Постройте гистограмму по сгенерированным показателям выбранного вами процесса.
Методы статистического управления процессами (Sstatistic Pprocess Control - SPC) В число 7 простых методов SPC входят: 1. контрольные листки 2. контрольные карты, 3. гистограммы, 4. диаграмма Исикавы, 5. диаграмма Парето, 6. диаграмма рассеяния, 7. метод стратификации.
Построение контрольных карт выбранного процесса
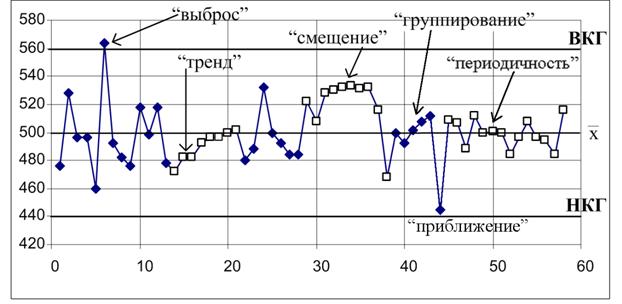
Контрольные карты состоят из центральной линии, верхней и нижней контрольных границ (ВКГ и НКГ)и графика значений параметров,нанесенных в хронологической последовательности.
Они позволяют определить состояние любого процесса: стабильное – нестабильное, (см. рис.1), вестимониторинг процесса, атакжеоцениватьэффект его улучшения по сужению расстояния между контрольными границами.
 |
Для построения контрольных карт надо выбрать процесс из ниже представленного списка.
ТЕМЫ
Для выполнения самостоятельных работ по созданию контрольных листков, построению статистических контрольных карт и гистограмм
1. Измерение температуры тела в течение месяца (измерять каждый вечер 2 месяца).
2. Измерение частоты пульса 2 раза в сутки в течение 2-х месяцев (включать «особые» случаи, как например, после пробежки, после 20 приседаний, утром не вставая с постели, после чашкконтрольные картыи кофе и др.).
3. Определение суммы затраченных денег за 1 день в течение 2-х месяцев (не менее 50 данных).
4. Измерение количества часов с минутами, проведенных ежедневно за компьютером (с информацией о причинах) в течение 60 дней.
5. Измерение количества часов с минутами, проведенных ежедневно в Интернете в течение двух месяцев (не менее 50 замеров).
6. Измерение количества часов с минутами, проведенных в день у телевизора (не менее 50 замеров).
7. Измерение количества часов с минутами, потраченных на ежедневные прогулки (50 замеров).
8. Измерение количества часов с минутами, потраченных на занятия спортом или утреннюю гимнастику (50 замеров.
9. Измерение количества часов с минутами, потраченных на поиски и разбор бумаг (не менее 50 замеров).
10. Измерение количества часов с минутами, потраченных на уборку комнаты (квартиры) (50 замеров).
11. Изменение количества минут в день, затраченных на помощь членам семьи (50 раз).
12. Измерение количества часов с минутами, потраченных на чтение художественной литературы (50 замеров).
13. Изменение количества часов с минутами, потраченных на поездку от дома до института (50 дней).
14. Изменение количества часов с минутами, потраченных в день на аудиторные занятия (50 дней).
15. Определение количества слов в конспекте после каждой лекции по выбранной дисциплине в течение семестра (50 замеров).
16. Определение количества иллюстраций в конспекте каждой лекции по выбранной дисциплине в течение семестра (50 замеров).
17. Определение количества формул в конспекте каждой лекции по математике в течение семестра (50 замеров).
18. Определение числа присутствующих студентов своей группы на лекциях различных преподавателей в течение 2-х месяцев (50 замеров).
19. Вариации роста в см однокурсников по потоку с указанием особенностей (пол: жен., муж.), рост родителей, условия жизни (обеспеченность), вид спорта, которым занимался студент и т.д. (>50 данных).
20. Вариации веса в кг однокурсников по потоку с указанием особенностей (пол: жен., муж.), рост, условия жизни (обеспеченность), вид спорта, которым занимался студент и т.д. (50 данных).
21. Другие темы с не менее 50 -ю данными.
ПОСТРОИТЬ по показателям выбранных процессов, контрольные листки, контрольные карты и гистограммы.
ОПРЕДЕЛИТЬ тип и состояние процесса по таблице классификации (рис. 4), назначив свои собственные границы допуска на показатель качества процесса
ОФОРМИТЬ отчет по выполненной работе в соответствии с формой, включающей:
· название процесса;
· ФИО автора выполненного задания;
· обозначение учебной группы;
· дату выполнения задания.
