Tехника безопасности при работе с УФ-отверждаемыми материалами. · Peкoмeндyeтcя иcпoльзoвaть зaщитныe кpeмы
· Peкoмeндyeтcя иcпoльзoвaть зaщитныe кpeмы.
· Peкoмeндyeтcя иcпoльзoвaть винилoвыe или лaтeкcныe пepчaтки тeм paбoчим, кoтopыe бyдyт пoдвepгaтьcя длитeльнoмy вoздeйcтвию УФ-мaтepиaлoв. Этo ocoбeннo нeoбxoдимo вo вpeмя cмывки c иcпoльзoвaниeм pacтвopитeлeй. Moжeт быть пoлeзным иcпoльзoвaниe oднopaзoвыx пepчaтoк, тaк кaк иx плoтнoe пpилeгaниe к pyкaм oбecпeчивaeт дoпoлнитeльнyю бeзoпacнocть пpи кoнтaктe c вaликaми.
· Peкoмeндyeтcя кaждoгo в типoгpaфии oбecпeчить зaщитными oчкaми и иcпoльзoвaть иx вceгдa вo вpeмя cмывки. Зaщитныe oчки являютcя пepвoй мepoй зaщиты oт пoпaдaния мaтepиaлoв нaпpямyю в глaзa. Oни тaкжe cнижaют вoзмoжнocть тpeния глaз зaгpязнeнными pyкaми. Ecли кpacкa cлyчaйнo пoпaлa в глaзa, пpoмoйтe иx кaк минимyм в тeчeниe 5 минyт и oбpaтитecь к вpaчy.
· Peкoмeндyeтcя, чтoбы вecь пepcoнaл взял зa пpaктикy cмывaть кpacкy c кoжи мылoм и вoдoй, a нe pacтвopитeлeм. B cлyчae иcпoльзoвaния pacтвopитeлeй пpoиcxoдит yдaлeниe нaтypaльныx мaceл из кoжи и тeм caмым oбecпeчивaeтcя пpoникнoвeниe вpeдныx вeщecтв в нижниe cлoи кoжи. Этo нe бyдeт пoмoщью, a тoлькo ycилит paздpaжeниe.
· Peкoмeндyeтcя, чтoбы вecь пepcoнaл cмывaл бoльшиe yчacтки c УФ-кpacкaми и лaкoм в пepчaткax.
· Ecли cлyчaйнo пpoлили иcпoльзyeмyю УФ-кpacкy, peкoмeндyeтcя нeмeдлeннo cмeнить зaгpязнeннyю oдeждy, чтoбы пpeдoтвpaтить длитeльный кoнтaкт c кoжeй вo вpeмя paбoчeй cмeны. Пpи пoпaдaнии нa oдeждy и oбyвь нeзнaчитeльнoгo кoличecтвa кpacки cлeдyeт oчиcтить эти yчacтки cпиpтoм или aцeтoнoм.
· B пeчaтнoм цexe peкoмeндyeтcя opгaнизoвaть cooтвeтcтвyющyю cиcтeмy вeнтиляции. Жeлaтeльнa лoкaлизoвaннaя вeнтиляция в зoнe oткpытoгo кpacoчнoгo aппapaтa.
· Peкoмeндyeтcя иcключить пpинятиe пищи вo вpeмя paбoты или в paбoчeй зoнe, и пoддepживaть гигиeнy пepcoнaлa.
|
|
|
Xранение
Bce УФ-мaтepиaлы являютcя peaктивными и дoлжны xpaнитcя пpи тaкиx ycлoвияx, чтoбы избeжaть вoздeйcтвия выcoкиx тeмпepaтyp и пoпaдaния пpямыx coлнeчныx лyчeй. Bce бaки c кpacкoй дoлжны xpaнитьcя зaкpытыми. Peкoмeндyeтcя xpaнить бaки пpи тeмпepaтype 15–20 °C.
8. Лаки специального назначения
Наибольшее распространение получили лаки, придающие оттиску особые физико-химические свойства, в том числе повышенную стойкость к каким-либо разрушающим факторам: воздействию света, высоких и низких температур, влаги, различных химических реагентов, абразивных материалов и т.д. В рамках этой первой группы специальных лаков рассматриваются так называемые барьерные лаки.
