Основные правила и приемы гибки
Ручная гибка.Детали небольших размеров получают гибкой в тисках. Заготовку закрепляют вместе с вкладышем или оправкой, выполненными по форме изгибаемой части детали (рис. 49, а)и ударами молотка обгибают по ним. Когда при сложной гибке после первой операции не представляется возможным зажать заготовку в тисках, применяются вставки (рис. 49, а,первый эскиз).
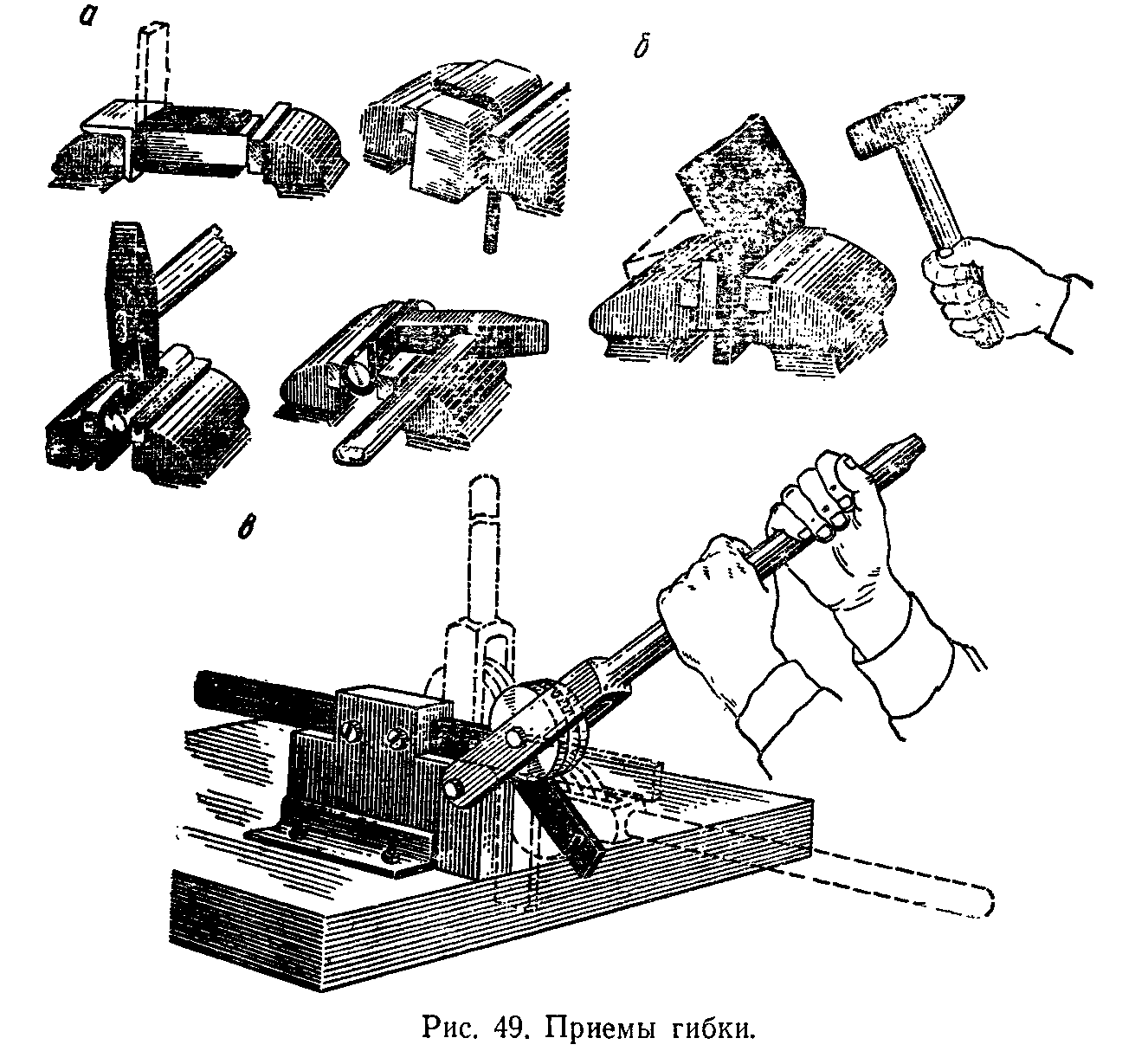
Чтобы при закреплении не повредить заготовку рифлеными губками тисков, на них надевают нагубники — уголки из мягкого материала (мягкой стали, латуни). Когда размеры заготовки такие, что она не размещается в пространстве между губками, в тиски зажимается оправка или вкладыш (рис. 49, б) и по ним загибается заготовка.
