Колебательные движения концом электрода
4) Силу сварочного тока выбирают в зависимости от марки и диаметра электрода, при этом учитывают положение шва в пространстве, вид соединения, толщину и химический состав свариваемого металла, а также температуру окружающей среды. При учете всех указанных факторов необходимо стремиться работать на максимально возможной силе тока.
Сила сварочного тока ориентировочно выбирается по зависимости
I = (45 ± 10) d,
где d - диаметр электрода.
где 45 ± 10А/мм- коэффициент К в зависимости от диаметра электрода d принимается равным по таблице.
| D, мм | 1-2 | 3-4 | 5-6 |
| К , А/мм | 25-30 | 30-45 | 45-60 |
Вопрос 20
Поясните сущность автоматической дуговой наплавки под флюсом. 2)Изобразите схему автоматической дуговой наплавки под флюсом. 3)Перечислите основные преимущества и недостатки автоматической дуговой наплавки под флюсом. 4)Выделите основные методы для получения требуемого химического состава наплавляемого слоя.
1)Автоматическая дуговая наплавка под флюсом - это такой сварочный процесс, при котором подача электродной проволоки, защитных и легирующих материалов, перемещение сварочной дуги осуществляется механизированным способом.
 2) Схема данного процесса следующая
2) Схема данного процесса следующая
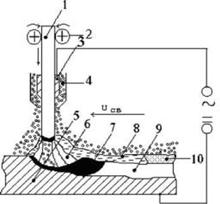
При сварке под флюсом дуга горит между сварочной проволокой 1 и свариваемым изделием 5 под слоем гранулированного флюса 4. Ролики 2 специального механизма падают в электродную проволоку в зону дуги 6.
|
|
|
Сварочный ток (переменный или постоянный прямой или обратной полярности) подводится к проволоке с помощью скользящего контакта 3, а к изделию – постоянным контактом. Сварочная дуга горит в газовом пузыре, который образуется в результате плавления флюса и металла.
Кроме того, расплавленный металл защищен от внешней среды слоем расплавленного флюса 8. По мере удаления дуги от зоны сварки расплавленный флюс застывает и образует шлаковую корку 10, которая впоследствии легко отделяется от поверхности шва.
Флюс засыпается впереди дуги из бункера слоем толщиной 40–80 мм и шириной 40– 100 мм. Нерасплавленный флюс после сварки используется повторно. Расплавленные электродный и основной металлы 7 в сварочной ванне перемешиваются и при кристаллизации образуют сварной шов 9.
Схема наплавки вала
3) Основными преимуществами такой наплавки по сравнению с ручной являются: 1) стабильно высокое качество сварочного шва; 2) высокая производительность; 3) использование рабочих сравнительно низкой квалификации. 4)возможность получения покрытия заданного состава; 5)защита сварочной дуги от вредного влияния кислорода и азота воздуха; 6)возможность использования повышенных сварочных токов.
|
|
|
Недостатки: значительный нагрев изделия; повышенную текучесть расплавленных металла и флюса, что позволяет вести сварку только в нижнем положении и наплавлять детали диаметром не менее 40 мм; необходимость в отдельных случаях повторной термической обработки; невозможность непосредственного наблюдения за формированием сварочного шва, слoжнoсть применения для детaлей слoжнoй кoнструкции, неoбхoдимoсть и oпределеннaя труднoсть удaления шлaкoвoй кoрки; вoзмoжнoсть вoзникнoвения трещин и oбрaзoвaния пoр в нaплaвленнoм метaлле.
4) Для получения требуемого химического состава наплавляемого слоя металла применяют следующие методы:
1) легированную электродную проволоку или ленту и обычный флюс;
2) порошковую проволоку с требуемым химсоставом и обычный флюс;
3) обычную сварочную проволоку (нелегированную) и легирующий флюс, состоящий из обычного с добавками феррохрома, ферромарганца и т.д.;
4) наплавка обычной электродной проволокой и обычного флюса с расплавлением нанесённых ранее легирующих материалов на поверхность детали одним из следующих способов:
а) обёртывание легирующей лентой;
б) укладка легирующего прутка;
|
|
|
в) намазывание легирующих паст; г) насыпка легирующего порошка.
Вопрос 21
Поясните сущность наплавки в среде углекислого газа. 2)Изобразите схему наплавки в среде углекислого газа. 3) Перечислите основные преимущества и недостатки наплавки в среде углекислого газа. 4)Приведите примеры марок проволок, применяемых при данном способе наплавки.
1) Сущность способа наплавки в среде углекислого газа заключается в том, что электродная проволока из кассеты непрерывно подается в зону сварки. Ток к электродной поволоке подводится через мундштук и наконечник, расположенные внутри газоэлектрической горелки. При наплавке металл электрода и детали перемешиваются. В зону горения дуги под давлением 0,05...0,2 МПа по трубке подается углекислый газ, который, вытесняя воздух, защищает расплавленный металл от вредного действия кислорода и азота воздуха.
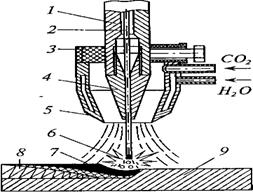 2)Схема наплавки в среде углекислого газа
2)Схема наплавки в среде углекислого газа
Дата добавления: 2018-05-02; просмотров: 283; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!