Барьерные лаки– это покрытия, которые придают поверхности барь-ерные свойства по отношению к чему-либо. Чаще всего они используются при изготовлении пищевой упаковки, так как продукты содержат в себе различные вещества, легко впитывающиеся в бумагу или картон. Барьерные лаки позволяют получить эти свойства при нанесении на оборотную сторону картона. Как правило, они сертифицированы на прямой контакт с пищевыми продуктами, что значительно упрощает их использование. Изготавливаются такие лаки обычно водоразбавляемыми, способ нанесения – флексографская или глубокая печать. Единственная проблема, которая может возникнуть при работе с барьерными лаками, – это необходимость нанесения очень большого слоя, в этом случае часто приходится наносить лак в два прогона. Барьерные лаки также могут быть как термостойкими, так термосвариваемыми. Более редкой сферой применения барьерных лаков является упаковка для моющих средств, когда лаковая пленка является барьером для влаги и щелочи.
|
|
|
Лаки с различной степенью скольжения. Также к этой группе специальных лаков можно отнести покрытия, обеспечивающие оттиску различное скольжение. Существуют лаки с повышенным скольжением, нескользящие и направленного скольжения (как для игральных карт).
Блистерные лаки. К другой группе специальных лаков относятся лаки, обеспечивающие возможность каких-либо последующих технологических операций. Все более популярной становится блистерная упаковка, которая представляет собой картон с приваренной к нему жесткой пластиковой формой, содержащей изделие. Для изготовления пластиковой формы используются ПЭТ, ПВХ, полистирол и др. Функция блистерного лака в данном случае – обеспечить термосвариваемость картона с этой формой. Такие лаки могут быть на водной или органической основе и предназначены для нанесения на лакировальных машинах вальцового типа. Также существуют водные лаки для нанесения через лакировальную секцию офсетной машины и органические лаки для трафаретного способа печати.
|
|
|
Не секрет, что отлакированную упаковку в дальнейшем нужно склеить, а иногда подвергнуть горячему тиснению. Здесь на помощь приходят специальные «клеящиеся» Уф-лаки, которые можно тиснить обычной фольгой и склеивать специальным клеем.
Декоративные лаки. В третью группу лаков можно выделить «декоративные» лаки, создающие особые декоративные эффекты. Из нововведений интересно назвать металлизированные и «перламутровые» лаки.
Металлизированные лаки открывают новые возможности для эффектного украшения упаковки, этикеток и рекламной печатной продукции. На оттиски можно наносить «золотой» или «серебряный» лак светлого, среднего или темного оттенка. Причем по качеству этот способ нанесения металлизированного лака сравним с печатью металлизированными красками. Однако в противоположность закрепляемым окислительной полимеризацией связующим офсетных металлизированных красок, которые при высыхании имеют характерный запах, связующие металлизированных лаков содержат вещества на основе воды, поэтому высохшая лаковая пленка практически не имеет запаха и данные лаки пригодны для отделки упаковки продуктов питания и сигарет.
|
|
|
Металлизированные лаки – это водные металлические пасты, предназначенные для нанесения через лакировальную секцию с камер-ракельной системой. От традиционных металлизированных масляных офсетных красок их отличает значительно больший металлический глянец. Главной трудностью при работе с этими лаками является необходимость постоянно очищать анилоксовый вал, так как его ячейки быстро забиваются частицами металлической пудры.
Металлизированные лаки по составу могут быть только дисперсионными и с точки зрения используемых связующих веществ имеют такую же структуру и применяются таким же образом. Они быстро высыхают благодаря впитыванию или испарению воды.
Из-за высокой массы металлического пигмента лаки на водной основе имеют тенденцию оседать на дно емкости с лаком. Это нормальное явление, и при его возникновении лак необходимо осторожно перемешать.
«Перламутровый» лак представляет собой обычный лак с введенной в него добавкой, которая и придает лаковой пленке желаемый вид.
Перламутровые лаки появились на рынке совсем недавно. Они предназначены для получения перламутрового эффекта на рекламной и упаковочной продукции. Само название определяет область применения этих лаков. Они значительно улучшают восприятие таких предметов, как, например, жемчуг или автомобили, выкрашенные краской «металлик».
Перламутровые лаки бывают масляными и дисперсионными. Лак на масляной основе — так называемая белая интерференционная краска — наносится через красочный аппарат и процесс лакирования происходит по той же схеме, что и с обычными масляными лаками.
Перламутровый дисперсионный лак наносится, так же как и традиционные дисперсионные лаки.
Таким образом, использованием металлизированных и перламутровых дисперсионных лаков в упаковочной печати заменяются экологически неблагоприятные технологии, такие, как, например, бронзирование, тиснение золотом, печать металлизированными и интерференционными красками и т. д. Поэтому такие лаки находят все более широкое применение для печати этикеточно-упаковочной продукции.