Одиночные заготовки значительных размеров гнут на плитах, обгибая относительно края плиты. Так, в частности, выполняются изогнутые изделия из листового металла.
Когда требуется изготовить партию деталей, целесообразно изготовить для гибки специальное приспособление.
Гибка труб
Стальные трубы диаметром от 10 до 30 мм гнут в холодном состоянии. Чтобы не получить при гибке складок в сжатой зоне трубы, ее заполняют наполнителем — мелким сухим песком. Для этого один конец трубы заглушают деревянной пробкой, засыпают песком, слегка постукивая, уплотняют его и ставят вторую пробку.
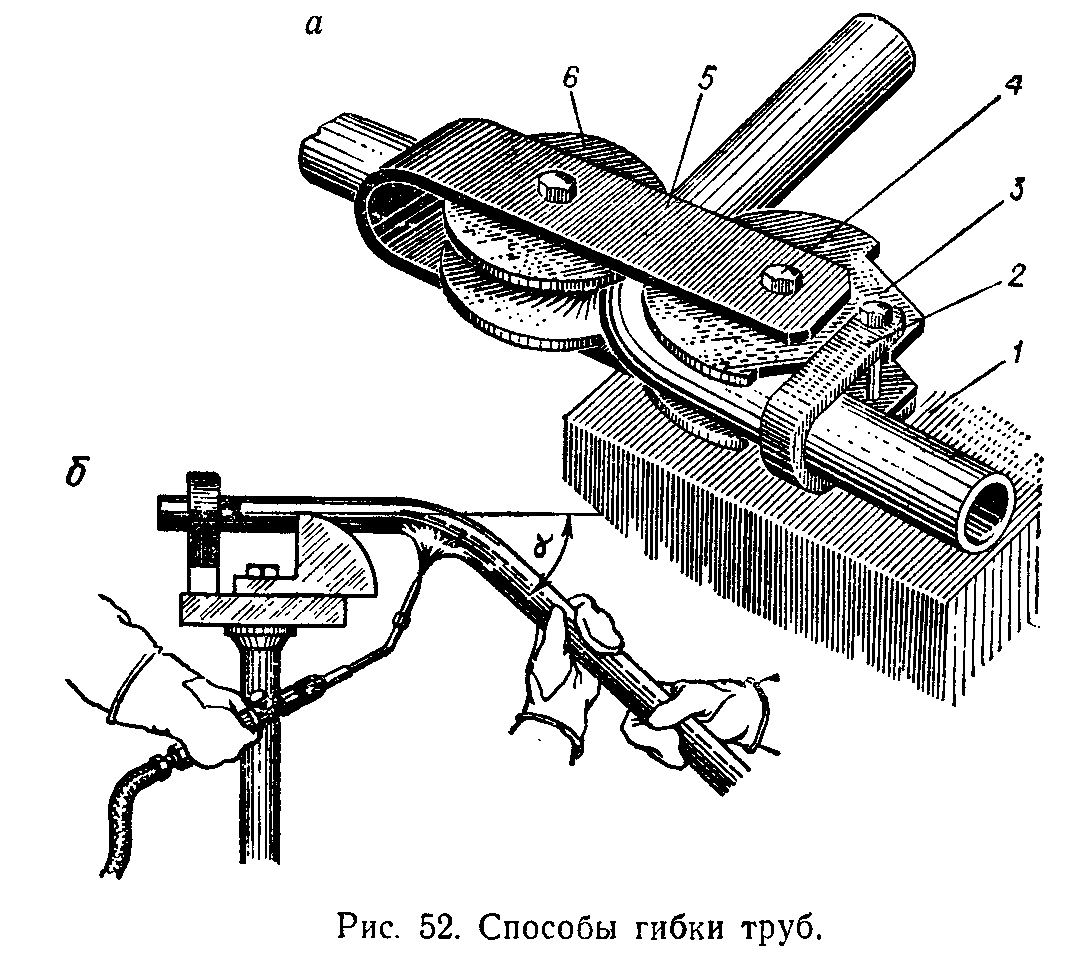
Слесарная гибка труб выполняется н а т р у б огибочных приспособлениях (рис. 52, а). На основании приспособления / неподвижно закреплен ролик 3 илишаблон. Его радиус определяет радиус гибки трубы. Второй изгибающий ролик 6закреплен на рычаге 5, который может поворачиваться относительно оси 4 неподвижного ролика. Ролики имеют желобки по размеру трубы. Труба устанавливается между роликами и удерживается скобой 2. При повороте рычага подвижной ролик огибает трубу по неподвижному на нужный угол.
