Расчет исполнительных размеров калибров
Исполнительными называются предельные размеры калибра, по которым изготовляют новый калибр.
Исполнительным размером скобы служит её наименьший предельный размер с положительным отклонением (рис. 2.13, б), для пробки и контрольного калибра - их наибольший предельный размер с отрицательным отклонением (рис. 2.13, а).
Таким образом, на чертеже отклонение проставляют "в тело" калибра, что обеспечивает максимум металла на изготовление и большую вероятность годных калибров.
Размеры калибров определяют по формулам, указанным в приложении (А, табл. А7).
Рассмотрим пример расчета исполнительных размеров рабочих калибров и контркалибров к ним для контроля деталей сопряжения Æ 40Н8/U7.
Решение
1. По ГОСТ 25347-82 [5] (прил. Е, Ж.1, И.1) определить предельные отклонения отверстия и вала и вычислить их предельные размеры:
а) для отверстия Æ 40Н8 (+0,039)

 т.к. EI =0;
т.к. EI =0;
б) для вала Æ 40u7 (  )
)


2. По ГОСТ 24853-81 (прил. А, табл.А.6) определить данные для расчета исполнительных размеров калибров:
а) для отверстия Æ 40Н8
Н = 4 мкм; Z = 6 мкм; У = 5 мкм; a = 0;
б) для вала Æ 40u7:
Н1 = 4 мкм; Z1 =3,5 мкм; У1 = 3 мкм; Нр = 1,5 мкм;a1 = 0.
3. Пользуясь формулами, приведенными в приложении (А, табл.А7), вычислить исполнительные размеры калибров и контркалибров:
а) калибры (пробки) для отверстия Æ 40Н8



Исполнительный размер калибра ПР 40,008–0,004 мм.


Исполнительный размер калибра: НЕ 40,041 –0,004 мм .
б) калибры (скобы) для вала Æ 40u7


 .
.
Исполнительный размер калибра: ПР 40,0795 +0,004 мм.

 .
.
Исполнительный размер калибра: НЕ 40,058 + 0,004 мм.
в) контркалибры к скобам для вала Æ 40u7

 .
.
Исполнительный размер калибра: К-ПР 40,08225 –0,0015 м.
 ;
;
 .
.
Исполнительный размер калибра: К-НЕ 40,0675 –0,0015 мм.
 ;
;
 .
.
Исполнительный размер калибра: К-И 40,08875 –0,0015 мм.
4. Начертить схему полей допусков сопряжения
Æ 40H8/u7, калибров и контркалибров (рис. 2.12).
5. Начертить эскиз калибра - пробки (рис. 2.13, а) и калибра-скобы (рис. 2.13, б).


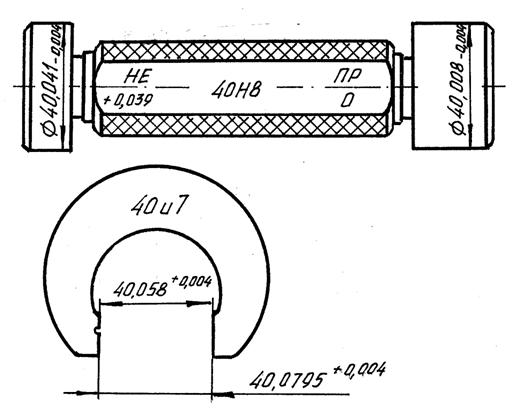

Рисунок 2.5 - Предельные калибры: а) двухсторонний калибр-пробка; б) односторонняя скоба
Допуски и посадки изделий из пластмасс
Благодаря ряду ценных свойств (низкий коэффициент трения, малый вес, возможность использования прогрессивных способов переработки в изделия и др.), пластмассы получили широкое распространение в машиностроении.
Однако особенности их физико-механических свойств, оказывающих влияние на величины зазора и натяга в соединении, привели к необходимости разработки нормативных материалов по допускам и посадкам для гладких и резьбовых деталей из пластмасс.
Ряды полей допусков деталей из пластмасс регламентированы ГОСТ 25349-88, охватывают диапазон размеров от I до 500 мм и представляют собой ограниченный ряд полей допусков по ГОСТ 25347- 82. Кроме того, ГОСТ 25349-88 включает дополнительные поля допусков, образованные на основе ГОСТ 25346-82. В отдельных технически обоснованных случаях (например, при значительных коэффициентах термического расширения пластмасс) для деталейизпластмасс могут применяться поля допусков, не предусмотренные
ГОСТ 25347-82 и ГОСТ 25346-82, а установленные специальными зависимостями.
Это такие поля: ay, az, ze - для валов; AY, AZ, ZE - для отверстий.
Для образования полей допусков в ГОСТ 25349-88 использованы квалитеты от IT8 до IT13. Для сопрягаемых деталей ответственного назначения рекомендуют применять квалитеты IT8 – IT11; для сопрягаемых деталей неответственного назначения – IT12 – IT13;
для несопрягаемых размеров (для размеров с неуказанными предельными отклонениями) – IT14 – IT18.
В соединениях деталей из пластмасс и металла за основную деталь целесообразно принимать металлическую с целью использования стандартных режущих инструментов при её обработке.
Дата добавления: 2018-04-15; просмотров: 1620; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!