Правила техники безопасности при выполнении электромонтажных работ, порядок получения и сдачи металлов и деталей.
Техника безопасности при электромонтажных работах.
Электромонтажные работы с ручным инструментом выполняют в соответствии с общими требованиями безопасности, а также строительными нормами и правилами, инструкциями, эксплуатационными документами предприятий-изготовителей и т. д. Нарушение правил эксплуатации приводит к травмам работающих с ручным инструментом.
Все работающие с инструментом проходят обучение безопасным методам работ (независимо от характера и степени опасности производства) при подготовке новых рабочих, проведении различных видов инструктажа или повышении квалификации.
Положение инструментов на рабочих местах должно устранять возможность их скатывания или падения. Инструмент не кладут на перила ограждения или неогражденный край площадки лесов и подмостей, а также у краев люков колодцев. При переноске или перевозке инструмента его острые части защищают чехлами или иным способом.
Инструмент с изолирующими рукоятками должен храниться в закрытых складских помещениях на полках и стеллажах, исключающих прикосновения к отопительным приборам и обеспечивающих защиту от солнечных лучей и влаги.
Инструмент, сроки очередной проверки которого истекли или у которого обнаружены механические повреждения, немедленно изымают из употребления. Выдачу и получение инструмента, а также результаты испытаний и отбраковки оформляют в специальном журнале.
Монтаж и разделка кабелей.
Разделку концов кабелей производят до монтажа муфт и заделок. Она заключается в последовательном ступенчатом удалении на определенной длине защитных покровов, брони, оболочки, экрана и изоляции кабеля. Размеры разделки определяют по технической документации в зависимости от конструкции кабеля и монтируемой на нем муфты (заделки), напряжения кабеля и сечения его жил.
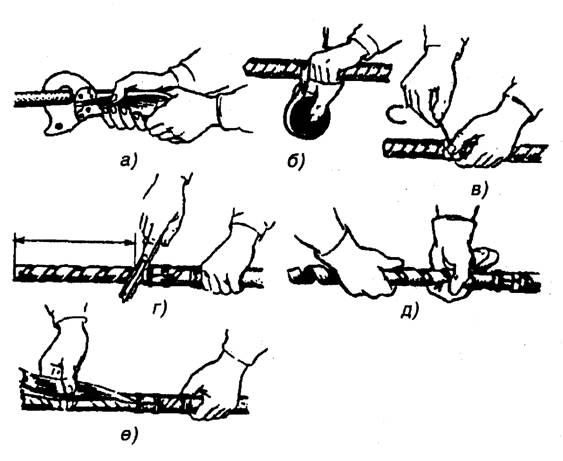 Рисунок 7 Технология резки концов кабелей, наложения бандажей и удаления покровов: a - резка конца кабеля ножницами НС; 6 - подмотка из смоляной ленты; в - наложение проволочного бандажа; г - надрезание брони; д, е - удаление брони, пряжи, подушки и кабельной бумаги
Приступая к разделке конца кабеля, проверяют отсутствие влаги в бумажной изоляции и жилах. При необходимости удаляют имеющуюся влажную изоляцию, лишнюю длину концов, участки под герметизирующими колпачками и концевыми кабельными захватами, а также проходящие через щеки барабанов. Дефектные места кабеля отрезают секторными ножницами НС.
Рисунок 7 Технология резки концов кабелей, наложения бандажей и удаления покровов: a - резка конца кабеля ножницами НС; 6 - подмотка из смоляной ленты; в - наложение проволочного бандажа; г - надрезание брони; д, е - удаление брони, пряжи, подушки и кабельной бумаги
Приступая к разделке конца кабеля, проверяют отсутствие влаги в бумажной изоляции и жилах. При необходимости удаляют имеющуюся влажную изоляцию, лишнюю длину концов, участки под герметизирующими колпачками и концевыми кабельными захватами, а также проходящие через щеки барабанов. Дефектные места кабеля отрезают секторными ножницами НС.