|
|
|
Меры по предупреждению брака. Техника безопасности
При правке на поверхности металла могут появиться вмятины и забоины. Они являются следствием применения молотков с квадратными бойками, с дефектами или с неполированными бойками, нанесения очень сильных ударов, закрепления заготовки в тисках без нагубников.
В случае неправильной разметки, применения несоответствующих вкладышей и оправок, неправильном закреплении заготовки в тисках могут получиться изделия с размерами, несоответствующими чертежу. Трещины при гибке возможны при неправильном выборе радиуса гиба.
При правке и гибке молотки должны быть хорошо осажены, не иметь трещин на ручках и бойках. При правке листового металла и горячей гибке труб необходимо работать в брезентовых рукавицах.
Работая на станках, необходимо строго соблюдать указываемые в инструкциях правила техники безопасности.
|
|
|
Глава 5
Резка
Способы резки
1.Резкой или разрезанием называют операцию по разделению материала на части. Разрезание выполняется как со снятием стружки, так и без снятия стружки. Основные способы разрезания
Со снятием стружки: ручной ножовкой; отрезными ножовочными станками; пилами по металлу; на металлорежущих станках — токарных, фрезерных, шлифовальных; автогенной резкой; анодно-механической резкой.
Без снятия стружки материалы разрезают ручными, рычажными и механическими ножницами, кусачками, труборезами, пресс-ножницами, штампами.
