Гильза цилиндра является направляющей втулкой движущегося поршня и образует вместе с головкой цилиндра полость, в которой осуществляется рабочий цикл.
Обоснование выбора материала заготовки.
 В качестве материла для изготовления гильзы принимают Серый чугун 24.
В качестве материла для изготовления гильзы принимают Серый чугун 24.
 Химический состав стали СЧ-24:
Химический состав стали СЧ-24:
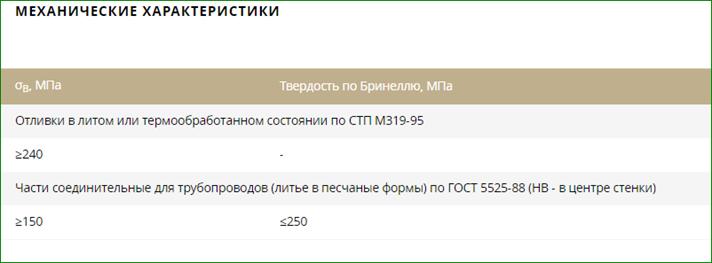
Временное сопротивление: σв = 980 н/мм2 = 100 кгс/мм2.
Предел текучести: σт = 885н/мм2 = 90 кгс/мм2.
Одностороннее удлинение: δS2 = 24%.
Относительное сужение: ψ2 = 50%.
Ударная вязкость: 78 Дж/см2 = 8 
Анализ технологичности конструкции детали.
Гильза является ответственной деталью автобуса ЛиАЗ-5256, а также более новых его модификаций на базе двигателей Caterpiller (производство: США), КаМАЗ 740, КаМАЗ-Турбо (с турбонаддувом) и ЯМЗ (производство: Ярославский Механический завод) с гидромеханическими коробками Voith (производство: Германия). В настоящее время на заводе также разрабатываются новые модификации сочленённого автобуса и троллейбуса на базе ЛиАЗ-5256, где также применяется угловой редуктор рулевого управления 5256-3500640.
Технологический процесс предусматривает процесс плазменную закалку на глубину h = 0,8…1,2 мм с последующей закалкой на ТВЧ для обеспечения требуемой твёрдости НВ = 56...62 единиц.
Такая технологическая термообработка позволяет обеспечить мягкую сердцевину HRC = 35…37, что очень важно в условиях знакопеременных нагрузок и одновременно обеспечивает высокую твёрдость её рабочих поверхностей, что не менее важно с позиции прочности и износостойкости. Материал детали, её конструкция и размеры позволяют использовать высокопроизводительные методы получения заготовки.
|
|
|
Для уменьшения этого явления термообработку следует проводить по специальной методике.
Гильза относится к деталям класса «полые цилиндры», отношение  , следовательно, деталь можно считать жёсткой. Это даёт возможность использовать многорезцовую обработку с целью повышения производительности.
, следовательно, деталь можно считать жёсткой. Это даёт возможность использовать многорезцовую обработку с целью повышения производительности.
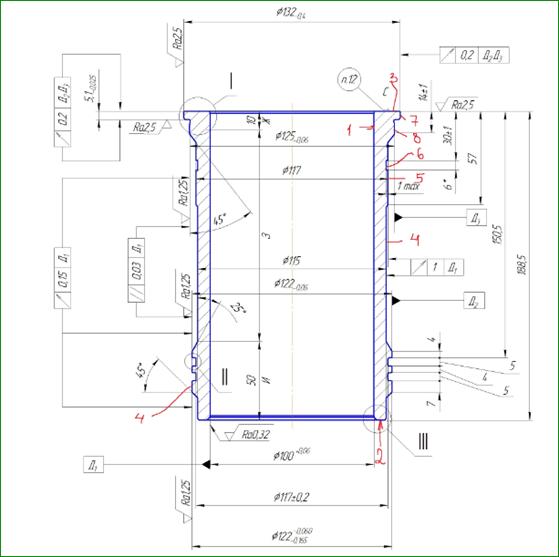 Простановка размеров на чертеже позволяет использовать ось вала и торцы в качестве надёжных технологических баз на протяжении всего технологическо процесса. Это даёт возможность использовать стандартную оснастку (станочные приспособления, КИП, инструмент и т.д.) на протяжении всего технологического процесса.
Простановка размеров на чертеже позволяет использовать ось вала и торцы в качестве надёжных технологических баз на протяжении всего технологическо процесса. Это даёт возможность использовать стандартную оснастку (станочные приспособления, КИП, инструмент и т.д.) на протяжении всего технологического процесса.
Рисунок 5. Гильза.
Анализ чертежа показывает, что конструкция обеспечивает согласованность форм и размеров обрабатываемых поверхностей с гостированным режущим инструментом (фаски, галтели). С позиции унификации элементов поверхности деталь также технологична, т.к. её конструкция представляет собой набор плоскостей, цилиндрических поверхностей, галтелей и радиусов закруглений, близких по своим типоразмерам (исключение составляет прямозубый конический зубчатый венец).
|
|
|
Конструкция гильзы предусматривает расположение канавок по увеличению размеров, что обеспечивает их обработку и последующий монтаж поршневой группы, а также обеспечивает доступность изменения при необходимости всех поверхностей детали.
Учитывая симметричность детали и её достаточную жёсткость, обработку можно вести на повышенных скоростях (токарная обработка, шлифование), не опасаясь появления дополнительных вибраций в технологической системе.
Размеры основных поверхностей гильзы выполнены по IT7 и требуется обеспечить их шероховатость Ra = 0,16. Такие требования по точности и качеству поверхности позволяют использовать стандартное высокопроизводительное оборудование нормальной точности.
В конструкции детали предусмотрены фаски и заходные части на сопрягаемых поверхностях, которые значительно упрощают сборку.
При заданной программе выпуска и конструкции гильза в технологическом процессе его изготовления возможно автоматизировать такие операции как транспортировка, загрузка – выгрузка, активный контроль финишных этапов обработки.
Требования по точности в пределах IT6-8 и шероховатости отдельных поверхностей Ra = 0,8 мм позволяют использовать стандартное высокопроизводительное оборудование нормальной точности.
Дата добавления: 2018-06-01; просмотров: 1039; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!