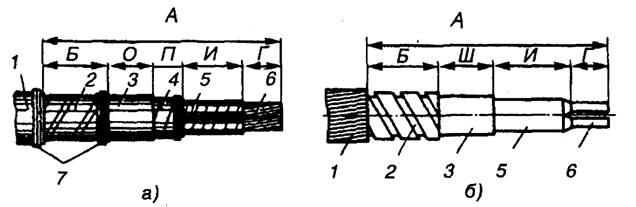 Рисунок 8 Разделка концов трехжильного кабеля: а - с поясной бумажной изоляцией; б - с пластмассовой изоляцией; 1 - наружный покров; 2 - броня; 3 - оболочка; 4 - поясная изоляция; 5 - изоляция жилы; 6 - жила кабеля; 7 - бандаж; А, Б, И, О, П, Гн Ш - размеры разделки
Наружный кабельный покров разматывают до установленного бандажа и не срезают, а оставляют его для защиты ступени брони от коррозии после монтажа муфты.
На броню кабеля на расстоянии Б (50-70 мм) от первого проволочного бандажа накладывают второй бандаж. При монтаже чугунных соединительных и ответвительных муфт и концевых заделок в стальных воронках участок брони используют для уплотнения их горловин, поэтому размер Б увеличивают до 100-160 мм. При разметке свинцовых оболочек кольцевые надрезы на половину глубины выполняют монтерским или специальным ножом с ограничителем глубины резания.
Рисунок 8 Разделка концов трехжильного кабеля: а - с поясной бумажной изоляцией; б - с пластмассовой изоляцией; 1 - наружный покров; 2 - броня; 3 - оболочка; 4 - поясная изоляция; 5 - изоляция жилы; 6 - жила кабеля; 7 - бандаж; А, Б, И, О, П, Гн Ш - размеры разделки
Наружный кабельный покров разматывают до установленного бандажа и не срезают, а оставляют его для защиты ступени брони от коррозии после монтажа муфты.
На броню кабеля на расстоянии Б (50-70 мм) от первого проволочного бандажа накладывают второй бандаж. При монтаже чугунных соединительных и ответвительных муфт и концевых заделок в стальных воронках участок брони используют для уплотнения их горловин, поэтому размер Б увеличивают до 100-160 мм. При разметке свинцовых оболочек кольцевые надрезы на половину глубины выполняют монтерским или специальным ножом с ограничителем глубины резания.
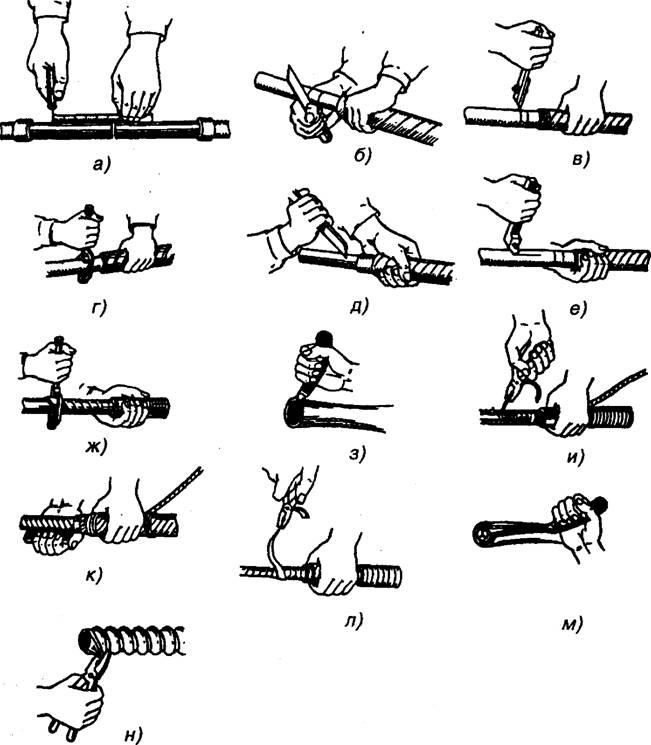 Рисунок 9. Монтаж чугунных соединительных и ответвительных муфт
Рисунок 9. Монтаж чугунных соединительных и ответвительных муфт
