Краткие теоретические сведения
Назначение и область применения станка
Токарно-винторезный станок модели1К62Д является универсальным и пред-назначен для различных токарных работ, обработки центральных отверстий, а также
для нарезания резьб: метрической, дюймовой, модульной, питчевой и архимедовой
спирали. Класс точности Н по ГОСТ 8-82.
Устройство станка
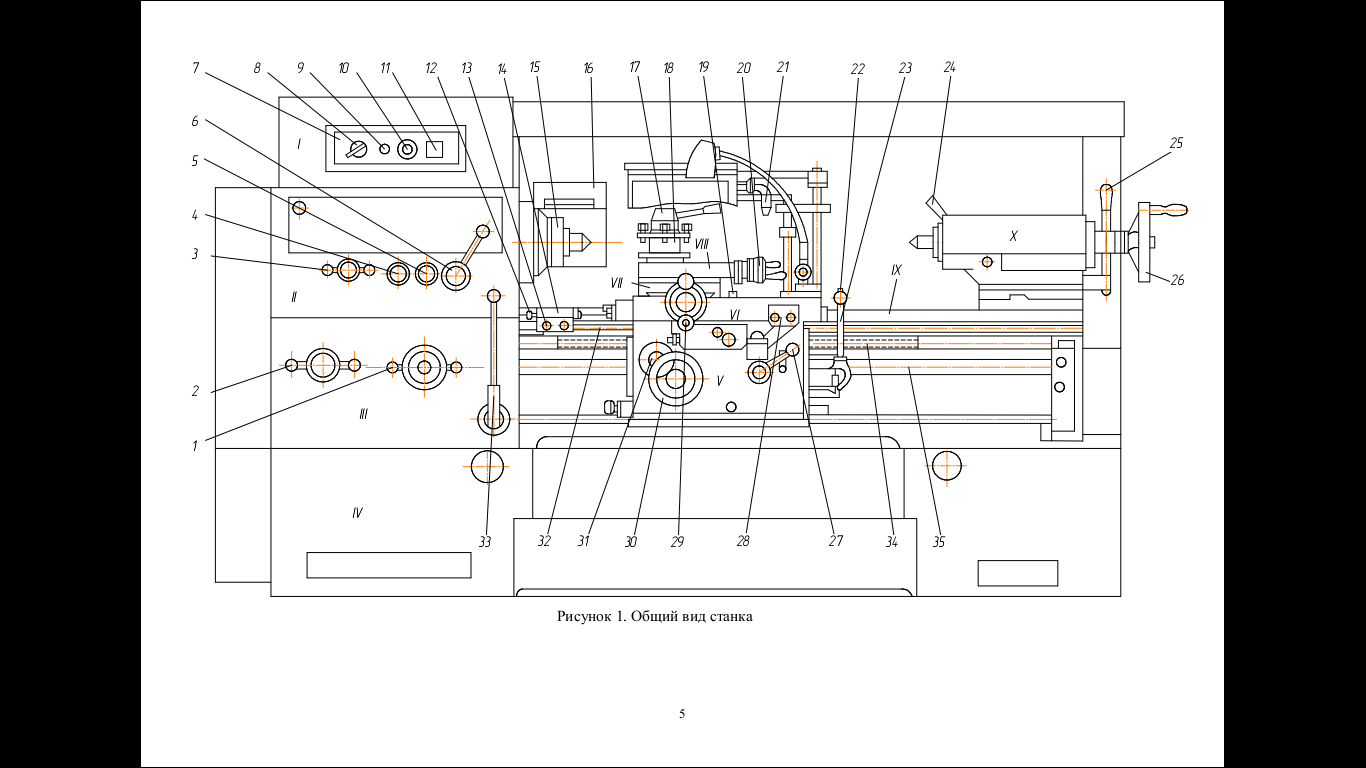
На рисунке 1 представлен общий вид станка с обозначением органов управле-ния и основных узлов.
Основные узлы станка(рисунок 1).
I Шкаф управления; II Бабка шпиндельная; III Коробка подач; IV Основание;
V Фартук; VI Салазки; VII Суппорт; VIII Резцовый(поворотный) суппорт;
IX Станина; X Бабка задняя.
Органы управления станком:
1. Рукоятка установки шага резьбы и величины подачи.
2. Рукоятка выбора типа резьбы и вида работ(резьба или подача).
3. Рукоятка установки частоты вращения шпинделя.
4. Рукоятка установки нормального или увеличенного шага резьбы и положе-ния при делении многозаходныхрезьб.
5. Рукоятка установки правой и левой резьбы и подачи.
6. Рукоятка установки частоты вращения шпинделя.
7. Панель управления.