Ножовки и ножовочные полотна
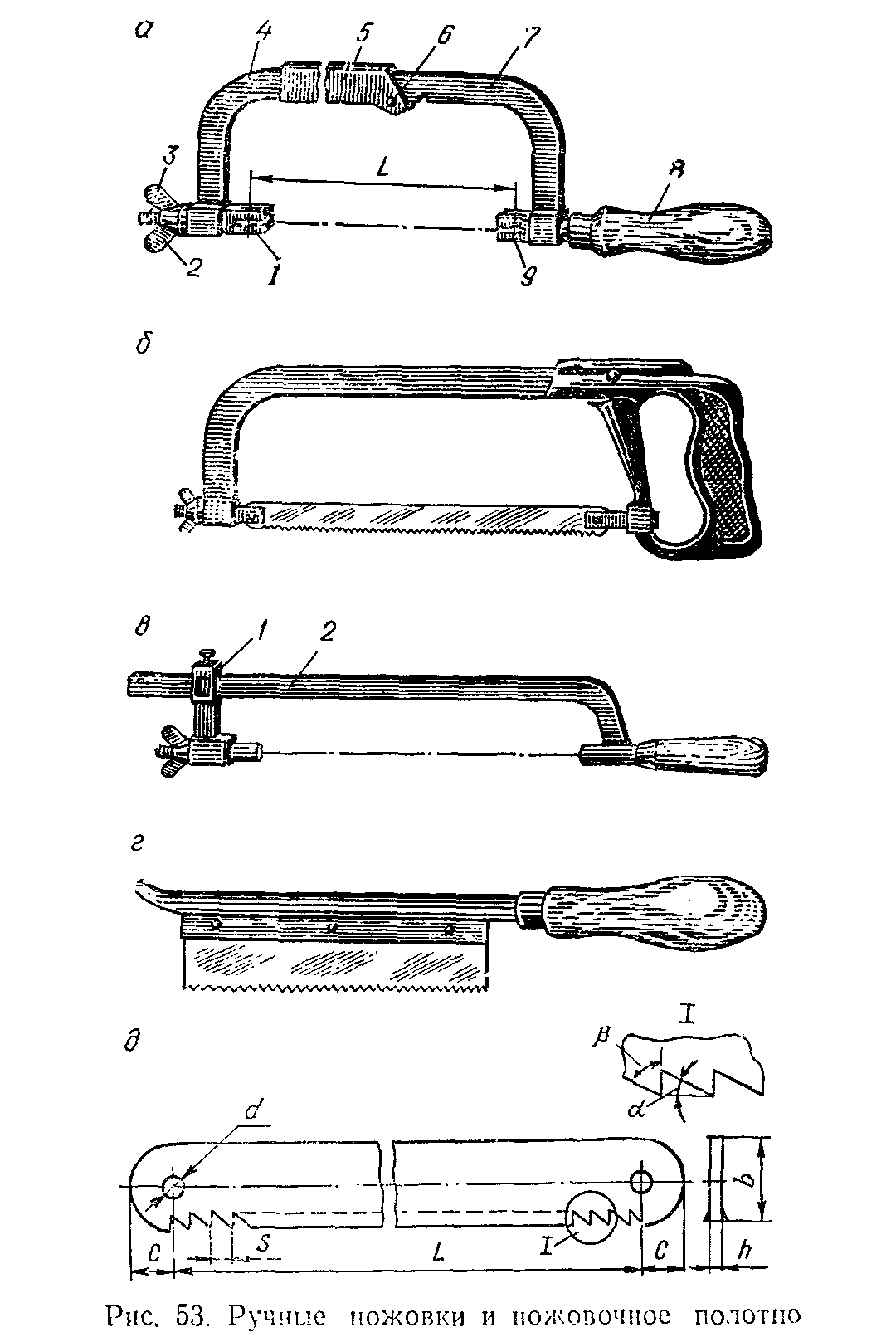
Ручными ножовками можно разрезать металлы и другие материалы размером до 60...70 мм в поперечнике. Они состоят из ножовочной рамки иножовочного полотна.
Ножовочные рамки изготовляются цельными и раздвижными. Первые предназначаются для ножовочных по-лотен длиной 300 мм. В раздвижных рамках можно закреплять полотна длиной 250 и 300 мм.
В раздвижных ручных ножовочных рамках (рис. 53,а) левый угольник 4 имеет планку 5 с заклепкой 6 и обойму, куда входит держатель 3 с гайкой-барашком 2. Правый угольник 7 имеет вырезы для заклепок 6 и обойму для штыря 9, заканчивающегося хвостовиком под ручку <§.Она изготовляется из древесины твердых пород или пластмассы. Две взаимно перпендикулярные прорези в штыре 9 и держателе позволяютустанавливать полотно в двух положениях и крепить его штифтами, входящими в отверстия.
|
|
|
Глава 6
Опиливание
1.Опиливанием называют операцию по обработке металлов и других материалов посредством снятия небольшого слоя материала напильниками вручную или на опиловочных станках. Опиливанием обрабатывают плоскости, выпуклые и вогнутые криволинейные поверхности, пазы и канавки, отверстия любой формы, поверхности, расположенные под различными углами, и т. д. При опиливании можно получить точность изделий до 1-го класса и шероховатость поверхности не грубее 9...10-го классов.
