Сварочные робототехнические комплексы
Сварка — одна из областей широкого применения ПР. Из многочисленных видов сварки ПР получили основное применение на контактной точечной, дуговой, а также на электронно-лучевой сварке. Контактная точечная сварка осуществляется путем нагрева импульсным электрическим током. Рабочими органами ПР для выполнения такой операции являются сварочные клещи (рис. 15.7). Существуют сварочные ПР, у которых манипулятор заканчивается одним электродом, а вторым электродом служит само свариваемое изделие (рис. 15.8). Промышленные роботы для контактной точечной сварки имеют специальную конструкцию, которая предусматривает размещение сварочного трансформатора и токопроводящего кабеля, идущего от него к сварочным клещам. Сварочный трансформатор расположен обычно на манипуляторе ПР, в том числе и непосредственно в его рабочем органе (для того, чтобы максимально сократить длину кабеля от трансформатора к сварочным клещам, по которым проходит большой импульсный сварочный ток). Грузоподъемность таких сварочных ПР составляет 20—30 кг. Управление ПР, применяемых для контактной точечной сварки, — дискретное позиционное. Устройство управления рассчитано на работу в условиях сильных электромагнитных помех, создаваемых импульсами сварочного тока.
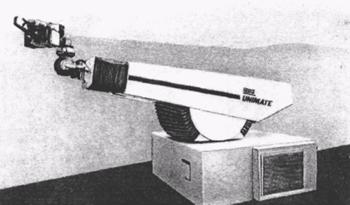
Рис. 15.7. Сварочный робот "Юнимейт"
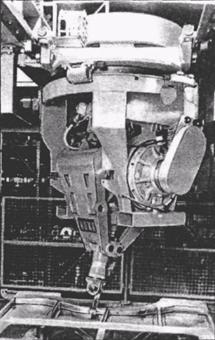
Рис. 15.8. Сварочный робот фирмы "КУКА"
Робототехнические комплексы для нанесения покрытий
|
|
|
Промышленные роботы нашли применение на операциях нанесения различных покрытий: лакокрасочных, защитных, упрочняющих, герметизирующих и т. п. Операции эти для человека не только физически тяжелы, но и вредны. В большинстве случаев нанесение покрытий связано с применением взрыво- и пожароопасных веществ. Поэтому используемые на таких операциях ПР должны иметь взрывобезопасное исполнение. Для нанесения покрытий широко применяют пульверизаторы. На рис. 15.11 показан ПР с пульверизатором в качестве рабочего органа. Робот такого же назначения показан на рис. 4.9. Управление такими ПР— непрерывное (контурное) с программированием методом обучения. По сравнению со сварочными ПР требование к точности ПР для нанесения покрытий существенно ниже, а к быстродействию, наоборот, выше. Применяется в этих ПР и адаптивное управление с использованием системы технического зрения для определения габаритов очередного изделия, на которое должно быть нанесено покрытие. По полученным данным автоматически выбирается и корректируется управляющая программа для ПР.
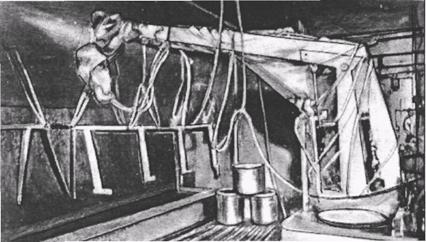
Рис. 15.11. Роботизированный окрасочный комплекс с ПР фирмы "Девилбис" (США)
Другим вариантом технологии нанесения покрытий является использование для этого электростатического поля. Этот способ обеспечивает более высокое качество покрытия и более экономичен. Однако высокое напряжение (десятки киловольт) создает дополнительную взрывоопасность, что ограничивает область применения окрасочных ПР с такого типа распылителями.
|
|
|
Дата добавления: 2018-08-06; просмотров: 748; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!