МиЛП.ТиТПиВ.КР.12.26.ПЗ
где  - уширение, определенное по графику рис. 3.5 в зависимости от
- уширение, определенное по графику рис. 3.5 в зависимости от
 ширины рассматриваемой ребровой овальной полосы
ширины рассматриваемой ребровой овальной полосы  ;
;
 - диаметр валков клети для данного равноосного калибра.
- диаметр валков клети для данного равноосного калибра.
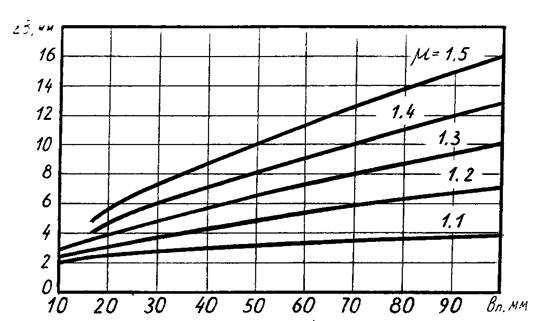
Рис.3.5. Зависимость величины уширения овальной полосы в ребровом овальном калибре от ширины ребровой овальной полосы  при прокатке в валках
при прокатке в валках 
Высота овальной полосы равна:
 (3.16)
(3.16)
Высота калибра равна высоте полосы, т. е.  .
.
Притупление овальной полосы равно:
 , (3.17)
, (3.17)
где  - коэффициент, определяемый по графику рис. 4.6.
- коэффициент, определяемый по графику рис. 4.6.
Предварительное значение ширины овальной полосы:
 , (3.18)
, (3.18)
где  - площадь поперечного сечения полосы после прохода
- площадь поперечного сечения полосы после прохода
рассматриваемого калибра.
Величина среднего абсолютного обжатия металла в рассматриваемом овальном калибре равна (для  ):
):
 , (3.19)
, (3.19)
где  - ширина ромбической овальной полосы в предшествующем
- ширина ромбической овальной полосы в предшествующем
рассматриваемом калибре.
Катающий радиус валка равен:
 , (3.20)
, (3.20)
где - диаметр валков рассматриваемой клети.
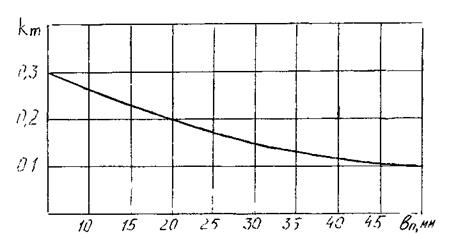
Рис.4.6. Зависимость коэффициента от ширины ребровой овальной полосы , предшествующего ребрового овального калибра
Средняя высота полосы на выходе в рассматриваемый калибр равна:
 (3.21)
(3.21)
Уширение металла в овальном калибре определим по формуле:
Ширина овальной полосы равна:
 (3.22)
(3.22)
Радиус очертания калибра определим по формуле:
 (3.23)
(3.23)
Предварительную величину межвалкового зазора назначим из диапазона  при соблюдении условия
при соблюдении условия  .
.
|
|
|
Далее определим ширину калибра  по формуле:
по формуле:
 (3.24)
(3.24)
Коэффициент заполнения калибра  :
:
 (3.25)
(3.25)
После этого проверяем условие нормального заполнения калибра металлом.
Произведем расчет для 3-го неравноосного овального калибра по выше приведенным формулам.