8. Вводной автоматический выключатель.
9. Сигнальная лампа.
10. Включатель насоса охлаждающей жидкости.
11. Амперметр.
12. Лимб жесткого упора.
13. Болты крепления жесткого упора.
14. Передвижной жёсткий упор.
15. Шпиндель.
16. Защитный кожух трехкулачкового патрона.
17. Рукоятка поворота и крепления резцедержателя.
|
|
|
18. Резцедержатель.
19. Зажим салазок.
20. Рукоятка ручного перемещения резцовых салазок суппорта.
21. Трубка подвода СЖ.
22. Кнопка ускоренного перемещения салазок и суппорта.
23. Рукоятка управления механическими перемещениями салазок и суппорта.
24. Рукоятка зажима пиноли задней бабки.
25. Рукоятка крепления задней бабки к станине.
26. Маховик перемещения пиноли задней бабки.
27. Рукоятка включения гайки ходового винта
28. Кнопки включения и выключения главного электродвигателя.
29. Рукоятка перемещения суппорта.
30. Маховик ручного перемещения салазок.
31. Кнопка включения и выключения реечной шестерни.
32. Рейка продольной подачи.
33. Ручка включения правого или левого направления вращения шпинделя.
34. Ходовой винт.
35. Ходовой вал.
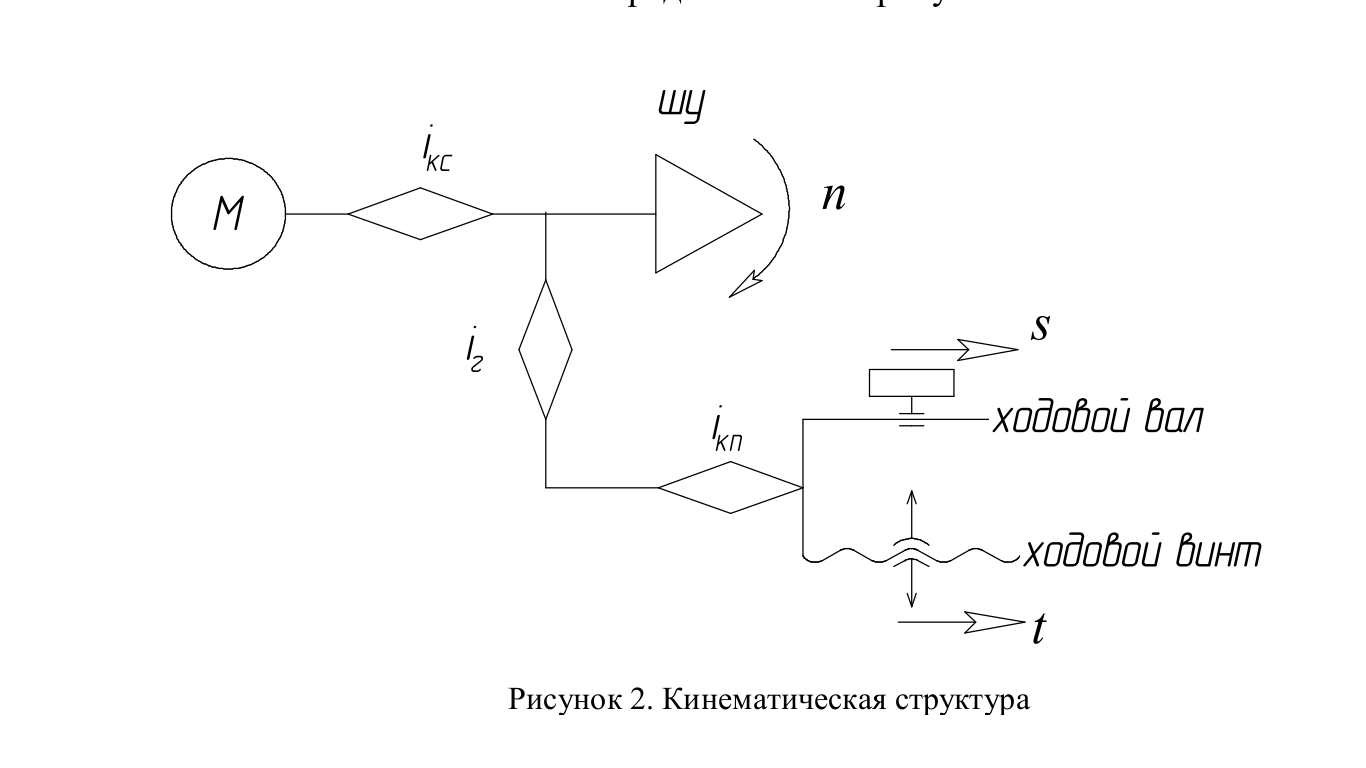
Кинематика станка
Станок работает по методу формообразования"След". Данный метод требует
два формообразующих движения: вращение заготовки и перемещение резца относи-тельно заготовки.