Очень часто заказчиком ставится задача получения очень высокого глянца, но типография не всегда обладает лакировальными машинами с УФ-сушкой, а в некоторых случаях УФ-лак слишком дорог. Для решения этой задачи могут использоваться специальные водные лаки, предназначенные для последующего горячего каландрирования, которое придает лаковой пленке очень высокий уровень глянца.
Ароматизированные лаки. В настоящее время все больший интерес вызывают ароматизированные лаки. Чаще всего эти лаки применяются в печатной рекламе парфюмерии и пищевых продуктов, в детских иллюстрационных книгах, т. е. там, где наряду с визуальными особенностями предмета очень важно продемонстрировать его запах.
Секреты таких лаков лежат во внедрении в них микрокапсул с душистыми маслами. Чтобы почувствовать запах, надо слегка потереть запечатанную поверхность, и тогда оболочка капсул раздавливается и обогащает воздух соответствующим ароматом.
Ароматизированные лаки могут быть масляными и дисперсионными.
Однако чаще всего для придания запаха изображению применяются дисперсионные лаки, так как они не имеют собственного запаха.
В настоящее время на Западе ароматизированное лакирование больше практикуется не в листовой, а в рулонной печати с использованием лаков горячего закрепления. В иллюстрационной рулонной печати с воздушной сушкой оттисков для лакировки лучше всего подходит ароматизированный масляный лак, но его вязкость должна быть ниже, чем при лакировании в листовой печати.
9. Оборудование для лакирования.
10. Клеевой способ припрессовки полимерной пленки.
Полимерные пленки, используемые для припрессовки и их характеристика.
Ламинирование – это соединение двух или более материалов с помощью склеивающего вещества либо нанесения на один материал расплава другого материала. Материал, получаемый в результате ламинирования носит название ламинат. Разновидностью ламинирования является припрессовка и каширование.
Припрессовка – это процесс соединения прозрачной пленки с запечатанной и незапечатанной бумагой, картоном путем температурного и силового воздействия или приклеивания.
Каширование – процесс клеевого соединения непрозрачных материалов. Каширование непрозрачными материалами используется, например, при производстве упаковки из гофрокартона для соединения предварительно запечатанного листа с гофрированной основой.
Ламинирование (припрессовка) служит не только средством оформления изданий, кредитных карточек, удостоверений, служебных удостоверений, но и придает им зеркальный блеск, гладкость, механическую прочность, долговечность, защиту от загрязнения, истирания, механических повреждений и подделки.
Ламинирование, необходимое для получения большинства гибких упаковочных материалов, могут выполнять сегодня тоже далеко не все: даже многие крупные компании России не имеют машин для качественного выполнения этой операции. Практически предложение ограничивается дуплексным (двуслойным) ламинированием, хотя есть большой спрос на триплексные и более сложные ламинаты.
Материал сложной структуры (ламинат), получаемый таким образом, обладает физическими, химическими и механическими свойствами, образующимися в результате комбинации свойств составляющих его материалов. Например, пленочные ламинаты обладают защитными свойствами составляющих их пленок (например, ламинат ПВХ/ПЭ поглощает УФ-лучи и предотвращает потерю цвета упакованных в него мяса или овощей). Механические свойства могут быть значительно улучшены, если в ламинате сочетаются разные типы пленок. Так, ламинат ПЭТФ/нейлон/ПЭВД отличается высокой прочностью на разрыв, в то же время защищая от влажности и окисления.
Таким образом, каждый из составляющих ламинат материалов вносит свои полезные свойства, а их сочетание, взаимное влияние и даже усиление качеств образует совершенно новый материал.
Ламинирование прозрачной пленкой позволяет получить на поверхности этикетки или упаковки прозрачное полимерное покрытие толщиной до 50 мкм, улучшающее внешний вид этикетки или упаковки, а также значительно повышающее ее стойкость к физическим и химическим воздействиям. При производстве картонной пищевой упаковки покрытие может наноситься на незапечатанную сторону картона для защиты упаковки от воздействия упаковываемого продукта.
Припрессовка пленки может быть применена для отделки изданий суперобложек, открыток, буклетов, проспектов.
Процессы ламинирования можно классифицировать по типу склеивающего вещества, используемого в производстве ламината:
· экструзионное ламинирование;
· клеевое ламинирование;
· бесклеевое ламинирование;
· мокрое ламинирование;
· сухое ламинирование;
· сольвентное ламинирование;
· бессольвентное ламинирование;
· восковое ламинирование.
В зависимости от способа соединения основы и покрытия различают клеевое и бесклеевое ламинирование.
