Физико-химические свойства электролитов
Плотность расплава
С ростом концентрации глинозема и фтористого алюминия плотность расплава понижается. Холодные добавки (CaF2 и MgF2) увеличивают плотность.
Потери электролита:
1. Идет пропитка угольной футеровки и анодов не только в период пуска электролизеров после кап. ремонта, но и в процессе эксплуатации.

2. Потери со съемом угольной пены.
3. В настыля и гарнисажи (С175 » 8т, С255 » 12т.).
4. Испарение на вспышках.
5. Влага: AlF3+H2O=Al2O3+HF.
Вязкость
Максимальная вязкость электролита, когда избыточное процентное содержание AlF3»25% (кислый электролит). И с увеличением температуры и КО вязкость электролита понижается.
Для того чтобы лучше отделялась пена необходимо дождаться вспышки, вязкость при этом уменьшится. С увеличением концентрации глинозема вязкость электролита также увеличивается.
Оптимальная вязкость при КО=2.3-2.5.
На кислых электролитах существуют сложные комплексы в расплавах (HF6-3), которые с увеличением температуры распадаются.
Теплопроводность
Теплопроводность системы уменьшается с увеличением концентрации глинозема в электролите.
Электропроводность
Электропроводность зависит от структуры расплава, поскольку перенос тока обусловлен движением ионов, а следовательно природой и взаимодействием между ними. С увеличением содержания AlF3 электропроводность постепенно уменьшается. В основном в передаче электрических зарядов в электролизе участвуют ионы натрия, поэтому щелочные электролиты более электропроводны, кислые – менее. С ростом концентрации глинозема в электролите идет прямолинейное уменьшение его электропроводности. Холодные добавки (CaF2 и MgF2) в равной степени снижают электропроводность.
Электропроводность чистого алюминия зависит от степени его чистоты, к числу примесей, которые сильно снижают электропроводность алюминия относятся Mn, Cr, Ti и V (тяжелые примеси), для того чтобы перевести их в осадок в электролит дают борную кислоту (H3BO3). Электропроводность алюминия в 15 тыс. раз больше электропроводности электролита.
Холодные добавки
MgF2 – уже не дается.
CaF2 – содержится в электролите 4.5-6.5%.
Основное их назначение – понижение температуры процесса.
Недостатки: повышают плотность электролита, снижают электропроводность, увеличивают вязкость, понижают растворимость глинозема в электролите.
Фтористый алюминий
Главное его назначение снижение температуры процесса и снижение растворимости алюминия в электролите.
Достоинства: снижает плотность электролита, кислые электролиты не смачивают угольную пену, выталкивая ее на поверхность.
Недостатки: уменьшается растворимость глинозема в электролите, снижается электропроводность, также AlF3 очень дорогой.
Карбонат лития (Li2CO3)
Достоинства:
1. увеличивается электропроводность (можно увеличивать межполюсное расстояние)
2. 2% LiF в электролите снижает на 50 температуру процесса и на 250 температуру ликвидуса.
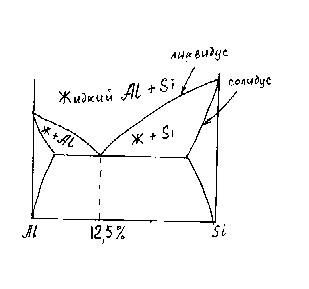
ликвидус – начало кристаллизации компонентов.
солидус – конец кристаллизации
Выход по току увеличивается при применении литиевых электролитов на 1.5%.
Недостатки:
1. высокая цена (2500$/т)
2. литий загрязняет электролит, на сплавах не применяется
3. литий снижает растворимость глинозема в электролите.
Анодный эффект
Причины возникновения: либо от холода, либо от голода.
АЭ возникает при снижении концентрации глинозема в электролите до 1.5-2% (рабочая концентрация 3-4%), а глинозем является поверхностно активным веществом и помогает электролиту смачивать поверхность анода и способствует выделению газа из-под анода.
При снижении концентрации до 1.5-2% смачиваемость уменьшается, образуя поверхностную пленку и газ не может оторваться, на нормальном электролизере пленка 0.2мм, а при АЭ она возрастает до 5-6мм, а плотномть тока увеличивается с 0.7А/см2 до 11.7А/см2.
Газовая пленка увеличивает сопротивление и напряжение возрастает до 25-40В
Вспышки бывают:
Тусклые – 12В и ниже
Средние – 12-25В
Ясные – 25В и выше.
Назначение вспышки:
Ясная – чтобы контролировать процесс электролиза
Средняя – информация к размышлению
Тусклая – ванна плохо работает, необходимо искать причину.
Положительные стороны АЭ:
1. на вспышках шлифуется подошва анода до зеркальной
2. после вспышки лучше отделяется пена, уменьшается вязкость
3. контроль за технологией.
Отрицательные стороны АЭ:
1. в целом теряется металла на вспышках до 15кг, повышается температура процесса, ванна работает не производительно
2. температура под анодом доходит до 10000С и идет испарение электролита
3. разложение фтор солей с выделением на аноде C2F6-1%, C2F4-30%
4. ухудшается экологическая обстановка, объем газов на вспышках возрастает на 30-31%
5. идет электролиз натрия, разряжаются ионы натрия, которые внедряясь в поры угольной футеровки уменьшают срок службы подины
6. увеличивается скорость сгорания анодов
7. расход жердей
8. резко возрастает расход электроэнергии
9. напрямую сгорает 2-3кг металла.
При холодном ходе ванны (не хватает тепла) происходит изменение состава электролита, в настыль уходит NaF и электролит холодной ванны закисает, теряется его уровень, растворимость глинозема в электролите резко снижается и практически он весь идет в осадок.
Способы гашения АЭ:
1. традиционный – деревянной рейкой
2. с помощью сжатого воздуха (вводится под анод)
3. замыканием анодного массива на металл.
Дата добавления: 2018-05-12; просмотров: 974; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!