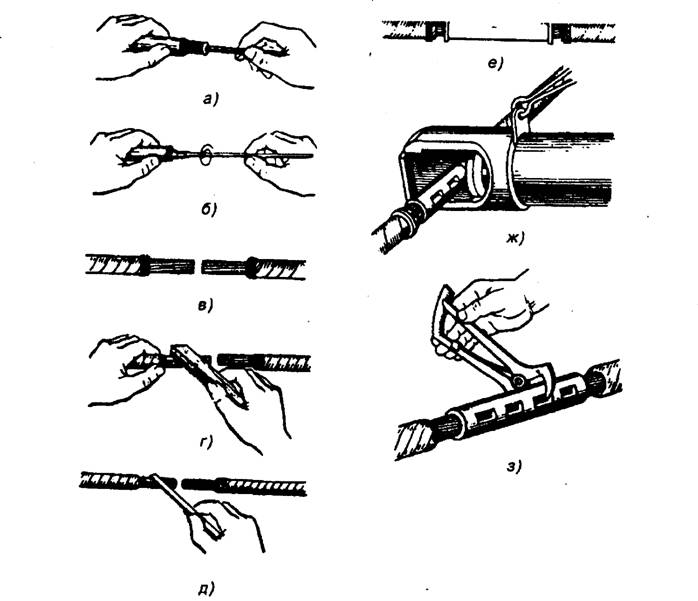 Рисунок 10 Технология соединения алюминиевых жил опрессованием: а - зачистка внутренней поверхности гильзы; б - смазка внутренней поверхности гильзы; в - концы жил со снятой изоляцией; г - зачистка концов жил; д - смазка жил кварцевовазели- новой пастой; е - надевание гильзы на жилы; ж - опрессование жилы; з - измерение остаточной толщины в месте опрессования.
Технология соединения многопроволочных алюминиевых жил пайкой: а - сплавление припоем; б - способом полива форму (гильзу) нагревают пламенем горелки 5. Одновременно вводят в пламя палочку припоя 4, расплав 6 которого перемешивают мешалкой 8 до полного заполнения формы и удаления шлаков. После этого нагрев прекращают. Легким постукиванием по форме уплотняют припой.
Тигель И при пайке поливом из ковшика 9 предварительно расплавленным припоем, устанавливают на некотором расстоянии, чтобы исключить дополнительный нагрев изоляции жил. Между тигелем и местом пайки размещают лоток 10, по которому будут стекать излишки (лоток не должен касаться изоляции жил).
Технология изолирования мест соединения и оконцевания жил кабелей бумажными роликами и рулонами показана на рис. а - е. После соединения жил бумажную изоляцию промывают разогретым до 120-130 С пропиточным составом. Затем снимают с изоляции жил верхние расцветочные ленты: изоляцию разделывают ступенями на участке длиной 16 мм - для кабелей напряжением 6 кВ и 24 мм - для кабелей на 10 кВ. Ширина каждой ступени составляет 8 мм, на каждой ступени обрывают восемь лент бумажной изоляции.
Далее изоляцию кабеля повторно промывают разогретым до 120-130 С пропиточным составом.
Рисунок 10 Технология соединения алюминиевых жил опрессованием: а - зачистка внутренней поверхности гильзы; б - смазка внутренней поверхности гильзы; в - концы жил со снятой изоляцией; г - зачистка концов жил; д - смазка жил кварцевовазели- новой пастой; е - надевание гильзы на жилы; ж - опрессование жилы; з - измерение остаточной толщины в месте опрессования.