Аналогично проводим расчет для всех остальных  - калибров. Все необходимые данные и полученные результаты расчета заносим в таблицу 3.2.
- калибров. Все необходимые данные и полученные результаты расчета заносим в таблицу 3.2.
Таблица 3.2.
| № прохода прокатки | 
| 
| 
| 
| 
|
| 
| 
| 
| 
|
| 1 | 10,6 | 560 | 13,41 | 213,68 | 92,82 | 0,1 | 9,28 | 13883,24 | 213,68 | 144,14 |
| 3 | 8,4 | 560 | 10,63 | 160,75 | 68,56 | 0,1 | 6,86 | 7714,97 | 160,75 | 106,23 |
| 5 | 6,8 | 405 | 7,31 | 118,42 | 51,72 | 0,1 | 5,17 | 4287,24 | 118,42 | 79,19 |
| 7 | 2,8 | 405 | 3,01 | 71,56 | 43,74 | 0,115 | 5,03 | 2206,55 | 71,56 | 59,03 |
| 9 | 4 | 335 | 3,91 | 67,92 | 35,72 | 0,125 | 4,47 | 1718,5 | 67,92 | 46,75 |
| 11 | 3,6 | 335 | 3,52 | 58,46 | 30,07 | 0,14 | 4,21 | 1234,56 | 58,46 | 39,63 |
| 13 | 3,4 | 335 | 3,33 | 49 | 25,14 | 0,16 | 4,02 | 886,9 | 49 | 33,59 |
| 15 | 3,3 | 325 | 3,18 | 43,77 | 21,45 | 0,185 | 3,97 | 683,87 | 43,77 | 28,47 |
Продолжение таблицы 3.2.
| № пр-да прокат. | 
| 
| 
| 
| 
| 
| 
| 
| 
| 
|
| 1 | 43,13 | 247,51 | 108,105 | 18,55 | 162,69 | 100,09 | 5,6 | 165,26 | 0,98 | 1,3 |
| 3 | 31,68 | 256 | 79,67 | 16,11 | 122,34 | 76,07 | 5,6 | 123,26 | 0,99 | 1,3 |
| 5 | 23,19 | 184,398 | 59,39 | 11,49 | 90,68 | 55,8 | 4,05 | 91,47 | 0,99 | 1,27 |
| 7 | 13,44 | 187,08 | 44,27 | 6,85 | 65,88 | 37,71 | 4,05 | 66,42 | 0,99 | 1,24 |
| 9 | 9,76 | 154,85 | 35,06 | 4,87 | 51,62 | 29,13 | 3,35 | 52,19 | 0,99 | 1,3 |
| 8,6 | 156,94 | 29,72 | 4,78 | 44,41 | 25,53 | 3,35 | 44,89 | 0,99 | ||
| 7,1 | 158,45 | 25,19 | 4,25 | 32,72 | 17,95 | 3,35 | 33,01 | 0,99 | ||
| 5,73 | 154,69 | 21,35 | 3,6 | 28,23 | 15,77 | 3,25 | 28,58 | 0,99 |
|
|
|
Основные размеры всех промежуточных овальных калибров заносим в табл. 3.3.
В таблице 3.3 глубина вреза калибра определяется по формуле:
 |
Таблица 3.3.
| № прохода прокатки | Высота полосы

| Ширина полосы

| Высота калибра

| Ширина калибра

| Межвал-ковый зазор

| Глубина вреза
калибра,

|
| 1 | 92,82 | 162,69 | 92,82 | 165,26 | 5,6 | 43,61 |
| 2 | 132,79 | 106,23 | 132,79 | 115,47 | 11,2 | 60,8 |
| 3 | 68,56 | 122,34 | 68,56 | 123,26 | 5,6 | 31,48 |
| 4 | 98,99 | 79,19 | 98,59 | 86,08 | 11,2 | 43,9 |
| 5 | 51,72 | 90,68 | 51,72 | 91,47 | 4,05 | 23,84 |
| 6 | 73,79 | 59,03 | 73,79 | 64,16 | 8,1 | 32,85 |
| 7 | 43,74 | 65,88 | 43,74 | 66,42 | 4,05 | 19,85 |
| 8 | 58,44 | 46,75 | 58,44 | 50,82 | 8,1 | 25,17 |
| 9 | 35,72 | 51,62 | 35,72 | 52,19 | 3,35 | 16,19 |
| 10 | 49,54 | 39,63 | 49,54 | 43,08 | 6,7 | 21,42 |
| 11 | 30,07 | 44,41 | 30,07 | 44,89 | 3,35 | 13,36 |
| 12 | 41,99 | 33,59 | 41,99 | 36,51 | 6,7 | 17,65 |
| 25,14 | 32,72 | 25,14 | 33,01 | 3,35 | 10,9 | |
| 35,59 | 28,47 | 35,59 | 30,95 | 6,7 | 14,45 | |
| 21,45 | 28,23 | 21,45 | 28,58 | 3,25 | 9,1 | |
| 30,79 | 24,63 | 30,79 | 26,77 | 6,7 | 12,15 | |
 4.Расчет скоростного режима прокатки
4.Расчет скоростного режима прокатки
Определяем и заносим в таблицу 4.1 все значения катающих диаметров валков  . При этом для овальных калибров определим через радиусы, определенные по формуле (3.20). Для всех остальных калибров катающие диаметры валков определим по формуле:
. При этом для овальных калибров определим через радиусы, определенные по формуле (3.20). Для всех остальных калибров катающие диаметры валков определим по формуле:
|
|
|
 (4.1)
(4.1)
где  - диаметр бочки валков соответствующего калибра;
- диаметр бочки валков соответствующего калибра;
 - площадь поперечного сечения полосы на выходе из соответствую-
- площадь поперечного сечения полосы на выходе из соответствую-
щего калибра;
 - ширина полосы на выходе из калибра.
- ширина полосы на выходе из калибра.
Проведем расчет для 2 калибра.