Для заполнения контрольного листка можно воспользоваться таблицей, приведенной на рис.1 (в верхней части форматки) или Таблицей.2 на стр.3
В обоих случаях необходимы записи об условиях процесса в моменты получения значений параметров.
В СРС-2 будет строиться контрольная карта 1-й группы (см. табл.2 на стр..5)
Контрольная карта процесса «. . . . . . . . . . .»
Примечание: mR – «скользящий» размах, равный разнице между последующим параметром и предыдущим (по модулю).
|
Таблица 1 для размещения параметров выбранного процесса
| Период | Параметр | mR | Условия проведения процесса | Период | Параметр | mR | Условия проведения процесса |
| 1 | 2 | 3 | 4 | 1 | 2 | 3 | 4 |
| 1 | 26 | ||||||
| 2 | 27 | ||||||
| 3 | 28 | ||||||
| 4 | 29 | ||||||
| 5 | 30 | ||||||
| 6 | 31 | ||||||
| 7 | 32 | ||||||
| 8 | 33 | ||||||
| 9 | 34 | ||||||
| 10 | 35 | ||||||
| 11 | 36 | ||||||
| 12 | 37 | ||||||
| 13 | 38 | ||||||
| 14 | 39 | ||||||
| 15 | 40 | ||||||
| 16 | 41 | ||||||
| 17 | 42 | ||||||
| 18 | 43 | ||||||
| 19 | 44 | ||||||
| 20 | 45 | ||||||
| 21 | 46 | ||||||
| 22 | 47 | ||||||
| 23 | 48 | ||||||
| 24 | 49 | ||||||
| 25 | 50 |
Таблица 2. Группы контрольных карт
| Тип параметров процесса | Группы Контрольных карт |
| Непрерывное значение |  1. ( X-mR) - карта (среднее значение - размах)
2. x - карта (измеряемое значение) 1. ( X-mR) - карта (среднее значение - размах)
2. x - карта (измеряемое значение)
|
| Дискретные значения | 3. pn -карта (число дефектных изделий) 4. p - карта (доля дефектов) 5. c - карта (число дефектов) 6. u - карта (доля дефектов на единицу площади или объема) |
Чтение контрольных карт
|
Перед построением Контрольной карты (КК) необходимо выполнить расчеты для определения верхней (ВКГ) и нижней (НКГ) границ параметра, ВКГ «скользящего» размаха и середины распределений параметра и «скользящих» размахов по формулам, приведенным внизу рис.2.
Среднее значение параметра X вычисляется как результат деления суммы 50-ти значений сгенерированных параметров процесса в течение 50-ти периодов;
среднее значение «скользящего» размаха mR вычисляется как результат деления суммы 49-ти значений полученных mR (см. Примечание на рис.2), на 49 периодов;
верхняя контрольная граница (ВКГх) контрольной карты параметра определяется по формуле ВКГх = Хср +2,66· mRср, а нижняя – по формуле НКГх = Хср - 2,66 ·mRср;
верхняя контрольная граница (ВКГmR) контрольной карты «скользящего» размаха определяется по формуле ВКГmR = mRср·3,27.
После выполнения расчетов надо выбрать масштаб таким образом, чтобы уровень ВКГх на верхней форматке (рис.2) или ВКГmR – на нижней форматке занимал не более 3/4 от всей высоты соответствующей форматки. Это объясняется возможностью «выброса» значения параметра или «скользящего» размаха за пределы контрольных границ.
После нанесения на КК этих границ можно нанести в этом же масштабе средние значения параметра Хср и «скользящего» размаха mRср, а также график изменения Х и mR для каждого периода и соединить точки «ломаными» линиями (см. рис.1).
Затем следует визуальный анализ наличия на картах особых случаев, позволяющий определить управляемость (стабильность) выбранного процесса и его состояние (рис.3).
| 100% продукции соответствуют техническим требованиям | Часть продукции не соответствуют техническим требованиям |
| Процесс стабилен (статистически устойчив) | Идеальное состояние Процесс предсказуем с возможностью дальнейшего снижения вариаций благодаря улучшению входов и условий проведения процесса Используйте контрольные карты для: поддержания стабильности процесса, оценки его улучшения, своевременного предупреждения о появлении особых причин вариаций | Пороговое состояние Уменьшайте влияние общих причин вариаций либо расширяйте границы поля допуска на параметры продукции Используйте контрольные карты для:поддержания стабильности процесса, оценки его улучшений, снижения влияния общих причин вариаций, обнаружения возникающих особых причин |
| Процесс нестабилен (статистически неустойчив) | На границе хаоса Может показаться, что все в порядке, но качество выхода процесса будут определять неконтролируемые вариации Используйте контрольные карты для: выявления и устранения особых причин вариаций и продвижения к идеальному состоянию | Хаос Единственный выход из состояния «хаоса» - устранить особые причины вариаций Используйте контрольные карты для: систематического выявления и устранения особых причин вариаций и перевода процесса в стабильное состояние |
|
Эффективность процесса определяется с помощью Гистограммы с нанесенными на нее границами поля допуска (или сертификации).
