Штангенциркуль ШЦ-II-250 0,05 ГОСТ 166-89
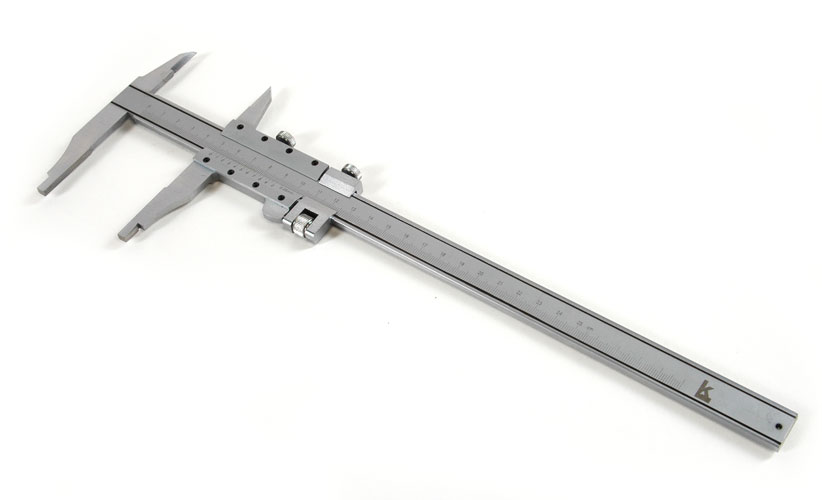
Рисунок 10. Штангенциркуль ШЦ-II-250 0,05
Штангенциркуль ШЦ-II предназначен для измерения наружных и внутренних размеров, а также для слесарной разметки при помощи верхних губок. Штангенциркуль ШЦ-II имеет нижние губки, который используют для измерения наружных и внутренних размеров. Верхние губки используют для измерения наружных размеров, о также для разметки.
По мере износа верхних губок их периодически затачивают. Штанген- циркуль ШЦ-II состоит из штанги по которой перемещается рамка. На рамке закреплен нониус, имеющий цену деления шкалы 0.1 или 0.05мм.
Для точной настройки на размер к рамке штангенциркуля крепиться механизм микроподачи. Для предотвращения коррозии и повышения износостойкости рабочие поверхности штангенциркуля покрывают слоем хрома.
Угломер — угломерный прибор (инструмент, снаряд), предназначенный для измерения геометрических углов в различных конструкциях, в деталях и между поверхностями (в основном контактным методом) и между удалёнными объектами (оптическим методом). Измерение производится в градусах, на основе линейчатой шкалы, линейчато-круговой шкалы (с механическим указателем или стрелкой), нониуса или в электронном виде, в зависимости от типа прибора.
| Письменная экзаменационная работа
|
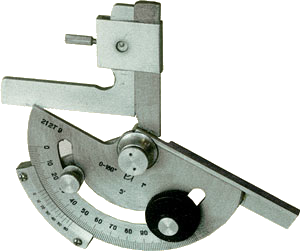
Рисунок 11. Угломер
Угломер в самом простом виде состоит из двух пластин (линеек), закреплённых вместе на одной оси, остающихся подвижными на этой оси (образуют подвижный наугольник), с нанесенной шкалой, выраженной в градусах. Шкала может быть линейчатой или линейчато-круговой (нанесённой по окружности вокруг оси, на одной из линеек). В некоторых практических приложениях, например столярных, не требуется регулировка всех углов наугольника и обычно работают с несколькими фиксированными углами, один из таких столярных наугольников носит специальное название — ерунок (столярный наугольник, у которого линейки закреплены под углом 45° или в треугольном виде 45°/45°). Впервые угломеры появились в древности (в Древнем Египте и Древнем Риме), когда возникла необходимость при проведении строительных работ устанавливать определённые углы в различных постройках и между поверхностями.
Шаблонный радиусомер
Шаблонный измерительный прибор представляет собой набор изготовленных из высококачественной легированной стали пластинок. Они делятся на две группы – на одном конце радиусомера закреплены шаблоны для измерения впадин, с другого – выступов.
В зависимости от типа шаблонного радиусомера (всего их три), пластинки имеют закругления определённого радиуса. Прибором типа 1 измеряются закругления от 1 до 6 мм, типа 2 – от 8 до 25 мм, типа 3 – от 7 до 25 мм. Диапазон измеряемой кривизны указывается на колодке прибора, величина радиуса шаблона обозначается непосредственно на пла-
| Письменная экзаменационная работа
|
стинке. Измерение кривизны шаблонным радиусомером сводится к подбору пластинки, соответствующей закруглению.
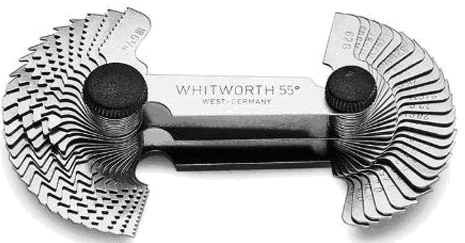
Рисунок 12. Шаблонный радиусомер
| Письменная экзаменационная работа
|
1.6 Приспособление для установки и закрепления деталей
На токарных станках применяют трехкулачковые патроны с ручным зажимом. В трехкулачковых самоцентрирующих патронах закрепляют заготовки круглой и шестигранной формы или круглые прутки большого диаметра.