Технология соединения многопроволочных алюминиевых жил пайкой: а - сплавление припоем; б - способом полива форму (гильзу) нагревают пламенем горелки 5. Одновременно вводят в пламя палочку припоя 4, расплав 6 которого перемешивают мешалкой 8 до полного заполнения формы и удаления шлаков. После этого нагрев прекращают. Легким постукиванием по форме уплотняют припой.
Тигель И при пайке поливом из ковшика 9 предварительно расплавленным припоем, устанавливают на некотором расстоянии, чтобы исключить дополнительный нагрев изоляции жил. Между тигелем и местом пайки размещают лоток 10, по которому будут стекать излишки (лоток не должен касаться изоляции жил).
Технология изолирования мест соединения и оконцевания жил кабелей бумажными роликами и рулонами показана на рис. а - е. После соединения жил бумажную изоляцию промывают разогретым до 120-130 С пропиточным составом. Затем снимают с изоляции жил верхние расцветочные ленты: изоляцию разделывают ступенями на участке длиной 16 мм - для кабелей напряжением 6 кВ и 24 мм - для кабелей на 10 кВ. Ширина каждой ступени составляет 8 мм, на каждой ступени обрывают восемь лент бумажной изоляции.
Далее изоляцию кабеля повторно промывают разогретым до 120-130 С пропиточным составом.
|
10.1 .Последовательность разделки и зачистки проводов для сращивания и пайки, клемовые соединения, напайка наконечников . Способы соединения проводов
Контактные соединения проводников являются очень важным элементом электрической цепи, поэтому при выполнении электромонтажных работ нужно всегда помнить, что надежность любой электрической системы в значительной степени определяется качеством выполнения электрических соединений.
При малой площади соприкосновения в зоне контакта может возникать довольно значительное сопротивление для прохождения тока. Сопротивление в месте перехода тока из одной контактной поверхности в другую называется переходным контактным сопротивлением, которое всегда больше, чем сопротивление сплошного проводника таких же размеров и формы. Переходное контактное сопротивление в значительной степени зависит от температуры, при повышении которой (в результате прохождения тока) происходит увеличение переходного сопротивления контакта. Нагрев контакта приобретает особое значение и в связи с его влиянием на процесс окисления контактных поверхностей. При этом окисление поверхности контакта идет тем интенсивнее, чем выше температура контакта. Появление оксидной пленки, в свою очередь, вызывает очень сильное увеличение переходного сопротивления.

Контактное соединение — это элемент электрической цепи, где осуществляется электрическое и механическое соединение двух или нескольких отдельных проводников. В месте соприкосновения проводников образуется электрический контакт — токопроводящее соединение, через которое ток протекает из одной части в другую.

Простое наложение или легкое скручивание контактных поверхностей соединяемых проводников не обеспечивает хорошего контакта, так как из-за микронеровностей действительное соприкосновение происходит не по всей поверхности проводников, а только в немногих точках, что приводит к значительному увеличению переходного сопротивления.

В месте соприкосновения двух проводников всегда возникает переходное сопротивление электрического контакта, величина которого зависит от физических свойств соприкасающихся материалов, их состояния, силы сжатия в месте контакта, температуры и фактической площади соприкосновения.

Медь окисляется на воздухе при обычных температурах жилых помещений (около 20 С). Образующаяся при этом окисная пленка не обладает большой прочностью и легко разрушается при сжатии. Особенно интенсивное окисление меди начинается при температурах выше 70 С. Оксидная пленка на медной поверхности сама по себе обладает незначительным сопротивлением и мало влияет на величину переходного сопротивления.
Состояние контактных поверхностей оказывает решающее влияние на рост переходного сопротивления контакта. Для получения устойчивого и долговечного контактного соединения должна быть выполнена качественная зачистка и обработка поверхности соединяемых проводников. Изоляцию с жил снимают на нужную длину специализированным инструментом или ножом. Затем оголенные части жил зачищают наждачной шкуркой и обрабатывают ацетоном или уайт-спиритом. Длина разделки зависит от особенностей конкретного способа соединения, ответвления или оконцевания.
