Станки для механической обработки деталей двигателей, головок и блоков цилиндров
Данное оборудование предназначено для использования на моторном или агрегатно-механическом участках ПТС, его классификация по обобщенным критериям дана на рисунке8.6. В своем большинстве оборудование данной группы принципиально не отличается от металлообрабатывающего оборудования общепромышленного назначения, поэтому в настоящем пособии рассматриваются только станки, имеющие существенные отраслевые отличия.
Горизонтально-расточные машины для обработки постелей коленчатых и распределительных валов в блоках цилиндров двигателей автомобилей. Блок цилиндров двигателя автомобиля представляет собой изделие, имеющее не менее пяти посадочных мест для подшипников коленчатого и распределительного валов, расположенных на одной оси, на значительном расстоянии друг от друга. В связи с этим вопросы обеспечения точности обработки постелей этих валов являются определяющими при разработке обрабатывающих станков.
Для решения этой технической задачи созданы и предлагаются на рынке оборудования для автосервиса горизонтально-расточные станки, имеющие требуемые точностные характеристики,небольшие габариты и доступную цену. Эти станки (рисунок 8.7) имеют массивную и жесткую станину, на которой установлены передняя бабка, опоры для обрабатывающего инструмента, опоры под блок цилиндров, блок питания.
В качестве обрабатывающего инструмента в этих станках применяется борштанга, представляющая собой вал с закрепленными на нем резцами. Борштанга кроме вращательного движения совершает поступательное перемещение на величину, превышающую длину обрабатываемых постелей. Диаметры резания подобраны по диаметрам отверстий в блоках цилиндров. Для обеспечения необходимой жесткости инструмента борштанга опирается на дополнительные регулируемые опоры станка. Блок цилиндров закрепляется на станине также на жестких прецизионных опорах.
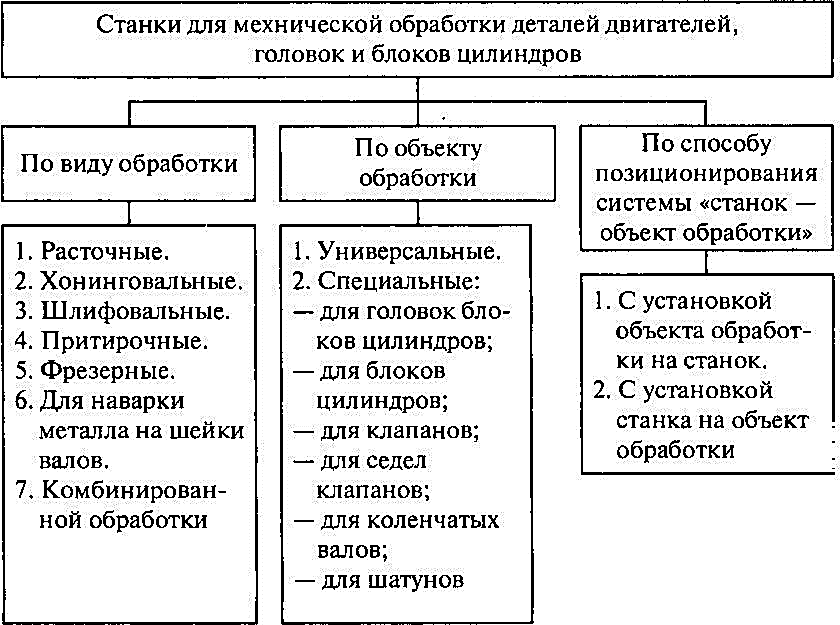
Рисунок 8.6 - Классификация оборудования для механической обработки деталей и сборочных единиц двигателей автомобилей

Рисунок 8.7 - Горизонтально-расточной станок ВАС 1500 для обработки постелей коленчатых и распределительных валов двигателей легковых автомобилей фирмыAZMACHINGTOOLS (Италия): 1 — станина; 2 — блок питания; 3 — передняя бабка; 4 — регулируемые опоры борштанги; 5— блок цилиндров; 6 — опоры для установки изделия
Вращение и подачу борштанге обеспечивает электромеханический привод с бесступенчатым регулированием скорости вращения и осевой подачи. Привод расположен в передней бабке станка.
В отдельных моделях станков на передней бабке располагается панель управления, в других моделях она вынесена в отдельный блок.
Вертикально-расточные станки для обработки блока цилиндров могут быть стационарными и переносными. Стационарные станки для обработки блока цилиндров отличаются от общепромышленных станков такого же типа только устройством станины, которая имеет специальную форму верхней платы для установки блока. Переносные станки разработаны специально для ПТС средней мощности, на которой применение дорогостоящего стационарного оборудования является экономически нецелесообразным.
Переносные расточные станки имеют обрабатывающую головку, которая может либо закрепляться непосредственно на блоке цилиндров, либо устанавливаться на легкую трехопорную тумбу (рисунок 8.8).
