростиславля возрастает. Из рядовой крепости на северо‑западной границе Рязанской земли он становится одним из основных пунктов в противоборстве Рязанского и Московского княжеств. Большую роль в возвышении Ростиславля сыграло его географическое положение (удаленность от границ Орды, ключевое положение на речных и сухопутных дорогах, контроль над Рязано‑Московской границей) и политическая ситуация (по свидетельству ряда источников, именно из Ростиславля в XIV в. происходили некоторые Великие рязанские князья) (Коваль 2004а: 13–15).
Планомерные стационарные раскопки проводятся на памятнике с 1994 г. (руководитель экспедиции В. Ю. Коваль). К настоящему времени в результате этих работ накоплен большой фактический материал, позволивший сделать предварительные выводы о материальной культуре памятника, его хронологии, особенностях керамического комплекса (Коваль 1995, 1996, 2004б). Установлено, что древнерусское поселение на городище существовало в XII–XVI вв.
Состав найденных на памятнике предметов из черного металла разнообразен. Это предметы быта (ножи, кресала, шилья, ключ), орудия труда (топоры, скобель, косы, серп), оружие (наконечники стрел, как универсальные, так и боевые), снаряжение коня (удила, шпоры, скребница).
Археометаллографическое исследование прошло 30 предметов, датируемых золотоордынским временем: 19 ножей, зубило, две косы, серп, кресало, три наконечника стрел, шило, скребница и ключ (рис. 38). Следует отметить, что металлографически исследованы все датированные железные предметы достаточно хорошей сохранности.
Немногим более половины ножей (10 экз.) было изготовлено в простых технологических схемах (технологическая группа I). Большинство орудий в этой группе отковано из сырцовой стали. Лишь один нож оказался цельножелезным. Но плохая сохранность лезвия не исключает применения при его изготовлении более сложной технологической схемы. Технологическая схема одного ножа (рис. 39, ан. 9552) свидетельствует о применении при его изготовлении химикотермической обработки (сквозной цементации). Основа откована из кричного железа, качество ковки хорошее. Заключительной операцией по улучшению рабочих свойств орудия была резкая закалка.
В технологической группе II (9 экз.) преобладали ножи, изготовленные по технологической схеме косой боковой наварки (рис. 39, ан. 9230, 9231А, 10457). Сварка у двух образцов не отличается высоким качеством. Это позволяет предположить, что данные ножи изготовлены кузнецами, которые не обладали достаточными производственными навыками.
Два ножа имели лезвие, наваренное в торец (рис. 39, ан. 9963А, 9964А). Еще у двух ножей при оформлении лезвия применена V‑образная наварка (рис. 39, ан. 9234А, 9551). Все изделия этой технологической группы подверглись термообработке – в большинстве случаев резкой закалке.
Следует отметить, что в предшествующее время (вторая половина XII – первая половина XIII в.) при изготовлении ножей преобладали схемы технологической группы I (целиком из сырцовой стали). Доля орудий, изготовленных с применением технологической сварки (технологическая группа II), превышает 35 % (Завьялов 2004: 206). Можно предполагать, что под влиянием более крупных городских центров в золотоордынское время у местного населения распространяется продукция, изготовленная в наварной технологии. Пока трудно сказать, происходило ли распространение изделий с наварными лезвиями посредством торгового обмена или новые технологии осваиваются местными мастерами.
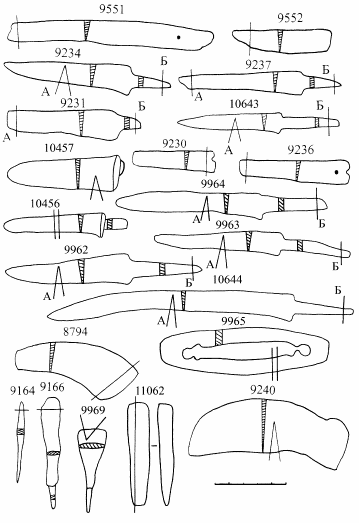
Рис. 38. Кузнечные изделия XIV–XV вв. из Ростиславля Рязанского
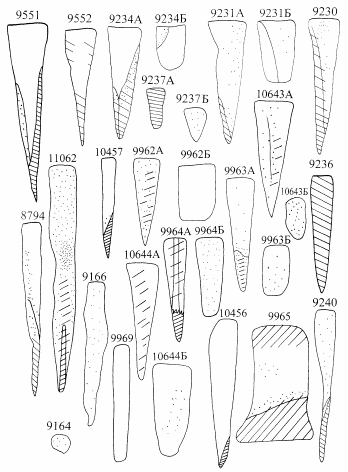
Рис. 39. Технологические схемы изготовления кузнечных изделий из Ростиславля Рязанского
Среди инструментов из коллекции кузнечных поковок золотоордынского времени обращает на себя внимание зубило. Находка этого орудия свидетельствует о присутствии на городище металлообрабатывающего производства. Зубило отковано из высокоуглеродистой заготовки (содержание углерода 0,7–0,9 %, на отдельных участках наблюдается структура заэвтектоидной стали), в которую было вварено стальное лезвие. Заключительной операцией была закалка лезвия с последующим низким отпуском (рис. 39, ан. 11062).