Переходное контактное сопротивление в значительной степени уменьшается при увеличении силы сжатия двух проводников, так как от нее зависит действительная площадь соприкосновения. Таким образом, для уменьшения переходного сопротивления в соединении двух проводников необходимо обеспечить достаточное их сжатие, но без разрушающих пластических деформаций.

Существует несколько способов монтажа электрического соединения. Наиболее качественным из них всегда будет то, которое обеспечивает в конкретных условиях наиболее низкое значение переходного контактного сопротивления как можно более длительное время.
Соединение проводов в распределительной коробке — это важная и ответственная операция. Она может выполняться различными способами: при помощи клеммников, методом пайки и сварки, опрессовкой, а зачастую обычной скруткой. У всех этих способов есть определенные преимущества и недостатки. Выбрать способ соединения необходимо перед началом монтажа, так как это предполагает и подбор соответствующих материалов, инструментов и оборудования.

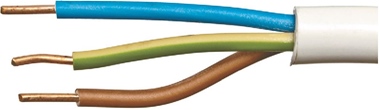
При соединении проводов следует соблюдать одинаковую цветность нулевых, фазных и заземляющих проводов. Обычно фазный провод — коричневый или красный, нулевой рабочий — голубой, провод защитного заземления — желто-зеленый.
Очень часто электрикам приходится подключать провод к уже существующей линии. Иными словами, необходимо создать ответвление проводов. Такие соединения выполняются с помощью специальных ответвительных сжимов, клеммных колодок и прокалывающих зажимов.
При непосредственном соединении медных и алюминиевых проводов медь с алюминием образуют гальваническую пару, и в месте контакта возникает электрохимический процесс, в результате которого алюминий разрушается. Поэтому для соединения медных и алюминиевых проводов нужно использовать специальные клеммные или болтовые соединения.
Провода, подключаемые к различным устройствам, часто нуждаются в специальных наконечниках, которые способствуют обеспечению надежного контакта и снижению переходного сопротивления. Такие наконечники могут крепиться к проводу пайкой или опрессовкой.

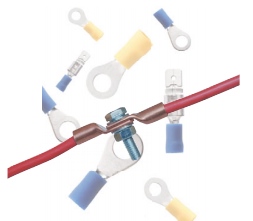
Наконечники бывают самых различных видов. Например, для медных многопроволочных жил выпускаются наконечники из цельнотянутой медной трубы, сплющенной и просверленной под болт с одной стороны. Сварка. Соединение проводов сваркой.
Соединение проводников сваркой дает монолитный и надежный контакт, поэтому она широко применяется при электромонтажных работах.
Сварку выполняют по торцам предварительно зачищенных и скрученных проводников угольным электродом при помощи сварочных аппаратов мощностью около 500 Вт (для сечения скруток до 25 мм2). Ток на сварочном аппарате выставляется от 60 до 120 А в зависимости от сечения и количества свариваемых проводов.

Из-за относительно малых токов и низкой (по сравнению со сталью) температуры плавления процесс происходит без большой ослепительной дуги, без глубинного прогрева и разбрызгивания металла, что позволяет использовать вместо маски защитные очки. При этом могут быть упрощены и другие меры безопасности. По окончании сварки и остывании провода оголенный конец изолируется с помощью изоленты или термоусадочной трубки. После небольшой тренировки с помощью сварки можно довольно быстро и качественно выполнить соединения электрических проводов и кабелей в системе электроснабжения.

При сварке электрод подносится к свариваемому проводу до касания, потом отводится на небольшое расстояние (ОД—1 мм). Полученная при этом сварочная дуга оплавляет скрутку проводов до образования характерного шарика. Касание электрода должно быть кратковременным для создания нужной зоны оплавления без повреждения изоляции провода. Большую длину дуги делать нельзя, так как место сварки получается пористым из-за окисления в воздушной среде.
