ПОКРЫТЫЕ ЭЛЕКТРОДЫ ДЛЯ ДУГОВОЙ СВАРКИ И НАПЛАВКИ
КЛАССИФИКАЦИЯ СВАРОЧНЫХ МАТЕРИАЛОВ
1. НАЗНАЧЕНИЕ СВАРОЧНЫХ МАТЕРИАЛОВ
Качественный сварной шов при сварке плавлением невозможно получить только расплавляя кромки свариваемого металла источником нагрева. При любом способе сварки плавлением необходимо применение сварочных материалов. К сварочным материалам относят:
1. Электроды плавящиеся покрытые;
2. Сварочную электродную проволоку;
3.Электроды неплавящиеся;
4.Присадочные прутки;
5. Флюсы;
6. Защитные газы (инертные, активные, газовые смеси),
7. Порошковые присадочные материалы и др.
8. Горючие газы для сварки
Применение сварочных материалов обеспечивает:
- требуемые геометрические размеры шва;
- защиту расплавленного металла (газовую, шлаковую или газошлаковую) в процессе расплавления, переноса электродного металла в дуге, пребывания в сварочной ванне, кристаллизации и нагретого твердого металла от вредного воздействия атмосферного воздуха (насыщения его газами атмосферы) в течение всего процесса сварки;
- получение металла шва нужного химического состава и свойств путем его легирования и раскисления;
- очистку (рафинирование) металла шва от вредных примесей и газов (серы, фосфора, водорода, азота и др.);
- удаление включений окислов и шлаков;
- модифицирование, измельчение первичной структуры металла шва.
Следовательно, с помощью сварочных материалов реализуется процесс сварки и осуществляется сложная физико-химическая обработка расплавленных электродного и основного металлов, производимая в газовой и шлаковой фазах и завершающаяся в сварочной ванне, что приводит к образованию шва нужного химического состава с требуемыми свойствами. Такую обработку обычно называют металлургической.
Присадочный (дополнительный) металл обычно требуется для получения шва с необходимыми геометрическими размерами, так как в большинстве случаев расплавление только кромок основного металла не обеспечивает получение выпуклости шва и заполнение зазора и разделки кромок (если она есть). Если дополнительный металл в процессе сварки расплавляется в виде сварочной (электродной) проволоки, стержней и т.д., включенных в сварочную цепь, он обычно называется электродным, а если он не включен в сварочную цепь, - присадочным.
Закристаллизовавшийся металл шва состоит из смешанных в жидком состоянии (в сварочной ванне) расплавленных основного и присадочного металлов. Поэтому доли их участия определяют по исходной конфигурации кромок до расплавления и конечным геометрическим размерам шва.
Площадь поперечного сечения шва
Fш = Fпр + Fн (1)
где Fnp и FH - соответственно площади поперечного сечения расплавленных основного и дополнительного металлов, см2; Fн обычно называют площадью поперечного сечения наплавленного металла.
, 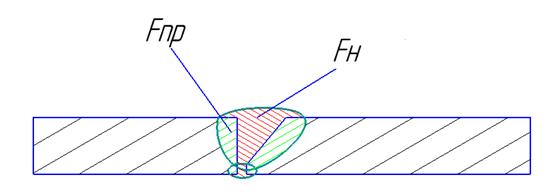
Рисунок 11– Схема к расчету площадей проплавленного и наплавленного металла
Содержание рассматриваемого элемента в металле шва определяется на основании правила смешения по формуле:
 , (17)
, (17)
где |х|ш, |х|ом, |х|э– концентрация рассматриваемого элемента в металле шва, основном и электродном металле;
γо– доля участия основного металла в формировании шва, определяется по формуле:
Сварочными материалами называются присадочные материалы и другие вещества, используемые при сварке плавлением с целью получения неразъемных соединений, удовлетворяющих следующим требованиям:
- обеспечить получение наплавленного металла, требующего химического состава и свойств;
- получение плотных беспористых швов, стойких против образования трещин;
- устойчивое горение дуги;
- высокая производительность и экономичность сварки;
- необходимые санитарно-гигиенические условия труда при сварке.
Сварочные материалы классифицируются следующим образом: сварочная проволока (стальная, алюминиевая, медная); наплавочная проволока; порошковая проволока; плавящиеся электроды; неплавящиеся электроды; флюсы; защитные газы; прутки; ленты; порошки.
ПОКРЫТЫЕ ЭЛЕКТРОДЫ ДЛЯ ДУГОВОЙ СВАРКИ И НАПЛАВКИ

|
Рис. 2.2. Покрытый электрод |

|
Рис. 2. Покрытый электрод |
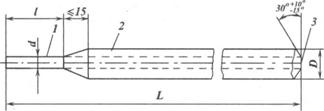
Плавящиеся электроды изготавливаются согласно ГОСТ 9466-75. Электроды для ручной дуговой сварки (наплавки) металлов представляют собой стержни длиной до 450 мм, изготовленные из сварочной проволоки, на поверхность которых нанесен слой покрытий различной толщины. Покрытия предназначены для повышения устойчивости дуги, образования комбинированной газошлаковой защиты, легирования и рафинирования металла.
Структура условного обозначения показана на рис.3.

Рис. 3.
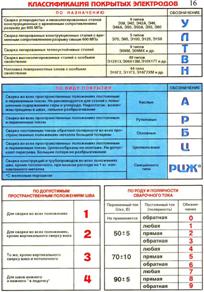
Рис.4. Классификация покрытых электродов.
Электроды подразделяются на типы в зависимости от свариваемых материалов и назначения (в индексах типов электродов зашифрованы прочностные характеристики или химический состав металла шва).
По назначению электроды подразделяются:
У - для углеродистых конструкционных сталей;
Л – для легированных конструкционных сталей;
Т – для теплоустойчивых легированных сталей;
В – для высоколегированных сталей;
Н – для наплавки.
Толщина покрытия может быть:
М – тонкая; Д – толстая; С – средняя; Г – особо толстая.
Группа по качеству изготовления:
Вид покрытия:
А – кислое; Б – основное; Р – рутиловое; Ц – целлюлозное;
П – прочие; Ж – в покрытии свыше 20 % железного порошка;
Смешанного типа – РЦЖ, АБ, РБ.
Допустимые пространственные положения:
1 – все положения;
2 – кроме вертикального сверху вниз;
3 – кроме вертикального сверху вниз и потолочного;
4 – только нижнее.
Питание дуги:
|
Переменный ток, напряжение холостого хода | Постоянный ток, полярность | ||
| любая | прямая | обратная | |
| Переменный ток не применим: 50 В 70 В 90 В | - 1 4 7 | - 2 5 8 | 0 3 6 9 |
Состав и назначение электродных покрытий следующие:
- шлакообразующие вещества – для создания шлаковой корки с целью защиты металла от кислорода, азота и водорода (мел, мрамор, марганцовая руда);
- раскисляющие вещества – для удаления кислорода (ферромарганец, ферросилиций, алюминий);
- газообразующие вещества – для газовой защиты от проникновения воздуха (крахмал, целлюлоза, древесина);
- легирующие вещества – для повышения механических и технологических свойств наплавленного металла (хром, вольфрам, молибден, никель, титан);
- стабилизирующие вещества – для устойчивого горения дуги (кальций, магний, натрий, калий);
- связующие вещества – для соединения компонентов и образования прочного электродного покрытия (жидкое стекло, эпоксидная смола).
Дата добавления: 2018-02-28; просмотров: 362; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!