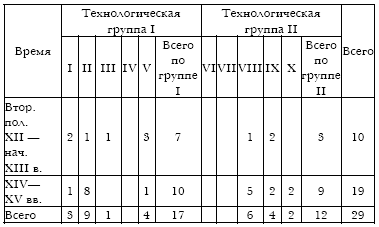
Таблица 10. Хронологическое распределение исследованных ножей из Ростиславля Рязанского по технологическим группам: I – целиком из железа; II – целиком из сырцовой стали; III – целиком из качественной стали; IV – пакетирование; V – цементация; VI – трехслойный пакет; VII – вварка; VIII – косая наварка; IX – торцовая наварка; X–V‑образная наварка
Косы изготовлены по технологии косой боковой наварки стального лезвия (рис. 39, ан. 8794, 9240). Серп откован из пакетной заготовки (вторичное использование металла).
Исследованное кресало изготовлено в традиционной для таких поковок технологической схеме – наваркой стальной ударной пластины с последующей резкой закалкой.
Из кричного железа откованы скребница, наконечник стрелы и ключ.
Наконечники стрел и шило выкованы из сырцовой стали (рис. 39, ан. 9164, 9166). Содержание углерода в стали до 0,3 %.
Как видно из приведенных результатов, в золотоордынский период среди ножей из Ростиславля Рязанского технологические группы I и II представлены примерно равными долями. Но технологическая сварка большинства предметов не отличается высоким качеством. Приведенные аналитические данные позволяют с определенной уверенностью говорить, что в золотоордынское время производственные традиции предшествующего периода не прервались. Несмотря на то что доля изделий технологической группы II возрастает, качество продукции, относящейся к этой группе, не меняется: по‑прежнему используется сырцовая (а не качественная) сталь, сварка не отличается высоким качеством. Кузнечная продукция из Ростиславля Рязанского документирует железообрабатывающее ремесло малого города, удаленного от крупных производственных центров. Ремесленники такого городка удовлетворяли потребности лишь местного, незначительного по своему объему рынка.
Серенск
Городище Серенск расположено в Мещовском районе Калужской области на правом берегу р. Серены при впадении в нее безымянного ручья. Впервые в летописи Серенск упоминается в 1147 г. Городище состоит из двух частей: детинца и окольного города, от которого детинец отделяется высоким валом и глубоким рвом. Общая датировка памятника – XII–XVI вв. Верхний горизонт культурного слоя датируется толстостенной белоглиняной и чернолощеной керамикой XIV–XVI вв. Ниже лежит черный рыхлый слой с включениями древесного угля, обожженной глины, извести. По мнению Т. Н. Никольской, находки в этом слое документируют разгром города во время татаро‑монгольского нашествия: срезни в виде узкой лопаточки – тип, не характерный для древнерусских наконечников стрел. О постигшей город катастрофе говорят и обнаруженные в разных частях города скелеты людей (Никольская 1981: 140).
Сложение нижних горизонтов культурного слоя происходило в домонгольское время. В этом слое обнаружены остатки жилых и производственных построек и собраны многочисленные находки, относящиеся к XII–XIII вв. Среди них значительную часть составляют изделия из черного металла. Находки шлаков свидетельствуют о местном железопроизводстве (Никольская 1981: 136).