В настоящее время сварочные работы по соединению электрических проводов удобно выполнять инверторным сварочным аппаратом, так как он имеет небольшие объем и вес, что позволяет электромонтажнику работать на стремянке, например под потолком, повесив сварочный инверторный аппарат себе на плечо. Для сварки электрических проводов используют графитовый электрод, покрытый медью.
В соединении, полученном методом сварки, электрический ток течет по монолитному однотипному металлу. Разумеется, и сопротивление подобных соединений оказывается рекордно низким. Кроме того, такое соединение обладает прекрасной механической прочностью.
Из всех известных способов соединения проводов ни один из них по долговечности и проводимости контакта не сравнится со сваркой. Даже пайка разрушается со временем, так как в соединении присутствует третий, более легкоплавкий и рыхлый металл (припой), а на границе разных материалов всегда существует дополнительное переходное сопротивление и возможны разрушающие химические реакции. Пайка. Соединение проводов пайкой. Пайка представляет собой способ соединения металлов с помощью другого, более легкоплавкого металла. По сравнению со сваркой пайка является более простой и доступной. Она не требует дорогостоящего оборудования, менее пожароопасна, а навыки для выполнения хорошего качества пайки потребуются более скромные, чем при осуществлении сварного соединения. Следует отметить, что поверхность металла на воздухе обычно быстро покрывается оксидной пленкой, поэтому ее перед пайкой требуется зачистить. Но зачищенная поверхность вновь может быстро окислиться. Во избежание этого 
на обработанные места наносят химические вещества — флюсы, повышающие текучесть расплавленного припоя. Благодаря этому пайка получается прочнее.
Пайка также является лучшим способом оконцевания медных многопроволочных жил в кольцо — пропаянное кольцо равномерно покрывается припоем. При этом все проволоки должны полностью входить в монолитную часть кольца, а его диаметр должен соответствовать диаметру винтового зажима.
Процесс пайки проводов и жил кабелей заключается в покрытии разогретых концов соединяемых жил расплавленным оловянисто-свинцовым припоем, который обеспечивает после затвердения механическую прочность и высокую электропроводность неразъемного соединения. Пайка должна быть гладкой, без пор, загрязнений, наплывов, острых выпуклостей припоя, инородных вкраплений.

Для пайки медных жил малых сечений используют трубки припоя, заполненные канифолью, или раствор канифоли в спирте, который перед пайкой наносят на место соединения.
После пайки контактное соединение защищается несколькими слоями изоляционной ленты или термоусадочной трубкой. Вместо изоляционной ленты пропаянное контактное соединение можно защитить изоляционным колпачком (СИЗ). Перед этим желательно готовое соединение покрыть влагостойким лаком.
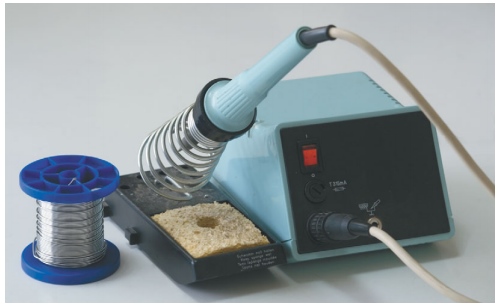
Нагрев деталей и припоя производится специальным инструментом, который называется паяльником.
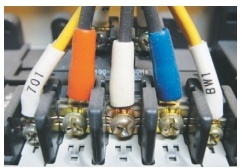
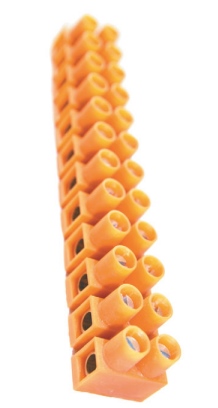
Соединение проводов винтовыми клеммниками
Одним из распространенных способов создания контакта является использование винтовых клеммников. В них надежный контакт обеспечивается за счет затяжки винта или болта. При этом к каждому винту или болту рекомендуется присоединять не более двух проводников. При использовании в таких соединениях многопроволочных жил концы проводов требуют предварительного облужения или применения специальных наконечников. Преимуществом таких соединений являются их надежность и разборность.