Кинематическая структура станка состоит из одной сложной кинематической
группы создающей три формообразующих движения: главное, движение подачи и
движение резьбонарезания. Кинематическая структура станка представлена на ри-сунке 2.
|
|
|
Главное движение n(об/мин) в станке – вращение шпинделя. Движение пода-чи s(мм/об) – движение салазок или суппорта. Винторезное движение t(шаг резьбы,
мм) – движение салазок. В станке одновременно используются движения n и s при
выполнении токарных, сверлильных и других операциях, либо n и t при резьбонаре-зании. Органом настройки в цепи главного движения является коробка скоростейiкс
Органом настройки в цепи подачи является коробка подачiкп. Органом настройки врезьбонарезной цепи являются гитара сменных колесiги коробка подачiкп
Вспомогательными движениями в станке являются ускоренное перемещение
салазок и суппорта, и перемещение резцовых салазок.
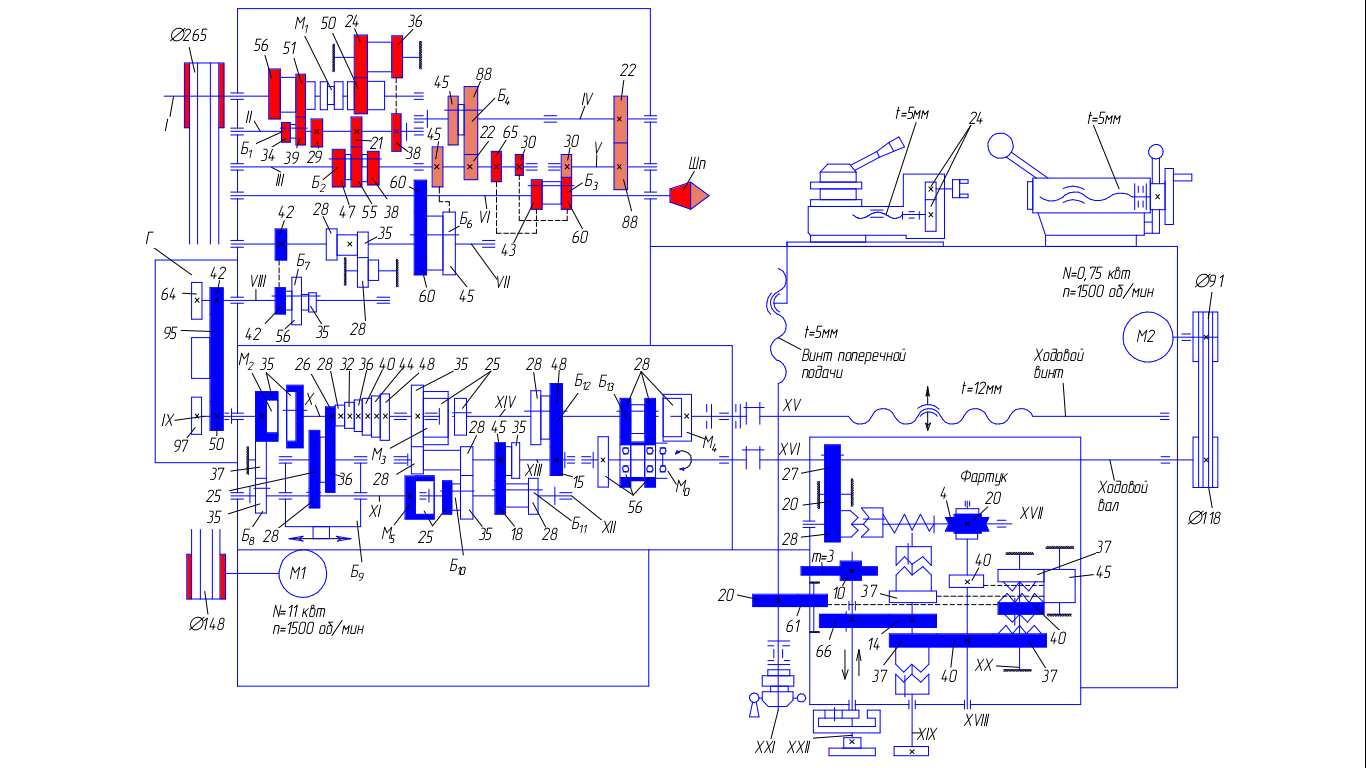
Кинематическая схема станка представлена на рисунке 3.
