Пример выполнения курсовой работы
Производство деталей определенного вида включает длительный процесс сборки, заканчивающийся коротким периодом обжига в печи. Поскольку содержание печи обходится довольно дорого, несколько сборщиков используют одну печь, в которой одновременно можно обжигать только одну деталь. Сборщик не может начать новую сборку, пока не вытащит из печи предыдущую деталь. Таким образом, сборщик работает в следующем режиме:
1. Собирает следующую деталь.
2. Ожидает возможность использования печи по принципу "первым пришел - первым обслужен".
3. Использует печь.
4. Возвращается к пункту 1.
Время сборки и время использования печи распределены в соответствии со значениями табл. 1 и 2.
Таблица 1
Распределение времени сборки
| Время сборки, мин | 25 | 26 | 27 | 28 | 29 | 30 | 31 | 32 | 33 | 34 | 35 |
| Вероятность | 0,01 | 0,03 | 0,05 | 0,10 | 0,18 | 0,26 | 0,18 | 0,10 | 0,05 | 0,03 | 0,01 |
Таблица 2
Распределение времени использования печи
| Время использования печи, мин | 6 | 7 | 8 | 9 | 10 |
| Вероятность | 0,05 | 0,25 | 0,40 | 0,25 | 0,05 |
Стоимость работы печи в течение часа, материала одного изделия и одного готового изделия составляет соответственно 60, 12 и 42 ден. ед. Заработная плата сборщика в час – 24 ден. ед.
Необходимо построить на GPSS модель данного процесса. Имея эту модель, следует определить оптимальное число сборщиков, использующих одну печь. Под оптимальным понимают такое число, которое дает максимальную прибыль. Определение надо сделать в течение 40 часов модельного времени.
|
|
|
Метод построения модели
Для моделирования на GPSS надо определить условия работы моделируемой системы и, какие элементы GPSS надо использовать для удовлетворения условий модели.
В данном случае есть два вида ограничивающих условий. Во-первых, имеется только одна печь. Во-вторых, существует некоторое фиксированное число сборщиков, работающих в системе. Естественно, для моделирования печи использовать понятие "прибор" (SEIZE). Также естественно отождествлять сборщиков с транзактами. Тогда можно считать, что сборщики циркулируют в системе. Аналогично тому, как они периодически осуществляют сборку и обжиг, транзакты циркулируют в GPSS-модели системы.
В реальной системе, после того как сборщик вынимает из печи обожженную деталь, он возвращается и начинает новый этап сборки, В модели, после того как транзакт завершает использование прибора, моделирующего печь, он должен быть возвращен назад посредством блока TRANSFER в блок следующей сборки. Для того, чтобы ограничить общее число транзактов, циркулирующих в модели, необходимо использовать в операторе GENERATE операнд, задающий желаемое число транзактов.
|
|
|
Для того чтобы вычислить прибыль, соответствующую заданному числу сборщиков, необходимо знать, сколько готовых деталей они сделали в течение моделируемого периода. Число использований печи в точности совпадает с этим значением.
Таблица определений
Единица времени – 1 мин.
| Элементы GPSS | Интерпретация |
| Транзакты в 1-м сегменте модели | Сборщики |
| Транзакты во 2-м сегменте модели | Транзакт-таймер |
| Устройство Oven | Печь |
| Функция Assem | Распределение времени сборки |
| Функция Fier | Распределение времени использования печи |
Блок схема
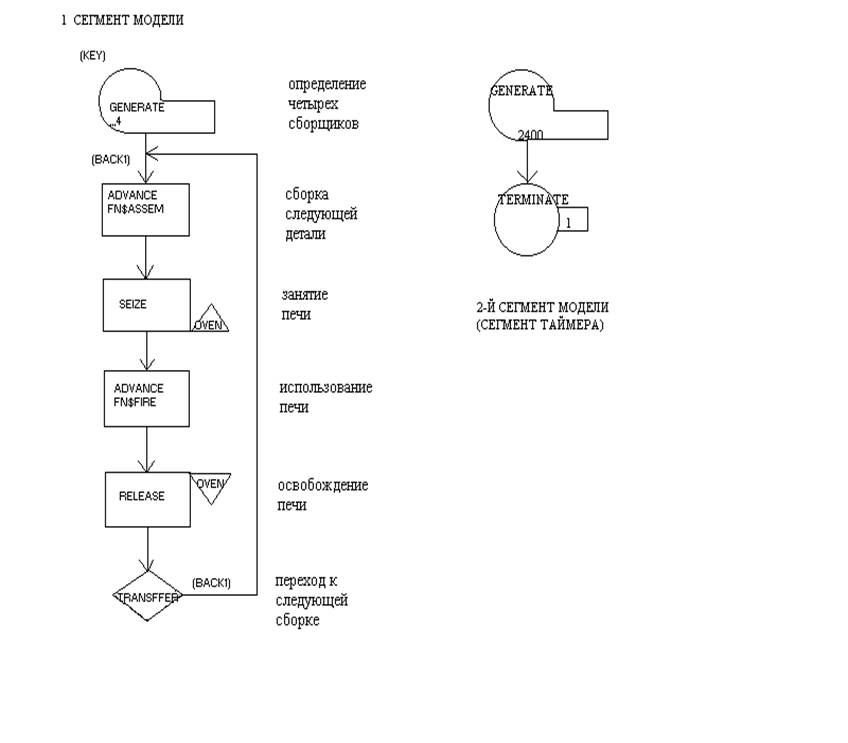
Листинг
ASSEM FUNCTION RN1,D11.01,25/.04,26/.09,27/.19,28/.37,29/.63,30.81,31/.91,32/.96,33/.99,34/1,35FIER FUNCTION RN1,D5.05,6/.3,7/.7,8/.95,9/1,10 GENERATE ,,,4BACK1 ADVANCE FN$ASSEM SEIZE OVEN ADVANCE FN$FIER RELEASE OVEN TRANSFER ,BACK1***** Сегмент таймера ***** GENERATE 480 TERMINATE 1 START 1 Предполагается рассмотреть 3 варианта с числом сборщиков от 4 до 6. Количество сборщиков равно значению операнда D в блоке GENERATE.Примечание. Листинг должен содержать подробные комментарии.
Выходные данные
GPSS World Simulation Report - Primer.2.1
Saturday, September 16, 2006 00:21:24
Дата добавления: 2018-04-04; просмотров: 361; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!