Принципы построения гистограмм:
 Ряд числовых значений (50-200) контролируемых параметров, записанных в порядке возрастания (или по мере поступления) анализируются в границах общего диапазона – размаха (максимальное минус минимальное значения параметра). Диапазон разбивается на 8 – 10 интервалов, определяются границы интервалов и их середина, подсчитывается число попаданий значений параметров в соответствующий интервал и на графике с координатами: Xi - значение параметра и Y – частота попаданий, строятся столбики высотой, соответствующей частоте попаданий. Затем рассчитываются величина среднего значения параметра X и среднего квадратичного отклонения σ по формулам:
Ряд числовых значений (50-200) контролируемых параметров, записанных в порядке возрастания (или по мере поступления) анализируются в границах общего диапазона – размаха (максимальное минус минимальное значения параметра). Диапазон разбивается на 8 – 10 интервалов, определяются границы интервалов и их середина, подсчитывается число попаданий значений параметров в соответствующий интервал и на графике с координатами: Xi - значение параметра и Y – частота попаданий, строятся столбики высотой, соответствующей частоте попаданий. Затем рассчитываются величина среднего значения параметра X и среднего квадратичного отклонения σ по формулам:
 |
где: X –среднее значение параметра в партии из n изделий,
Xi –текущие значения параметра,
σ –среднее квадратичное отклонение.
На рис. 5 показан пример диаграммы с нанесенными границами поля допуска НГС и ВГС и значением номинала параметра Н.
|

Чтение гистограмм.
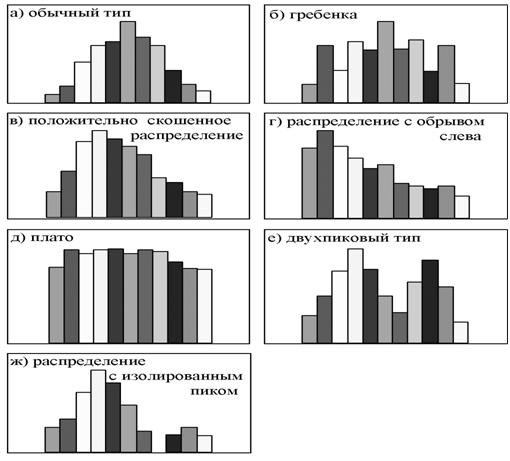
Полезную информацию о характере процесса можно получить при анализе форм гистограмм, показанных на рис. 6.
|
а)Обычный тип(симметричная или колоколообразная). Среднее значение параметра X находится в середине диапазона полного размаха. Наибольшее число попаданий (высота столбика) также относится к среднему интервалу.
б) Гребенка (мультимодалный тип) свидетельствует о плохой методике измерений или ошибках округления значений параметра, что приводит к чередованию более высоких столбцов с более низкими.
в)Асимметричная форма(положительно скошенное распределение). Частоты попаданий параметра в интервалы довольно резко спадают в левой части гистограммы. Это может свидетельствовать онекотором закономерном регулировании процесса при приближении параметра к левой границе допуска. Такой же эффект может возникнуть для отрицательно скошенного распределения (спадание правой части гистограммы).
г) Распределение с обрывом слева (справа). Среднее значение параметра находится существенно левее (правее) центра диапазона. Такая форма может свидетельствовать о выполненных мероприятиях по «просеиванию» данных (100% контроля) при плохой воспроизводимости процесса с целью уменьшения приближения параметра к НГС (ВГС).
д) Плато (равномерное, близкое к прямоугольному распределению). Частоты попаданий в интервалы почти равны.Возможно, имело местосмешивание данных нескольких процессов либо они подчиняются закону равномерного распределения.
е) Двухпиковый (бимодальный тип распределения). В центральной области распределения низкие частоты попадания параметра в интервалы, а по краям наблюдаются два пика. Это означает, что имело местосмешивание двух процессов.