Наиболее широко применяют трехкулачковый самоцентрирующий патрон. Кулачки патрона перемещаются одновременно с помощью диска. На одной стороне этого диска выполнены пазы (имеющие форму архимедовой спирали), в которых расположены нижние выступы кулачков, а на другой - нарезано коническое зубчатое колесо, сопряженное с тремя коническими зубчатыми колесами. При повороте ключом одного из колес диск (благодаря зубчатому зацеплению) также поворачивается и посредством спирали перемещает одновременно и равномерно все три кулачка по пазам корпуса патрона. В зависимости от направления вращения диска кулачки приближаются к центру патрона или удаляются от него, зажимая или освобождая деталь. Кулачки обычно изготовляют трехступенчатыми и для повышения износостойкости закаливают. Различают кулачки крепления заготовок по внутренней и наружной поверхностям; при креплении по внутренней поверхности заготовка должна иметь отверстие, в котором могут разместиться кулачки.
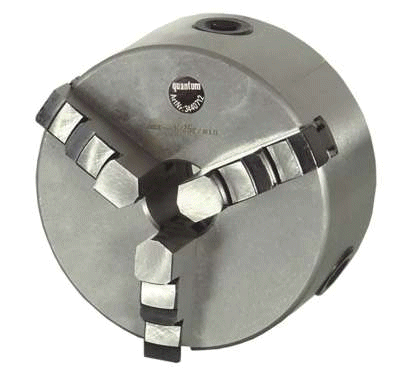
Рисунок 13. Трехкулачковый патрон
| Письменная экзаменационная работа
|
1.7 Способы обработки отверстий
Обработка отверстий выполняетсянесколькими способами, в зависимости от того, какие параметры точности и шероховатости поверхности отверстия заданы чертежом. В соответствии с выбранным способом обработки выбирается и инструмент для ее осуществления. При обработке отверстийразличают три основных вида операций: сверление, зенкерование, развертывание и их разновидности: рассверливание, зенкование, цекование.
Сверление — это операция по образованию сквозных и глухих отверстий в сплошном материале, выполняемая при помощи режущего инструмента — сверла. Различают сверление ручное — ручными пневматическими и электрическими сверлильными устройствами (дрелями) и сверление на сверлильных станках. Ручные сверлильные устройства используются для получения отверстий диаметром до 12 мм в материалах небольшой и средней твердости (пластмассы, цветные металлы, конструкционные стали и др.). Для сверления и обработки отверстий большего диаметра, повышения производительности труда и качества обработки используют настольные сверлильные и стационарные станки — вертикально-сверлильные и радиально-сверлильные.
Одной из разновидностей сверления является рассверливание — увеличение диаметра отверстия, просверленного ранее. В качестве инструментов для рассверливания отверстий, так-же как и для сверления, используют сверла. Не рекомендуется рассверливать отверстия, полученные в заготовке методом литья, ковки или штамповки. Такие отверстия имеют различную твердость по поверхности отверстия из-за окалины, образующейся при литье, а также из-за неравномерной концентрации внутренних напряжений в металле на различных участках поверхности отверстий, полученных методом ковки или штамповки. Наличие мест с неравномерной и повышенной твердостью поверхности приводит к изменению радиальных нагрузок на сверло в процессе обработки отверстия, что ведет к смещению его оси, а также является причиной поломки сверла. Обработка отверстий сверлением и рассверливанием позволяет получить точность размеров обработанного отверстия до 10-го квалитета и шероховатость обработанной поверхности до Rz 80.
| Письменная экзаменационная работа
|
Зенкерованием называется операция, связанная с обработкой предварительно просверленных, штампованных, литых или полученных другими методами отверстий с целью придания им более правильной геометрической формы (устранение отклонений от круглости и других дефектов), а также достижения более высокой, по сравнению со сверлением, точности (до 8-го квалитета) и более низкой шероховатости (до Ra 1,25).
Зенкование— это обработка на вершине просверленных отверстий цилиндрических или конических углублений под головки винтов и заклепок, а также фасок. Операция выполняется при помощи специального инструмента — зенковки.
Цекование — это операция по зачистке торцевых поверхностей при обработке бобышек под шайбы, гайки, стопорные кольца. Операция производится с помощью специального инструмента — це- ковки, которая устанавливается на специальных оправках.
Развертывание — это операция по обработке ранее просверленных отверстий с высокой степенью точности (до 6-го квалитета) и малой шероховатостью (до Ra 0,63). Обработка развертыванием выполняется после предварительного сверления, рассверливания и зенкерования отверстия развертками, которые подразделяются на черновые и чистовые, ручные и машинные. Осуществляется развертывание как вручную, так и на станках, как правило, стационарных. Конструкция инструмента выбирается в зависимости от применяемого метода обработки.
Дата добавления: 2018-04-15; просмотров: 1174; | Поделиться с друзьями:
|

Мы поможем в написании ваших работ!