Затем определяем число оборотов в минуту валков в последней по ходу прокатки клети по формуле:
 (4.2)
(4.2)
где  - скорость проката на выходе из последней клети, которая определяется
- скорость проката на выходе из последней клети, которая определяется
условиями работы стана, м/с;
 - катающий диаметр валков n -ой клети, мм.
- катающий диаметр валков n -ой клети, мм.


Далее определяем константу калибровки в n -ой клети по формуле:
 (4.3)
(4.3)
где  - площадь сечения полосы после прохода n -ой клети, т.е. конечного
- площадь сечения полосы после прохода n -ой клети, т.е. конечного
проката,  .
.

Для обеспечения некоторого натяжения полосы между клетями константу калибровки для каждого прохода прокатки необходимо несколько уменьшать по мере перехода от первого прохода к последующим. Поэтому константа калибровки для предпоследнего прохода равна:
 (4.4)
(4.4)
По аналогии против хода прокатки определяем константу калибровки для всех проходов прокатки, т. е.
 (4.5)
(4.5)
Все значения  заносим в таблицу 5.1.
заносим в таблицу 5.1.
Скорости вращения валков для каждого прохода определяем по формуле:
|
|
|
 (4.6)
(4.6)

Все значения  заносим в таблицу 4.1.
заносим в таблицу 4.1.
Скорости движения полосы после каждого прохода прокатки определяем по формуле:
 (4.7)
(4.7)
где в  и в
и в  .
.

Все значения  заносим в таблицу 4.1.
заносим в таблицу 4.1.
Аналогично проводим расчет для всех остальных калибров и все результаты расчетов заносим в таблицу 4.1.
Таблица калибровки Таблица4.1.
| Проход прокатки | Катающий диаметр валков, 
| Константа калибровки, 
| Скорость вращения валков, 
| Скорость движения полосы, 
|
| 1 | 495,02 | 11,38 | 16,56 | 0,43 |
| 2 | 459,78 | 11,55 | 23,6 | 0,57 |
| 3 | 512 | 11,72 | 29,67 | 0,8 |
| 4 | 485,29 | 11,9 | 41,45 | 1,05 |
| 5 | 368,8 | 12,08 | 76,4 | 1,48 |
| 6 | 349,3 | 12,26 | 106,76 | 1,95 |
| 7 | 374,16 | 12,44 | 150,68 | 2,95 |
| 8 | 360,89 | 12,63 | 169,71 | 3,21 |
| 9 | 309,7 | 12,82 | 240,88 | 3,9 |
| 10 | 297,62 | 13,01 | 295,07 | 4,6 |
| 11 | 313,88 | 13,2 | 340,64 | 5,6 |
| 12 | 303,32 | 13,4 | 415,1 | 6,59 |
| 316,9 | 13,6 | 483,89 | 8,03 | |
| 308,15 | 13,8 | 585,73 | 9,45 | |
| 309,38 | 14,01 | 662,17 | 10,72 | |
| 301,77 | 14,22 | 832,17 |
 |
Дата добавления: 2015-12-18; просмотров: 14; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!