ж) Распределение с дополнительным пиком(засоренное распределение). Данные имели малые включения из распределения другого процесса.
На построенной гистограмме обычно наносят номинальное и среднее значение параметра, а также границы поля допуска. Положение распределения относительно границ допуска показывает степень соответствия процесса нормативным требованиям и ожиданиям потребителя и свидетельствует об эффективности (неэффективности) процесса (см. рис. 5).
Совестно с контрольной картой гистограмма позволяет определить состояние процесса по классификации (рис.4).
Постройте гистограмму по сгенерированным показателям выбранного вами процесса.
Гистограммы –это метод представления данных, сгруппированных по частоте попадания в определенный интервал. Гистограммы дают наглядное представление о рассеянии данных, а после нанесения границ допусков и об эффективности процесса.
Ряд числовых значений (50-200) контролируемых параметров, записанных в порядке возрастания (или по мере поступления) анализируются в границах общего диапазона – размаха (максимальное минус минимальное значение наблюдаемого параметра).
Затем диапазон разбивается на 8 – 10 интервалов, определяются границы интервалов и их срединное значение и подсчитывается число попаданий значений параметров в соответствующий интервал. По этим данным строится таблица частот.
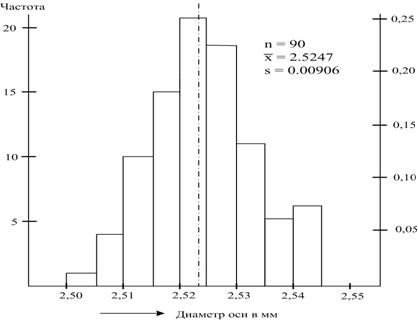
В таблице 3 представлены данные измерений диаметров 90 стальных осей, обработанных на токарном станке, распределившиеся по 9 интервалам с частотой попадания в них, показанной в столбцах 4 и 5. Ширина интервалов определялись как частное от деления общего диапазона изменения диаметров на число интервалов.
По данным таблицы строится гистограмма (рис.6) следующим образом. На листе бумаги наносится горизонтальная ось и выбирается такой масштаб, чтобы мог поместиться весь диапазон изменения параметра. Затем строится вертикальная ось, масштаб которой выбирается в соответствии с наибольшей частотой попадания показателя в некоторый интервал.
Таблица 3. Таблица частот
| № п/п | Границы интервалов | Середина интервала | Подсчет частоты попаданий диаметра оси в интервал | Частота попаданий |
| 1 | 2 | 3 | 4 | 5 |
| 1 2 3 4 5 6 7 8 9 | 2,5005 – 2,5055 2,5056 – 2,5105 2,5106 – 2,5155 2,5156 – 2,5205 2,5206 – 2,5255 2,5256 – 2,5302 2,5306 – 2,5355 2,5356 – 2,5405 2,5406 – 2,5455 | 2,503 2,508 2,513 2,518 2,523 2,528 2,533 2,538 2,543 | /
////
 //// ////
//// //// ////
//// //// //// //// //
//// //// //// ////
//// ////
////
//// / //// ////
//// //// ////
//// //// //// //// //
//// //// //// ////
//// ////
////
//// /
| 1 4 9 14 22 19 10 5 6 |
| Итого | 90 |
 Примечание: Значки типа //// используются для удобства подсчета числа попаданий и означают 5 попаданий (4 + перечеркивающая линия)
Примечание: Значки типа //// используются для удобства подсчета числа попаданий и означают 5 попаданий (4 + перечеркивающая линия)
 На горизонтальной оси отмечаются границы интервалов и в их пределах рисуются столбики с координатами, равными частоте попаданий в соответствующий интервал.
На горизонтальной оси отмечаются границы интервалов и в их пределах рисуются столбики с координатами, равными частоте попаданий в соответствующий интервал.
|
 |
Затем на гистограмму наносится рассчитанная величина среднего значения показателя X и границы поля допуска, а также номинальное значение показателя. При необходимости рисуется вторая вертикальная ось справа, на которой отмечаются относительные частоты (приведенные к сумме попаданий показателя во все интервалы).
После построения выполняется анализ формы гистограммы с использованием «атласа» гистограмм (см. рис.6).
Установив класс процесса с помощью анализа его контрольной карты и гистограммы, можно перейти к улучшению процесса. Для этого, прежде всего, необходимо проанализировать влияние всех возможных причин (барьеров), препятствующих этому улучшению с помощью схемы Исикавы (см., например, рис.7).
Дата добавления: 2018-06-01; просмотров: 591; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!