По назначению клеммники могут быть проходными и соединительными.
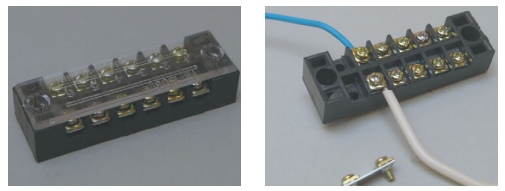

Соединительные винтовые клеммники предназначены для соединения проводов между собой. Они обычно применяются для коммутации проводов в распределительных коробках и распределительных щитах.
Проходные клеммники используются, как правило, для подключения к сети различных приборов (люстр, светильников и т. д.), а также при сращивании проводов.
При соединении при помощи винтовых клеммников проводов с многопроволочными жилами их концы нуждаются в предварительной пропайке или опрессовке специальными наконечниками.
При работе с проводами из алюминия использование винтовых клеммников не рекомендуется, так как алюминиевые жилы при их затяжке винтами склонны к пластической деформации, что приводит к снижению надежности соединения. 10.2 Разделка и сращивание проводов
Размечают разделку при помощи кабельных линеек или шаблонов; ступенчато накладывают несколько витков фиксирующих бандажей из оцинкованной стальной или медной проволоки, крученого шпагата, кордовой или капроновой нити, суровых ниток, а также хлопчатобумажной или пластмассовой ленты;
производят кольцевое поперечное и линейное продольное надрезание оболочек, подлежащих удалению (бронированных, свинцовых, алюминиевых, пластмассовых оболочек и монолитной изоляции);
снимают или сматывают удаляемые покровы;
разводят концы жил многожильных проводников, т. е. придают им форму и расположение, удобные для следующей операции;
обрабатывают оголенные концевые участки токопроводящих жил, т. е. зачищают до металлического блеска, лудят, покрывают флюсами, кварцевазелиновой пастой или токопроводящим клеем, и отлавливают многопроволочные жилы в монолит. "Сращивание кабелей"
Сращивание кабелей применяется:
- При постройке судна
- При ремонте или модернизации судна
- В случаях, предусмотренных технологическим процессом, например при блочной или узловой технологии электромонтажных работ, когда выполняется сращивание кабеля различных марок.
- При повреждении наружных защитных оболочек кабеля, когда требуется его ремонт и сращивание и т.д.
Ремонт и сращивание кабеля является особо ответственными операциями и выполняется электромонтажниками высокой квалификации, которые прошли обучение, производственную подготовку и получили удостоверение на право выполнения этих работ. Способы и порядок сращивания
Сращивание может осуществляться холодным или горячим способом. При этом выполняются следующие операции:
- разделка концов кабеля и подготовка их к соединению. Разделка кабеля - технологический процесс, после выполнения которого обеспечивается доступ к жилам токопроводящим и экранным оплёткам кабеля.
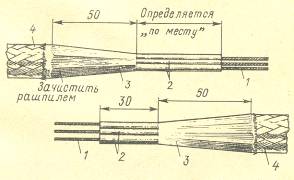
Рисунок 10 Разделка кабелей перед сращиванием
1- Медная жила
2- Резиновая изоляция жилы
3- Срез наружной оболочки кабеля
4- Металлическая оплётка кабеля.
Соединение жил выполняется методом холодной опрессовки в медных гильзах, но при аварийных ремонтах, как исключение, допускается горячая пайка жил для кабелей сечением до 50 кв. мм. Соединение жил кабеля пайкой может выполняться методом скрутки или в соединительной муфте.
Дата добавления: 2018-06-01; просмотров: 5888413; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!