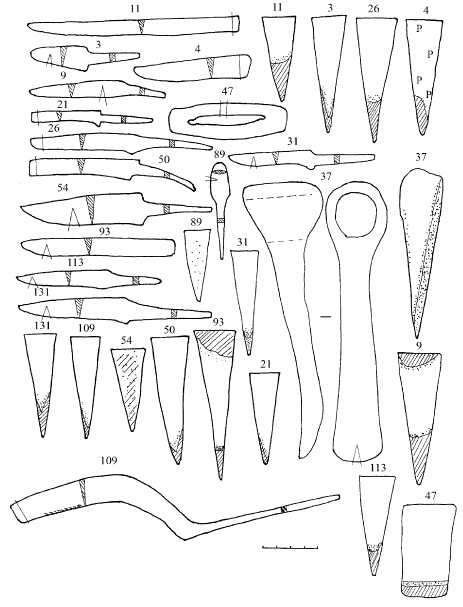
Рис. 40. Серенск. Кузнечные изделия второй половины XIII–XIV в. и технологические схемы их изготовления
Для технологического изучения кузнечной продукции отобрано 56 предметов: ножи, серпы, косы, топоры, кресала, наконечники стрел (рис. 40).
При изготовлении ножей применялись шесть технологических схем: целиком из железа (3 экз.), из сырцовой стали (2 экз.), из цементованной стали (1 экз.), торцовая (17 экз.),
косая (5 экз.) и V‑образная наварка (3 экз.). Исследованные серпы золотоордынского времени изготовлены по технологическим схемам наварки с последующей термической обработкой. Наварные лезвия имели косы, топор и тесло. В технологии наварки изготовлено и кресало. Все исследованные наконечники стрел оказались цельножелезными.
Рассматривая кузнечное сырье, можно отметить, что железо плохо освобождено от шлаковых включений, часто наблюдаются крупные включения шлака. Сталь несколько чище, но также загрязнена шлаками.
Таблица 11. Хронологическое распределение исследованных ножей из Серенска по технологическим группам: I – целиком из железа; II – целиком из сырцовой стали; III – целиком из качественной стали; IV – пакетирование; V – цементация; VI – трехслойный пакет; VII – вварка; VIII – косая наварка; IX – торцовая наварка; X–V‑образная наварка
Хронологическое распределение изученной коллекции кузнечной продукции позволяет утверждать, что в домонгольское время при изготовлении ножей преобладала технологическая группа I. Лишь в начале XIII в. цельностальные ножи вытесняются орудиями с наварными лезвиями (табл. 11). Другие качественные изделия на всем протяжении существования города изготавливались по схеме наварки стального лезвия на железную основу (Хомутова 1973).
Факт смены технологических приоритетов в кузнечном ремесле Серенска в начале XIII в., на наш взгляд, объясняется политическими событиями 1208 г., когда «послал великий князь Всеволод воеводу своего Степана Здиловича к Серенску и пожже город весь» (Летописец 1851: 108). Возможно, что после взятия города суздальцами в нем появились мастера – носители иной (северной) производственной традиции. Эта традиция в короткое время укрепилась в местном кузнечном ремесле и продолжалась в период татаро‑монгольского нашествия.
Изборская крепость
Археологические исследования Изборской крепости, основанной в XIV в., дали богатые материалы для характеристики жизни и деятельности ее населения. Установлено, что основным занятием жителей Изборска до начала XVI в. были земледелие и животноводство. Подсобную роль играло рыболовство. Хотя на территории крепости найдено большое количество железных предметов, следов занятия населением черной металлургией и металлообработкой не обнаружено (Артемьев 1987: 29).
Последний период функционирования крепости относится к концу XVI–XVII в. Согласно писцовым книгам в период XVII в. крепость постоянных жителей не имела, в ней находился лишь гарнизон из 100 стрельцов (Артемьев 1998: 30). В третьей четверти XVII в. в крепости произошел большой пожар, после которого жизнь в ней более не возобновлялась.
Из археологических находок из Изборской крепости металлографически изучено 30 железных предметов (рис. 41).