Главное движение в станке – вращение шпинделя. Кинематическая цепь
главного движения(рисунок 3) включает в себя электродвигатель, поликлиновую
(клиноремённую) ременную передачу, шпиндельную бабку с коробкой скоростей и
шпинделем. Движение начинается от электродвигателя М1 и через поликлиновую
ременную передачу передается на вал I. Прямое вращение передается на вал II через
блок зубчатых колес Б1
, а обратное через колесо 50, паразитный блок 24-36, колесо
|
|
|
38. С вала II на вал III движение передается через колеса 29, 21, 38, и блок Б2
. Далее
движение может передаваться либо сразу на вал VI(шпиндель) через колеса 65, 30 и
блок Б3
, либо через колеса 45, 22 и блок Б4
на вал IV, через колеса 22-88 на вал V,
колеса 30-60 на вал VI(шпиндель). Таким образом шпиндель получает 24 частоты
вращения.
Включение главного движения осуществляется нажатием черной кнопки 31
(рисунок 1). Правое вращение шпинделя включается наклоном до упора рукоятки
36(рисунок 1) вправо. Левое вращение(реверс) включается поворотом этой же рукоятки против часовой стрелки до упора. Вертикальное положение рукоятки – останов шпинделя. Рукоятки 5 и 9 расположенные на корпусе шпиндельной бабки
(рисунок 1) служат для настойки главного движения на заданную частоту вращения шпинделя. Выключение главного движения осуществляется нажатием краснойкнопки 28(рисунок 1). Положение рукояток, соответствующие той или иной частоте вращения шпинделя показано в таблице, расположенной на корпусе шпиндельной бабки
ВНИМАНИЕ!!! Переключение скоростей главного движения только при остановленном шпинделе!!!(рукоятка 33 находится в нейтральном положении).
Движение подачи в станке – перемещение резца вдоль оси заготовки(про-дольная подача) или в направлении перпендикулярном к оси заготовки(поперечная
|
|
|
подача). Кинематическая цепь подач включает в себя звено увеличения шага(блок
Б6), механизм реверса(блок Б7), гитару Г, коробку подач, ходовой вал, механизм
управления подачами(фартук), зубчато-реечную передачу(продольная подача),
винт поперечной подачи. Движение подачи начинается непосредственно от шпинделя через колеса 60-60.
Механизм реверсирования дает два движения правого вращения через колеса
42-42, или через колеса 28-56, и одно движение левого вращения через колеса 35-28-35.
Гитара имеет комбинацию колес с числами зубьев 42-95-50. Эта комбинация
применяется при продольном или поперечном точении. Для реализации продольной
подачи вперед служит цепь коробки подач по следующей цепочке вал IX колеса 35-35(включенная муфта М2), вал X, конус шестерен 26-48, 36-25-28, вал XI, 25-25(включенная муфта М5), вал XII, 18-45(или 28-35), вал XIII, 35-28 ( или 15-48),
вал XIV, 28-56, ходовой вал XVI, 27-20-28, червячная передача 4-20, 40-37, вал XIX (включена нижняя муфта) 14-66, вал XXII, 10-рейка m=3. Для продольной подачиназад вместо колес 40-37 используются колеса 40-45-37, вал XIX(включена верхняямуфта). Для реализации поперечной подачи вперед используются вал XVIII, колеса40-37, вал XX(включена нижняя муфта), 40-61-20-винт поперечной подачи XXI, адля поперечной подачи назад колеса.40-45-37, вал XX(включена верхняя муфта), 40-61-20-винт поперечной подачи XXI.
Быстрое перемещение суппорта осуществляется от электродвигателя М2 через
клиноременную передачу на ходовой вал XVI, 27-20-28 и далее по указанным вышекинематическим цепям фартука.
Включение подач продольных и поперечных осуществляется рукояткой 23
(рисунок 1). Продольная подача салазок влево – вправо включается отклонением
рукоятки соответственно влево – вправо. Поперечная подача суппорта вперед - на-зад отклонением рукоятки соответственно вперед – назад. Ускоренное перемещение
салазок и суппорта осуществляется отклонением рукоятки 23 и затем нажатием
кнопки 22 на этой рукоятке(рисунок 1).
Переключение подач осуществляется рукояткой 1 и 2(рис.1). Рукояткой 2 выбирается вид работы: точение; нарезание метрических и дюймовых резьб; нарезаниемодульных и питчевыхрезьб; нарезание точных резьб; нарезание архимедовой спи-рали. Для настройки станка на подачу необходимо совместить риски на корпусе ко-робки подач и рукоятке, как показано на рисунке 4.