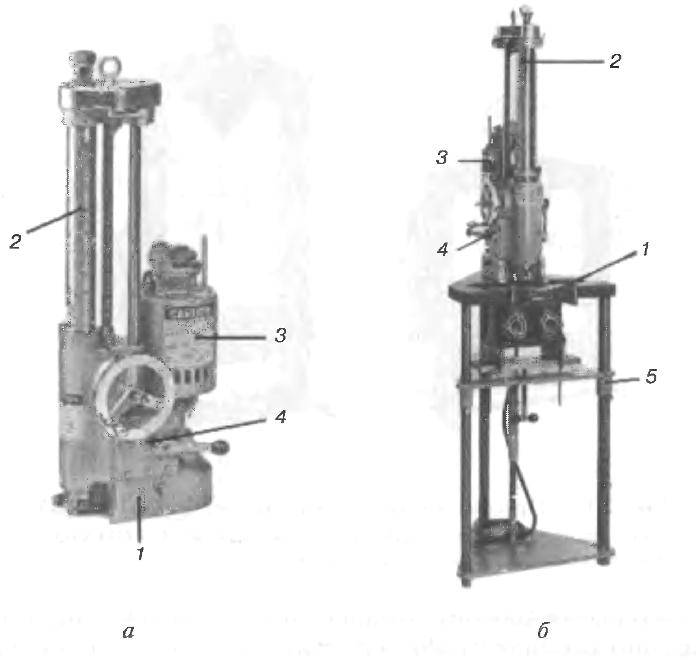
Рисунок 8.8 - Переносные расточные станки для обработки блока цилиндров двигателей легковых и малотоннажных грузовых автомобилей фирмы KWIK-WAY (США): а — FN — оснащен системой автоматического центрирования шпинделя по трем точкам относительно оси цилиндра, масса 105 кг; б — FWII — малогабаритный с рамным основанием, масса 89,5 кг; 1 — станина; 2 — шпиндель; 3 — электропривод; 4 — коробка подач и скоростей; 5 — регулируемая подставка
Обрабатывающая головка имеет корпус, на котором закреплен электродвигатель привода шпинделя. Шпиндель вращается в подшипниках, установленных в подвижном корпусе. Корпус шпинделя посредством реечной передачи может перемещаться в вертикальном направлении вдоль оси шпинделя.Перемещение корпуса шпинделя осуществляется вручную путем вращения маховика. Для станков, которые устанавливаются на блок цилиндров, предусмотрена автоматическая система центрирования шпинделя относительно оси цилиндра по трем точкам.
Прессы

На ПТС прессы применяются как на рабочих постах, так и на участках для работ, связанных с разборкой или сборкой сопряженных с натягом деталей типа «вал — втулка» или «втулка — втулка». Прессы для автосервиса выпускаются в настольном и напольном исполнении с ручным гидравлическим и электрогидравлическим приводами (рисунок 8.9). Прессы имеют рамную станину с регулируемым по высоте рабочим столом. В верхней части станины на траверсе закреплен силовой цилиндр,соединенный гидравлическими шлангами высокого давления с насосной установкой. Гидравлическая схема пресса с электроприводом насоса дана на рисунке8.10. Максимальное давление насоса Н ограничивается предохранительным клапаном КП, который настроен на заводе — изготовителе насосной станции. Настройка пресса на определенное усилие осуществляется в условиях эксплуатации по требованиям технологического процесса регулированием давления в напорной магистрали с помощью реле давления РДи контролем его по манометру М. Управление движением рабочего органа пресса производится посредством переключения нагнетательной магистрали с одной полости гидроцилиндра на другую с помощью распределителя1, Рдействующего от рукоятки.
Рисунок 8.9 - Прессы гидравлические фирмы ОМА (Италия): а — ОМА 660 — настольного исполнения с ручным насосом; б — ОМА 665 — напольного исполнения с электрогидравлическим приводом
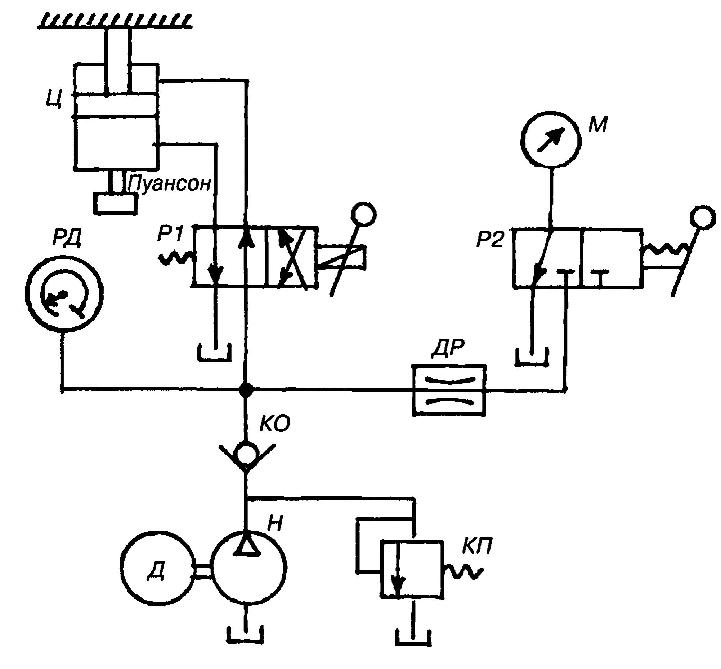
Рисунок 8.10 - Принципиальная гидравлическая схема пресса с электроприводом насоса: Д— электродвигатель; Н— насос шестеренчатый; КП— клапан предохранительный; КО — клапан обратный; РД — реле давления; ДР— дроссель; P1, Р2— распределители; М — манометр; Ц — силовой гидроцилиндр.
Дата добавления: 2018-06-27; просмотров: 2367; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!