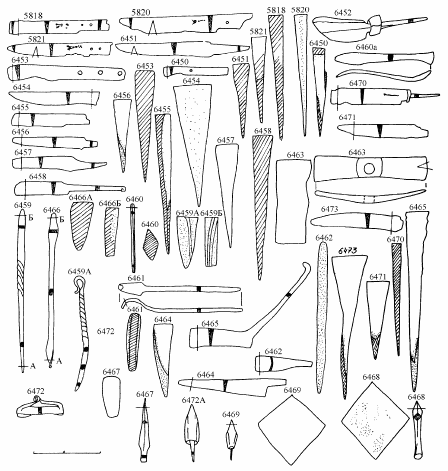
Рис. 41. Изборская крепость. Кузнечные изделия XIV–XV вв. и технологические схемы их изготовления
Наибольшим числом экземпляров представлены в исследованной коллекции ножи, большая часть которых – в виде фрагментов. Длина целых экземпляров варьирует в пределах 10–14 см. Толщина клинков изменяется от 0,2 см до 0,6 см при преобладании клинков толщиной 0,2 и 0,3 см. Ширина клинка колеблется в пределах от 1,6 до 2,4 см. Рукоять насаживалась на черенок либо крепилась с помощью накладных пластинок (имеются экземпляры с отверстиями или с сохранившимися штырьками на черенке). Одним экземпляром представлен нож (рис. 41, ан. 6458), рукоять которого закреплена с помощью загнутого конца черенка, выходящего наружу.
В рассматриваемой коллекции пять ножей (рис. 41, ан. 5818, 5819, 5820, 5821, 6470) имеют клейма. Клейма расположены на левой стороне полотна клинка, в верхней его части, ближе к черенку. Выполнены клейма методом штампа. Три орудия с клеймами имеют пластинчатую рукоять, у одного рукоять насаживалась на черенок. Следует остановиться на клейме последнего ножа (ан. 6470). Тогда как у остальных экземпляров клеймо представлено различными знаками, у этого ножа клеймо имеет вид надписи. Различимы латинские буквы: AST.STE. Буквы образуют неровную строчку (рис. 42). Складывается впечатление, что каждая литера выбивалась отдельно. Не вызывает сомнения, что ножи с клеймами являются продукцией западноевропейского ремесла, где институт клеймения изделий выполнял функцию контроля качества товара (Сванидзе 1964: 136; Pleiner 1993: 80–81).
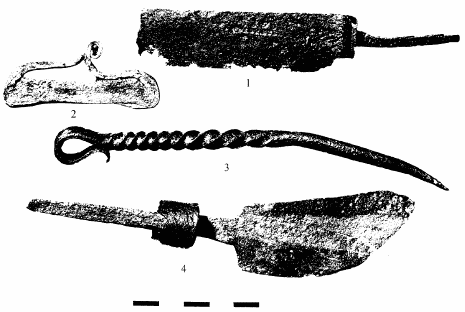
Рис. 42. Изборская крепость. Кузнечные изделия: 1 – нож с клеймом; – кресало; – булавка с петлеобразной головкой; – сапожный нож
По функциональному признаку ножи в исследованной коллекции могут быть отнесены к хозяйственным, универсальным. Лишь один нож (рис. 41, ан. 6452), имеющий массивный, широкий и короткий клинок с плавно закругленным концом острия со стороны лезвия, является инструментом кожевенно‑сапожного ремесла и принадлежит к типу раскроечных (Колчин 1953: 128).
На основании металлографических исследований установлено, что в производстве ножей из Изборской крепости применялись следующие пять технологических схем: целиком из железа (1 экз.), стали (7 экз.), торцовая наварка стального лезвия на железную основу (2 экз.), V‑образная наварка (1 экз.), косая боковая наварка (4 экз.).
Как видно из перечисленных вариантов технологий изготовления ножей, в основе их лежит использование на рабочей части стального материала. Всего один нож (ан. 6457) имел цельножелезный клинок. Микротвердость феррита характеризуется показателями: 181, 193, 236, 322 кг/мм2.
Сталь использовалась разных сортов. В большинстве случаев это качественная сталь, отличающаяся высоким содержанием и равномерным распределением углерода. В ряде случаев зафиксирована сырцовая малоуглеродистая сталь с содержанием углерода 0,1–0,15 % и неравномерно науглероженная.
Интересная особенность в технике изготовления прослежена на клинках двух ножей (рис. 41, ан. 6450; рис. 42, 6452). Оба ножа выполнены в технологии торцовой наварки лезвия из высокоуглеродистой стали. Еще одна стальная полоса такой же твердости зафиксирована по всей длине спинки клинка. В средней части клинка, как бы между двумя полосами стали – на лезвийной части и на обушной – проходит полоса из мягкого железа. Это особенно хорошо видно на макротравленной поверхности клинка раскроечного ножа (рис. 42, 4 ). Оба экземпляра отличаются особо тонкими клинками (толщина обушка – 0,2 см). Видимо, стальная полоса на спинке и была наварена с целью упрочения клинка, а находящаяся в центре между двумя стальными железная полоса делала клинок одновременно упругим.