Выбор конкретного значения подачи осуществляется рукояткой 1. Эта рукоятка представляет собой конструкцию барабан в барабане. Наружный барабан имеет
четыре фиксированных положения, в которые его можно установить, поворачивая за
две боковые ручки. В каждом фиксированном положении за эти ручки можно вытянуть на себя внутренний барабан(черного цвета) и поворачивать его за эти же ручки
при этом он имеет семь фиксированных положений. На корпусе внутреннего бара-бана имеется стрелка, которая указывает конкретное значение подачи. Эти значения
указаны на нижней строке таблицы(ближе к ручкам), обернутой на наружном бара-бане.
ВНИМАНИЕ!!! Вытягивать и вставлять внутренний барабан можно только
при фиксированном положении(раздается щелчок) наружного барабана.
Указанные подачи могут быть увеличены в два раза рукояткой 4(рисунок 1)
при повороте её из левого положения в среднее(ПРОВЕРИТЬ НА СТАНКЕ).
Значение поперечных подач в два раза меньше продольных.
Винторезное движение и его кинематические цепи изучаются в лабораторной
Работе"Наладка токарно-винторезного станка на нарезание резьб"
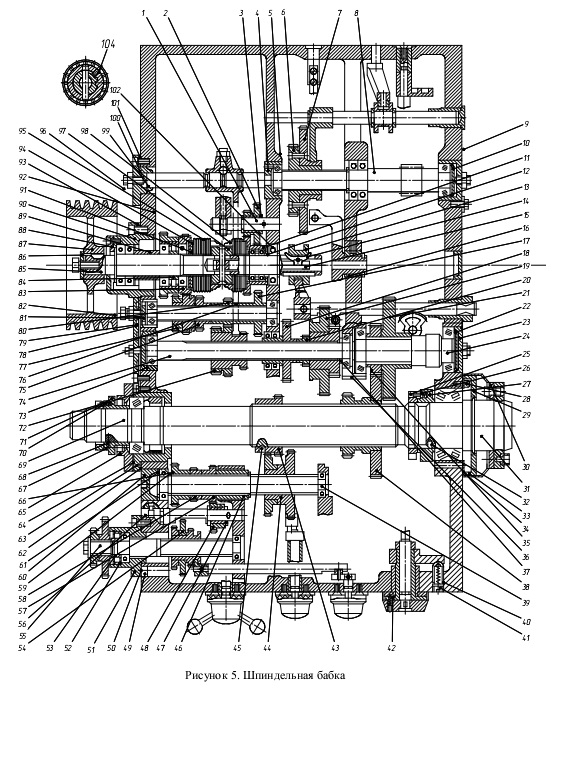
Шпиндельная бабка
В шпиндельной бабке станка(рисунок 5) смонтирован шпиндель 31 и коробка
скоростей, при помощи которой шпиндель получает 23 различных частоты вращения.
Вращение от электродвигателя передается через шкив 82 на вал 25(вал I). На
этом валу установлены фрикционные муфты 94 и 98. Включение этих муфт осуществляется собачкой 14. При включенной муфте 94 валу 80(вал IV) передаются два
прямых вращения, а при включенной муфте 98, одно обратное вращение. С вала 80 (вал II) на вал 74(вал III) движение передается при помощи тройного блока 72. Да-лее движение может передаваться либо непосредственно на шпиндель 31(вал VI), либо через ряд понижающих передач.
Шпиндель представляет собой пустотелый вал, на правый конец которого крепится зажимной трехкулачковый патрон(на рисунке не показан). Передний конец
шпинделя установлен в коническом роликовом двухрядном подшипнике, а задний, в
коническом роликовом однорядном.
Регулировка переднего подшипника осуществляется гайкой 25, а заднего подшипника гайкой 70. На валу 39(вал VIII) установлен блок 44 увеличения шага, че-рез который движение со шпинделя передается в цепь подач. Паразитная шестерня48 служит для реверса движения в цепи подачи.