Напильники
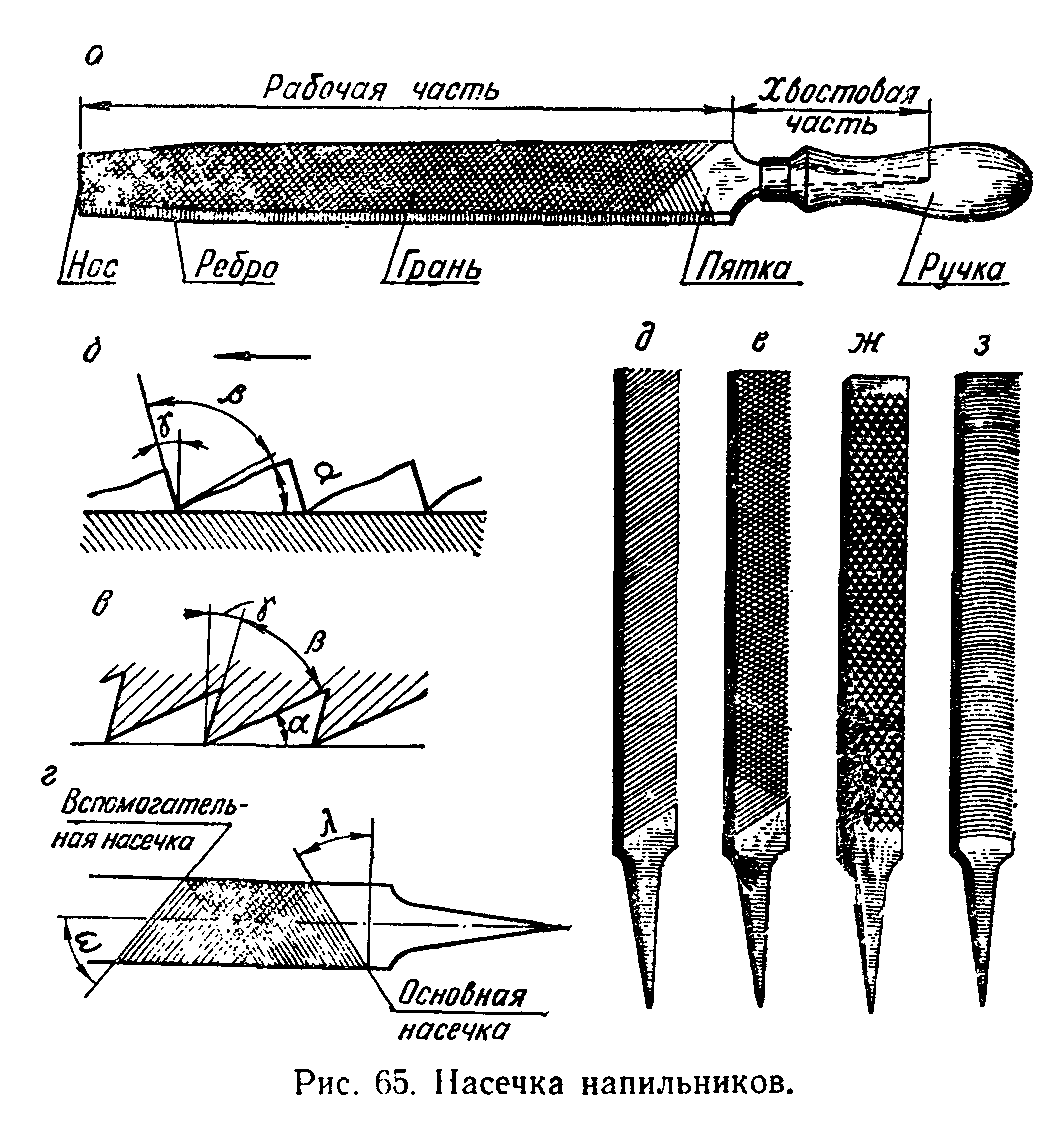
1.Напильники— это стальные стержни определенного сечения, на гранях которых выполнена насечка, образующая режущие зубья. Основные части напильников указаны на рис. 65, а.
Зубья напильников получают насеканием, фрезерованием, накатыванием. Наиболее распространены напильники с насеценными зубьями, выполняемыми зубилами на пилонасекальных станках. Образующийся насеканием зуб имеет форму клина (рис. 65, б) с отрицательным передним углом (у =—12ч--15°) и сравнительно большим задним углом (а== 35...40°), чтобы обеспечить достаточное пространство для размещения стружки. Получающийся при этом угол заострения р = 62-67° обеспечивает прочность зуба.
|
|
|
Дата добавления: 2018-05-02; просмотров: 1912; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!