Микроструктурные особенности металла позволяют говорить о том, что используемое для изготовления ножей исходное сырье – железо и сырцовая сталь – имели сильную загрязненность шлаковыми включениями. Сталь с повышенным содержанием углерода имеет, как правило, незначительное загрязнение шлаками (обычно они мелкие и вытянуты в виде тонких линий). Очевидно, что в этом случае использовались цементованные заготовки, прошедшие специальную обработку по освобождению от неметаллических включений, мешающих процессу науглероживания.
Одним из главных показателей опыта и мастерства средневекового кузнеца является степень использования сварных конструкций, режимов термической обработки, равно как и качество их выполнения. Оценивая с этой точки зрения рассматриваемую коллекцию ножей, можно заключить, что справлялись с этой задачей кузнецы вполне успешно.
Взаимозависимость между типом ножа и технологией изготовления не прослеживается. Не выделяются по своим техническим показателям из остальной коллекции и ножи с клеймами. Среди них есть откованные как из высокоуглеродистой (ан. 6470), так и неравномерно науглероженной стали (ан. 5818, 5820) и изготовленные по технологии торцовой (ан. 5821) и косой (ан. 5819) наварки (рис. 43).
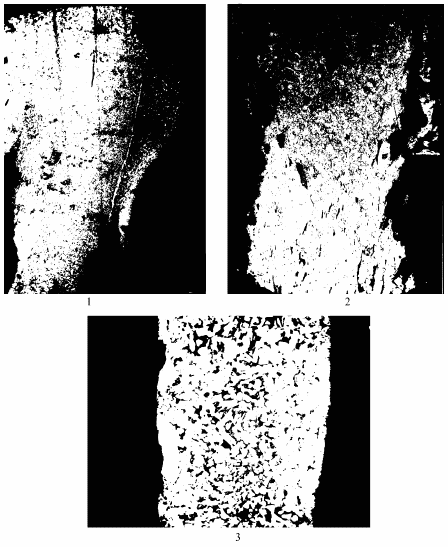
Рис. 43. Фотографии микроструктур ножей с клеймами: 1 – ан. 5819, косая наварка; 2 – ан. 5821, торцовая наварка; 3 – ан. 5820, феррит с перлитом. Увеличение 70х. Травлено ниталем
Из качественной продукции металлографическому исследованию подверглись серп, спиралевидное и перовидное сверла, ножницы, кресало, шилья (рис. 41).
Таблица 12. Хронологическое распределение исследованных ножей из Изборска (XII–XIII вв.) и Изборской крепости (XIV–XV вв.) по технологическим группам: I – целиком из железа; II – целиком из сырцовой стали; III – целиком из качественной стали; IV – пакетирование; V – цементация; VI – трехслойный пакет; VII – вварка; VIII – косая наварка; IX – торцовая наварка; X–V‑образная наварка
На основании металлографического исследования кузнечной продукции из Изборской крепости получены разнообразные характеристики железообрабатывающего производства на протяжении нескольких столетий. Как установлено, мастера по обработке черных металлов использовали различные виды сырья: железо различных сортов (мягкое, обычное, твердое), сырцовую сталь, высокоуглеродистую цементованную сталь. Подбор стального сырья осуществлялся целенаправленно, в зависимости от вида продукции. Показательно, что качественные изделия (ножи, ножницы, кресала, сверла), имели на рабочей части сталь, которая, как правило, вполне удовлетворяла техническим требованиям, предъявляемым к тому или иному виду изделия.
Часто применялся и такой прием для улучшения рабочих качеств, как термическая обработка. Как правило, это резкая закалка. Однако можно с уверенностью говорить о том, что при необходимости применяли и иные режимы термообработки, например мягкую закалку, зафиксированную нами на винтовой части сверла.
Рассматривая материалы металлографически исследованной коллекции Изборской крепости, заметим, что в XIV–XV вв. несколько преобладают изделия технологической группы II (табл. 12). Если обратиться к материалам XII–XIII вв. из Изборского городища, выходцы из которого и основали Изборскую крепость, то также можно отметить ведущее место технологической группы II (Розанова 1998: 322).
Дата добавления: 2018-10-26; просмотров: 186; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!