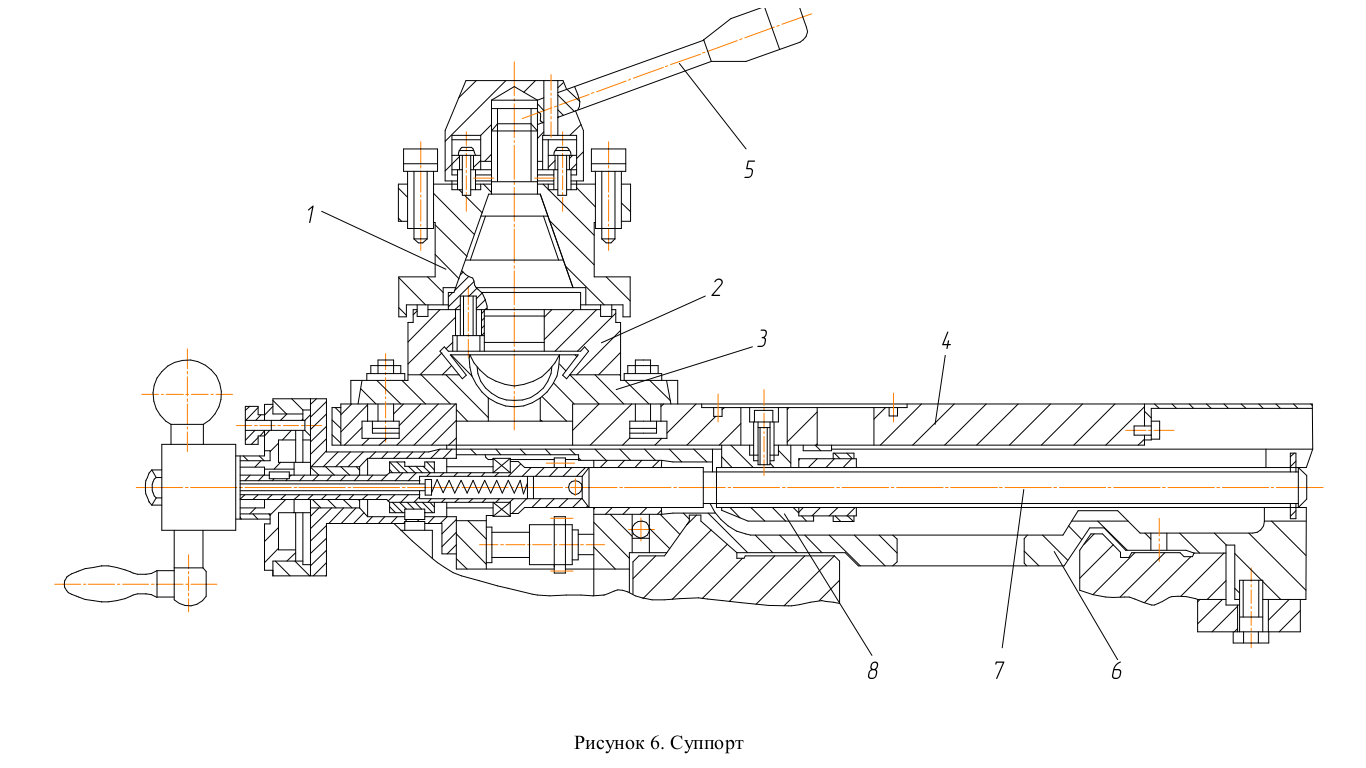
Суппорт
Суппорт 4 крестовой конструкции(рисунок 6) перемещается в продольном
направлении на салазках 6 по направляющим станины и в поперечном направлениипо направляющим салазок. Поперечное перемещение суппорта может осуществляться от руки с помощью рукоятки, либо механически от шестерни, установленнойна винте посредством передачи винт-гайка скольжения. При ускоренном перемещении суппорта рукоятка отсоединяется от винта. Вращение от рукоятки или шестернипередается на винт 7, который ввернут в гайку 8. При вращении винта, который зафиксирован в корпусе салазок от перемещения вдоль своей оси, перемещаются гайки 8 и через втулку перемещают сам суппорт.