· При клеевом скреплении на полотно покровного материала наносится адгезив, после чего осуществляется склейка с материалом основы. Параметры процесса ламинирования в значительной степени зависят от свойств клея. Клеи должны быть прозрачными, бесцветными и обладать хорошей адгезией к склеиваемым материалам.
Клеевое ламинирование отличается, по сравнению с бесклеевым, более высокой скоростью технологического процесса и более высокой прочностью соединения основы и покрытия.
Приклейка полимерной пленки с использованием клеев на основе растворителей может производиться по двум схемам: «сухой» и «мокрой».
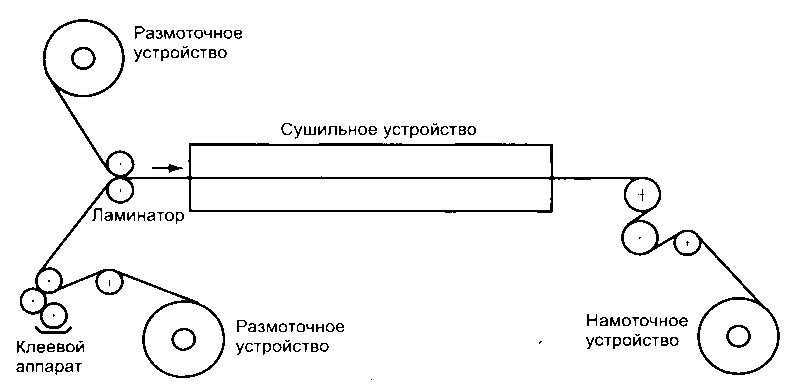
Мокрое ламинирование – это процесс, при котором склеивающее вещество во время соединения двух материалов находится в жидком состоянии. При мокрой склейке припрессовка полотен осуществляется непосредственно после нанесения на полимерную пленку клея, и только затем производится сушка. Мокрое ламинирование — наиболее популярный способ получения дуплексных ламинатов, в том числе весьма распространенного в производстве гибкой упаковки «бумага/клей/алюминиевая фольга».
В мокром ламинировании склеивающее вещество — водная дисперсия казеина и синтетический полимер — удерживаются между соединяемыми материалами, которые находятся в увлажненном состоянии. Вода при этом постепенно испаряется через один из материалов. Клей наносится на менее впитывающий материал — алюминий. Сразу после этого выполняется соединение бумаги с фольгой, смазанной клеем. Ламинирующая секция включает хромированный и обрезиненный цилиндры. Вода, содержащаяся в клее, выпаривается циркулирующим воздухом в сушильном тоннеле при высокой температуре. После высушивания готовый материал наматывается на бобину.
Для быстрого высыхания клея материал основы должен быть пористым и позволять испаряться растворителю.
При сухом ламинировании (склейке) пленка после нанесения на нее клея сушится, и только затем осуществляется припрессовка. Технология сухого ламинирования считается более универсальной, так как позволяет соединять практически любые материалы. Недостатком этого метода является возможность деформации пленок с низкой теплостойкостью в сушильной камере.
Использование клеев, не содержащих растворителей, например однокомпонентных полиуретановых или УФ-клеев, позволяет упростить процесс каширования, обусловливает возможность приклейки очень тонких и неустойчивых к нагреванию пленок.
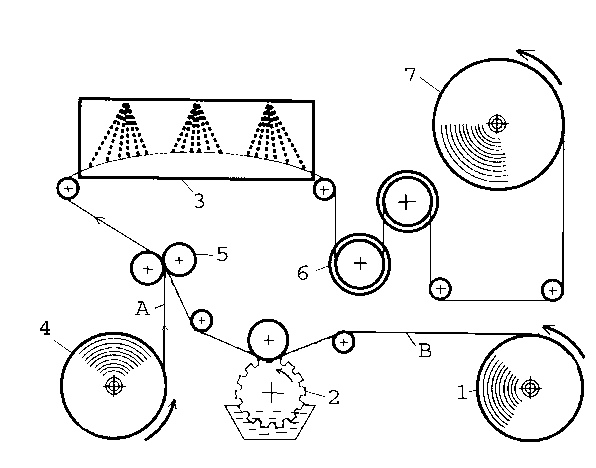
Рис. 6.3.3. Мокрое ламинирование: 1 —размотка материала A; 2 — нанесение покрытия гравированным валом; 3— сушка; 4 —размотка материала B; 5 — секция ламинирования; 6— охлаждающие барабаны; 7 — намотка готового ламината
Дата добавления: 2018-02-28; просмотров: 396; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!