Пресс-формы для двухстороннего прессования
Принцип работы пресс-формы для двухстороннего прессования детали-кольца показан на рис. 25.
|
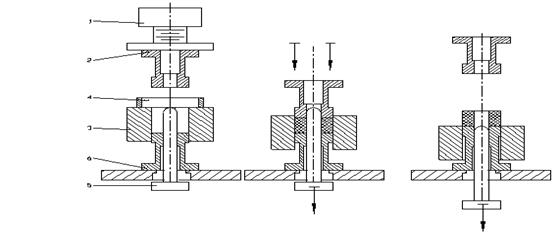
Рис. 25. Пресс-форма для двустороннего прессования
Пресс-форма состоит из матрицы 3, прессующего пуансона 2, закрепляемого на верх
нем штоке регулируемой длины 1, и нижнего пуансона 6, неподвижно закрепленного на несущей плите установки. Оформляющий отверстие детали стержень 5, а также матрица 3 закреплены с помощью не показанных на рис. 25 деталей на нижнем штоке.
В пресс-форме, предназначенной для применения на универсальном оборудовании (гидравлический пресс), матрица 3 может быть просто подпружинена относительно неподвижной части пресс-формы. В полость, образованную матрицей 3, стержнем, загрузочной камерой 4 и нижним пуансоном, засыпается пресс-порошок.
Двухсторонний характер прессования обеспечивается одновременным движением вниз прессующего пуансона и матрицы со стержнем.
Для извлечения спрессованного брикета из полости пресс-формы матрица вместе со стержнем перемещаются вниз. Высвобождение брикета происходит в крайнем нижнем положении матрицы со стержнем. Брикет остается на неподвижном нижнем пуансоне, а затем удаляется из зоны прессования.
Рассмотрим циклограмму специальной роторной установки (рис. 26) для двухстороннего прессования порошков.
|
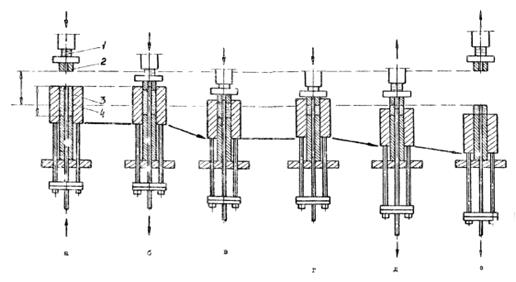 Рис. 26. Цикл работы пресс-формы для двухстороннего прессования на специализированной установке
Рис. 26. Цикл работы пресс-формы для двухстороннего прессования на специализированной установке
|
|
|
Пресс-форма состоит из матрицы 3, прессующего пуансона 2, закрепляемого на верхнем штоке регулируемой длины 1, и нижнего пуансона, неподвижно закрепленного на несущей плите установки. Оформляющий отверстие детали стержень, а также матрица 3 закреплены с помощью деталей на нижнем штоке.
Цикл работы роторной установки начинается с того, что в полость, образованную матрицей 3, стержнем и нижним пуансоном, засыпается пресс-порошок 4 (рис. 26, а).
После заполнения полости пресс-формы порошком, начинается опускание верхнего штока 1 с прессующим пуансоном 2 (рис. 26, б). Затем происходит собственно прессование, причем его двухсторонний характер обеспечивается одновременным движением вниз прессующего пуансона и матрицы со стержнем. При неподвижном нижнем пуансоне (рис. 26, г) брикет допрессовывается.
Далее спрессованный брикет извлекается из полости пресс-формы. Для этого прессующий пуансон начинает двигаться вверх, а матрица вместе со стержнем перемещаются вниз с помощью нижнего штока (рис. 26, д). Высвобождение брикета происходит в крайнем нижнем положении матрицы со стержнем. Брикет остается на неподвижном нижнем пуансоне (рис. 26, е), а затем удаляется из зоны прессования.
|
|
|
После возвращения матрицы со стержнем в крайнее верхнее положение начинается новый цикл работы роторной установки.
В качестве примера двухстороннего прессования на универсальных гидравлических прессах рассмотрим пресс-форму для двустороннего прессования сердечников (рис. 27).
|
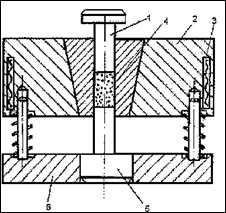
Рис. 27. Конструкция пресс-формы для двухстороннего прессования, применяемой на универсальном оборудовании для прессования: 1 - верхний пуансон; 2 - матрица с коническим вкладышем; 3 - обогревательная обмотка (применяется при прессовании магнитодиэлектриков); 4 - формуемая деталь; 5 - нижний пуансон; 6 - плита
Дата добавления: 2018-09-22; просмотров: 531; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!