Гайка 8 состоит из двух частей. Одна часть(левая) крепится жестко к корпусу
суппорта, а вторая часть(правая) установлена на шпонке в корпусе левой гайки и
служит для регулировки зазора в передаче винт-гайка. Перемещая правую гайку
вдоль оси винта относительно левой гайки при помощи крепежных гаек, выбирается
зазор между витками винта и гайки в целом, который возникает в процессе работыиз-за износа. На суппорте крепятся резцовые салазки 2 с резцедержателем 1. Поворот резцедержателя осуществляется при вращении рукоятки 5, расположенной над
резцедержателем против часовой стрелки, а зажим по часовой стрелке. Отсчет перемещений осуществляется по лимбу. Цена деления лимба винта поперечной подачи и винта верхнего суппорта составляет 0,05 мм на диаметр. Резцовые салазкиможно развернуть относительно оси резцедержателя. Для этого необходимо осла-бить две гайки крепления. Угол поворота откладывается по делениям, нанесеннымна суппорте
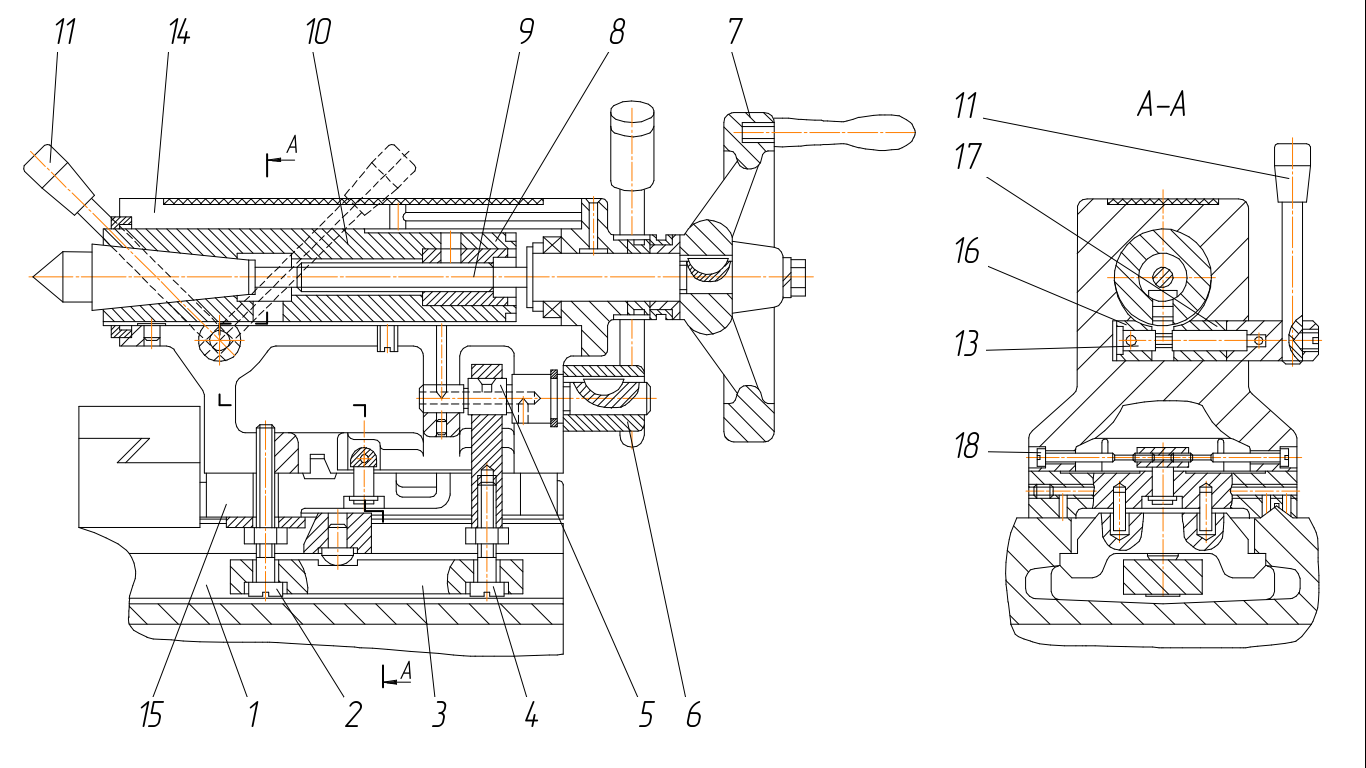
Фартук
В фартуке(рисунок 7) расположены механизмы управления продольной и поперечной подачами, а так же маточная гайка. Движение от цепи подачи передается через червяк на червячное колесо 8, установленное на валу 9. Далее движение продольной подачи вперед передается через колесо 23 на зубчатую муфту 25, на вал-шестерню 4, колесо 42 и реечную шестерню 46.
Движение продольной подачи назад передается с вала 9 на колесо 11, паразитную шестерню(на чертеже не показана), колесо 7 и соединенную с ним зубчатую
муфту, вал-шестерню 4, колесо 42 и реечную шестерню 46. Движение поперечной
подачи вперед или назад передается с вала 9 на колесо 18, которое связано с винтомпоперечной подачи(на рисунке не показан), аналогично движению продольной подачи. Маховик 27 служит для перемещения салазок от руки. Отсчет перемещенийосуществляется по лимбу 37, цена деления которого составляет 1 мм. При нарезаниирезьбы резцом реечная шестерня 46 выводится из зацепления с рейкой. Для этогокнопку 32 надо выдвинуть на себя до упора. Включение прямой или обратной про-дольной подачи осуществляется зубчатыми муфтами. При перемещение стакана 6 вниз включается верхняя муфта, а вверх включается нижняя муфта через тягу 29.
Для более удобного отсчета величины продольного перемещения по лимбу 37, вращение на него передается с реечной шестерни 46 через зубчатые колеса 33 и 38 планетарного редуктора.

