Особенности прокатки полосовой стали на станах с моталками в печах
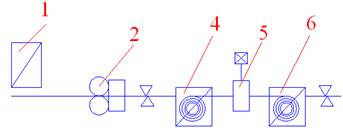
Стан с моталками (стан Стекелля) предназначен для производства стального листового прокатка с узким температурным диапазоном прокатки. Прокатка на станах Стеккеля производится следующим образом. Нагретый в печи 1 сляб проходит через универсальную ченовую двухволковую клеть 2. После клети производится обрезка переднего и заднего конца раската. Затем раскат подводится по рольгангу к чистовой четырехклетьевой реверсивной клети 5. После первого прохода раскат захватывается моталкой 6, расположенной в печи. Производится смотка раската и его подогрев. Затем раскат разматывается и снова подается в чистовую клеть. После этого прохода раскат захватывается моталкой 4, так же расположенной в печи. Осуществляется несколько проходов до получения раската с заданной толщиной. После последнего нечетного прохода раскат не захватывается моталкой, а поступает на отводящий рольганг. Передний и задний концы раската обрезаются.
Недостатками станов Стеккеля являются:
- повышенное окалинообразование из-за большого времени нахождения металла в печи;
- температура конца раската ниже чем у остального металла.
4. Особенности компоновки оборудования НШПС 2000 комбинатов НЛМК, «Северсталь» и ММК.
 Непрерывные широкополосовые станы с длиной бочки 2000 мм комбинатов НЛМК, ММК, северсталь имеют похожую компоновку. Станы включают чистовую, черновую группу клетей, нагревательные печи и моталки. Во всех станах чистовая группа представлена семью четырехвалковыми непрерывно расположенными клетями. Черновые группы клетей отличаются по компоновке.
Непрерывные широкополосовые станы с длиной бочки 2000 мм комбинатов НЛМК, ММК, северсталь имеют похожую компоновку. Станы включают чистовую, черновую группу клетей, нагревательные печи и моталки. Во всех станах чистовая группа представлена семью четырехвалковыми непрерывно расположенными клетями. Черновые группы клетей отличаются по компоновке.
|
|
|
Стан НШПС 2000 НЛМК состоит из следующих агрегатов. Слябы нагреваются в методических печах 1. Далее идет окалиноломатель 2. За окалиноломателем следует реверсивная универсальная клеть 3. За ней следует группа универсальных нереверсивных клетей 4. Расстояние между клетями увеличивается на величину вытяжки в клети. После черновой группы находится промежуточный рольганг, с которого раскат задается в чистовую непрерывную группу 7. Перед чистовой группой установлены летучие ножницы 5 для обрезки головной и хвостовой части и окалиноломатель 6 для удаления воздушной окалины. На выходе из чистовой клети для перемещения полосы к моталкам расположен отводящий рольганг. Полоса сматывается на моталках 8.
Стан НШПС 2000 Северсталь и НШПС 2000 ММК аналогичны и имеют одинаковую компоновку. Слябы нагреваются в методических печах 1. Далее идет окалиноломатель 2. За окалиноломателем следует нереверсивная двухвалковая обжимная клеть 3. За обжимной клетью установлена отдельно стоящая универсальная черновая клеть 4. За ней следует группа непрерывных универсальных клетей 5. После черновой группы находится промежуточный рольганг, с которого раскат задается в чистовую непрерывную группу 8. Перед чистовой группой установлены летучие ножницы 6 для обрезки головной и хвостовой части и окалиноломатель 7 для удаления воздушной окалины. На выходе из чистовой клети для перемещения полосы к моталкам расположен отводящий рольганг. Полоса сматывается на моталках 9.
|
|
|
Дата добавления: 2015-12-20; просмотров: 29; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!