Задняя бабка
Задняя бабка(рисунок 8) служит для установки заднего центра или концевого
инструмента в коническое отверстие пиноли 10. Она может перемещаться по направляющим станины и крепится к ней в нужном положении планкой 1 через систему рычагов и эксцентрик 5 рукояткой 6. Усилие прижима регулируется двумя
винтами 2 и 4. Перемещение пиноли 10 осуществляется вращением маховика 7, а
зажим пиноли поворотом рукоятки 11. При обработке пологих конусов пиноль с
корпусом 14 задней бабки смещают относительно плиты 15. Для этого служат винты18.
Перед смещением рукоятку зажима 6 ставят в положение"на себя". Величина
осевого перемещения пиноли контролируется по рискам, нанесенным на поверхно-сти пиноли.
Настройка станка
Станок1К62Д настраивается на заданную скорость резания при помощи ко-робки скоростей. На заданную скорость подачи или шаг нарезаемой резьбы при по-мощи коробки подач и(или) гитары сменных колес.
Настройка станка на заданный шаг нарезаемой резьбы будет рассматриваться
в отдельной лабораторной работе, а здесь будем рассматривать настройку на задан-ную скорость резания и подачу.
Настройка на заданную скорость резания осуществляется настройкой на час-тоту вращения шпинделя станка.
Уравнение настройки цепи вращения шпинделя в общем виде записывается
nшп= С ·nэл · i(об/мин),
где nшп – требуемая частота вращения шпинделя;
nэл – частота вращения электродвигателя;
i – передаточное отношение коробки скоростей;
С – постоянная кинематической цепи.
Уравнение настройки для минимальной частоты вращения записывается
N шп.min =n эл ·i min (об/мин),
Где nшп.min– минимальная частота вращения шпинделя;
imin– минимальное передаточное отношение коробки скоростей.
Уравнение настройки для максимальной частоты вращения записывается
Nшп.max =nэл ·imax(об/мин),
Гдеnшп.max– максимальная частота вращения шпинделя;
imax– максимальное передаточное отношение коробки скоростей.
Уравнение настройки для максимальной подачи записывается
Smax = 1 оборот шпинделя
imaxt(мм/об),
Гдеsmax
– максимальная подача;
Imax– максимальное передаточное отношение цепи подачи;
t = p × m × z ход зубчато - реечной передачи.
Уравнение настройки для минимальной подачи записывается
Smin = 1 оборот шпинделя
Imin t(мм/об),
Гдеsmin– минимальная подача;
Imin– минимальное передаточное отношение цепи подачи;
t = p · m · z – ход зубчато-реечной передачи.
ХОД ВЫПОЛНЕНИЯ РАБОТЫ:
– ознакомиться с описанием лабораторной работы;
– визуально на станке определить основные узлы и органы управления, упо-минающиеся в описании;
ВНИМАНИЕ!!! Включать станок в работу только в присутствие преподава-теля.
– включить станок, включить правое вращение шпинделя – стоп шпинделя –
левое вращение шпинделя;
– осуществить переключения в цепи главного движения(несколько различных
частот);
ВНИМАНИЕ!!! Переключать частоты вращения шпинделя только при пол-ностью остановленном шпинделе.
– осуществить переключения в цепи движения подачи(установить несколько
различных подач, в том числе и увеличенных);
– осуществить движение подачи вручную, механически и ускоренно;
– сменить позицию резцедержателя;
– переместить заднюю бабку и пиноль;
– выключить станок;
– составить отчет.
Контрольные вопросы:
1. Назначение, область применения и основные технические характеристики
станка.
2. Назовите органы управления станком.
3. Назовите основные узлы станка.
4. Опишите конструкцию и принцип действия фартука.
5. Опишите конструкцию и принцип действия задней бабки.
6. Опишите конструкцию и принцип действия шпиндельной бабки
7. Опишите конструкцию и принцип действия суппорта.
8. Как осуществляется настройка станка на заданный размер по лимбам.т-ложите по лимбам какой либо размер с точностью до 0,1мм и до 0,05мм.
9. Покажите по кинематической схеме кинематическую цепь максимальной
частоты вращения шпинделя.
10. Покажите по кинематической схеме кинематическую цепь минимальной
частоты вращения шпинделя.
11. Покажите по кинематической схеме кинематическую цепь, используемую
при продольной подаче.
21
12. Покажите по кинематической схеме кинематическую цепь, используемую
при поперечной подаче.
13. Покажите по кинематической схеме кинематическую цепь, используемую
при нарезании точныхрезьб.
Практическое занятие4
Тема работы:Изучение электрооборудования насосной установки
Цель работы:Создать условия для изучения электрооборудования насосной установки
Дата добавления: 2018-05-12; просмотров: 541; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!